

21. Элементы конических поверхностей
Многие заготовки, обрабатываемые на токарных станках, могут иметь наружную или внутреннюю коническую поверхность. Детали с конической поверхностью широко используют в машиностроении (например, шпиндель сверлильного станка, хвостовики сверл, центры токарного станка, отверстие пиноли задней бабки).
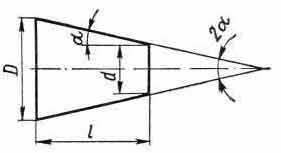
На рисунке выше показан усеченный конус, элементы которого условно обозначают так:
-наибольший диаметр — D;
-длина конуса — l;
-наименьший диаметр — d;
-конусность поверхности — К;
-угол уклона конуса — α (альфа);
-угол при вершине конуса — 2 α.
На рабочих чертежах, по которым изготовляют детали, конус может быть задан различными элементами: наибольшим и наименьшим диаметрами,а также длиной.
Конусностью называется отношение разности диаметров к длине конуса:K=D-d/l
Характеристика конической поверхности. Детали, имеющие форму тел вращения в виде усеченного конуса находят широкое применение в машиностроении. Для образования конической поверхности на токарном станке необходимо знать соотношения между элементами конуса.
Угол
а между образующей конуса и его высотой
называется углом
уклона, a
tgа
— уклоном конуса М.![]() ,где D,
d
—
диаметры соответственно большого и
малого основания конуса, l
— высота конуса. Величина
,где D,
d
—
диаметры соответственно большого и
малого основания конуса, l
— высота конуса. Величина
![]() называется конусностью.
Полезно
также знать соотношения:
называется конусностью.
Полезно
также знать соотношения:
Уклон конуса и конусность обычно выражают простой (1:10; 1:50) или десятичной дробью (0,1; 0,2; 0,005 и т. д.).
Конические поверхности некоторых деталей стандартизированы, и их называют нормальными. Например, для инструментов с коническими хвостовиками (сверл, разверток и т. д.) установлены по ГОСТ инструментальные конусы Морзе и метрические.
Конусы Морзе имеют 7 размеров (№ 0; 1; 2; 3; 4; 5; 6). Угол 2а у этих конусов различен и находится в пределах от 1025'43" до 1030'25".
Метрические конусы обозначаются: № 4 и 6 (малые конусы), 80; 100; 120; 160; 200. Все они имеют одинаковую конусность К=0,05 (1 :20) и угол 2а=2°51'51
22.Способы получения конических поверхностей на токарных станках.
Обработка
конических поверхностей на токарных
станках производится следующими
способами: поворотом верхних салазок
суппорта, поперечным смещением корпуса
задней бабки, с помощью конусной линейки,
специальным широким резцом. С
применением поворота верхних салазок
суппорта обтачивают
короткие конические поверхности с
различным углом уклона а верхние салазки
суппорта устанавливают на величину
угла уклона по делениям, нанесенным по
окружности опорного фланца суппорта.
Если в
чертеже
детали угол уклона а не указан, то его
определяют по формуле:
![]() Подачу при таком способе работы
производят вручную вращением рукоятки
винта верхних салазок суппорта.
Продольные и поперечные салазки в это
время должны быть застопорены. Конические
поверхности с небольшим углом уклона
конуса при сравнительно большой длине
заготовки обрабатывают
с
применением
поперечного смещения корпуса задней
бабки. При
этом способе обработки резец перемещается
продольной подачей так же, как и при
обтачивании, цилиндрических поверхностей.
Коническая поверхность образуется в
результате смещения заднего центра
заготовки. При смещении заднего центра
«от себя» диаметр D
большого
основания конуса образуется на правом
конце заготовки, а при смещении «на
себя» — на левом. Величину поперечного
смещения корпуса задней бабки b
определяют
по формуле: где L
—
расстояние между центрами (длина
Подачу при таком способе работы
производят вручную вращением рукоятки
винта верхних салазок суппорта.
Продольные и поперечные салазки в это
время должны быть застопорены. Конические
поверхности с небольшим углом уклона
конуса при сравнительно большой длине
заготовки обрабатывают
с
применением
поперечного смещения корпуса задней
бабки. При
этом способе обработки резец перемещается
продольной подачей так же, как и при
обтачивании, цилиндрических поверхностей.
Коническая поверхность образуется в
результате смещения заднего центра
заготовки. При смещении заднего центра
«от себя» диаметр D
большого
основания конуса образуется на правом
конце заготовки, а при смещении «на
себя» — на левом. Величину поперечного
смещения корпуса задней бабки b
определяют
по формуле: где L
—
расстояние между центрами (длина![]() всей
заготовки), l
— длина конической части. При L
= l
(конус
по всей длине заготовки) . Если известны
К илиа, то
всей
заготовки), l
— длина конической части. При L
= l
(конус
по всей длине заготовки) . Если известны
К илиа, то
![]() ,
илиLtga.
,
илиLtga.![]() Если
на торце плиты делений нет, то корпус
задней бабки смещают, пользуясь
измерительной линейкой. Обработка
конических поверхностей с
помощью конусной линейки производится
при одновременном осуществлении
продольной и поперечной подач резца.
Продольная подача производится, как
обычно, от ходового валика, а поперечная
— посредством конусной линейки. К
станине станка прикреплена плита,
на
которую установлена конусная линейка.
Линейка
может поворачиваться вокруг пальца
под
необходимым углом, а к оси обрабатываемой
заготовки. Положение линейки фиксируется
болтами.
Скользящий
по линейке ползун соединен с нижней
поперечной частью
суппорта
посредством тяги
и
зажима.
Чтобы
эта часть суппорта свободно скользила
по своим направляющим, ее отсоединяют
от каретки,
сняв
или отключив винт поперечной подачи.
Глубина резания устанавливается с
помощью рукоятки
верхних
салазок суппорта, которые должны быть
повернуты на угол 90° относительно
своего нормального положения. Конические
поверхности с небольшой длиной конуса
могут обрабатываться специальным
широким резцом с
углом в плане, соответствующем углу
уклона конуса. Подача резца при этом
может быть продольной или поперечной.
Если
на торце плиты делений нет, то корпус
задней бабки смещают, пользуясь
измерительной линейкой. Обработка
конических поверхностей с
помощью конусной линейки производится
при одновременном осуществлении
продольной и поперечной подач резца.
Продольная подача производится, как
обычно, от ходового валика, а поперечная
— посредством конусной линейки. К
станине станка прикреплена плита,
на
которую установлена конусная линейка.
Линейка
может поворачиваться вокруг пальца
под
необходимым углом, а к оси обрабатываемой
заготовки. Положение линейки фиксируется
болтами.
Скользящий
по линейке ползун соединен с нижней
поперечной частью
суппорта
посредством тяги
и
зажима.
Чтобы
эта часть суппорта свободно скользила
по своим направляющим, ее отсоединяют
от каретки,
сняв
или отключив винт поперечной подачи.
Глубина резания устанавливается с
помощью рукоятки
верхних
салазок суппорта, которые должны быть
повернуты на угол 90° относительно
своего нормального положения. Конические
поверхности с небольшой длиной конуса
могут обрабатываться специальным
широким резцом с
углом в плане, соответствующем углу
уклона конуса. Подача резца при этом
может быть продольной или поперечной.