

2.6. Проверка правильности сопряжения конструктивных линий
Особенностью САПР «GRAFIS» является задание сопряжения на основных конструктивных участках (линия горловины, проймы, низа изделия и рукавов). А построение модельных линий для удобства сопряжения и коррекции их положения задается при помощи интерактивных кривых.
Участки сопряжения деталей представлены в Таблице 3.
Таблица 3
Участок сопряжения |
Изображения |
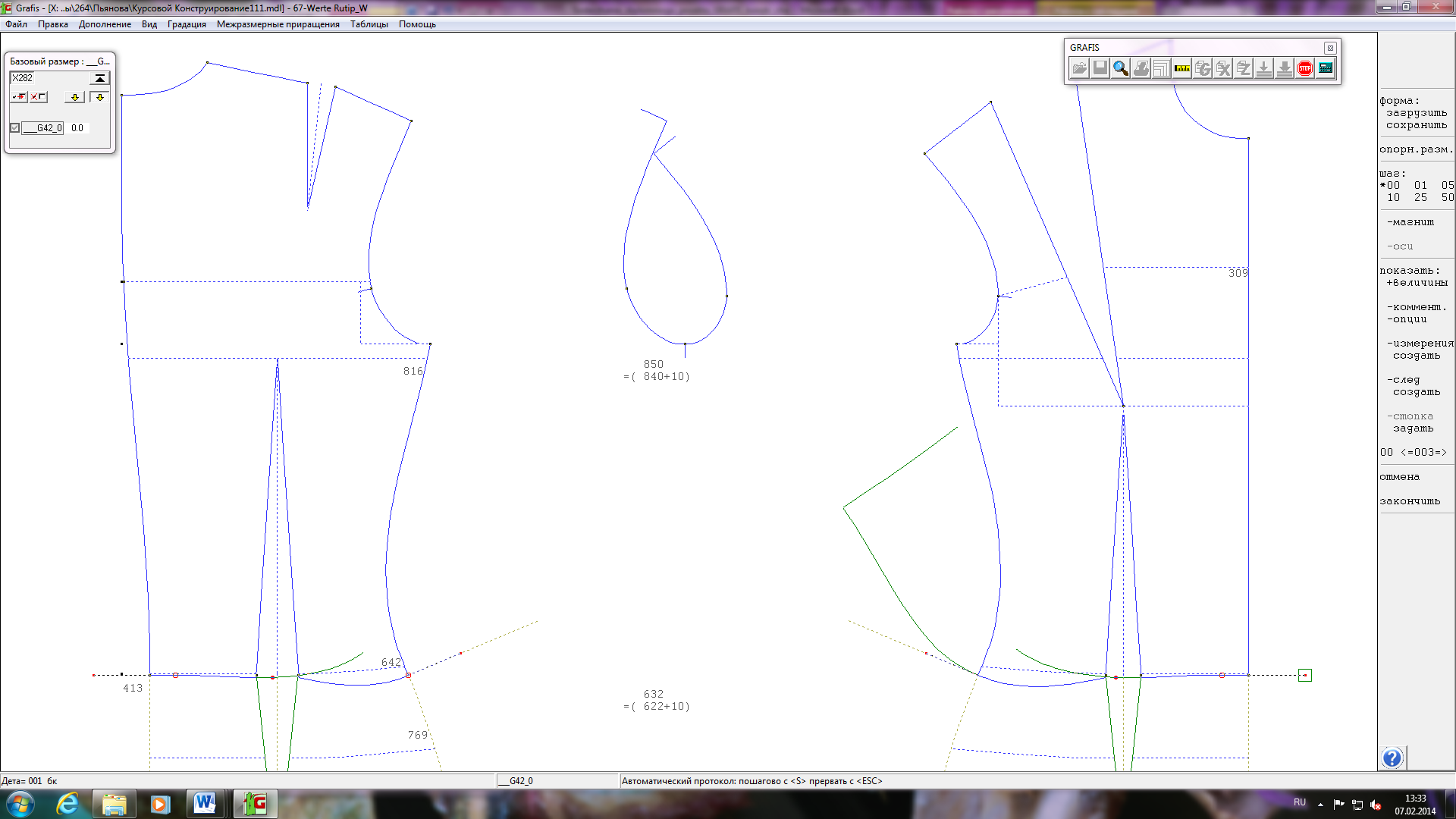
Сопряжение линии нижнего участка проймы при совмещении боковых срезов |
|
Сопряжение линии низа при совмещении боковых срезов |
|
Сопряжение верхнего среза при совмещении срезов рельефа |
|

Чертеж базовой конструкции представлен в Приложении 1.
Чертеж модельной конструкции представлен в Приложении 2.
2.7 Технические условия на разработку и изготовление лекал
Для изготовления лекал проектируемой модели создаются новые слои (детали), на которые переносятся контуры деталей с модельной конструкции.
Для построения лекал каждую деталь в отдельности с контрольными надсечками копируют с отработанного чертежа модельной конструкции созданные слои деталей. Лекала изготавливают на все детали изделия, включая мелкие.
Построение подкладки происходит с использованием деталей верха так как изделие плательного ассортимента детали подкладки по всем срезам соответствуют деталям верха
Рис.8 Х-величины для построения подкладки
Все лекала разрабатываются с припусками на технологическую обработку изделия. Величины припусков заносятся в таблицу глобальных X- величин (XG), которые применимы ко всем деталям.
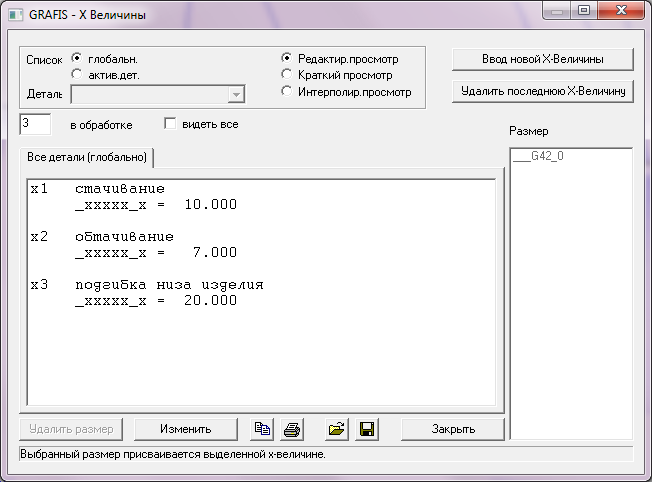
Рис. 9 XG-величины для построения припусков на технологическую обработку
Построение припусков происходит с помощью инструмента «Параллели». В лекалах вся деталь по контуру должна быть замкнутой. Для оформления углов используется инструмент «Интерактивный угол». Все припуски к срезам лекал деталей изделия предусмотрены в соответствии с ОСТ 17-167-79 «Одежда легкая женская и детская. Общие технические требования». При этом сопряженность деталей кроя заведомо обеспечена во всех размерах.
Величина припусков на технологическую обработку изделия задаются в миллиметрах и представлены в Таблице 4.
Для нанесения надсечек, направления долевой нити, петель используются соответствующие символы: надсечки, долевая нить, петли, отверстие. Места расположения надсечек представлены в Таблице 5
На все детали наносится текст:
- наименование изделия;
- наименование детали;
- назначение детали;
- количество деталей в крое
- размер изделия в соответствии со стандартом СТСЭВ 432-77 «Изделия швейные, система размеров одежды, обозначение размеров одежды для женщин».
После оформления деталей им присваивается статус «лекало» и определяется количество деталей для раскладки через функцию «Технические параметры детали»
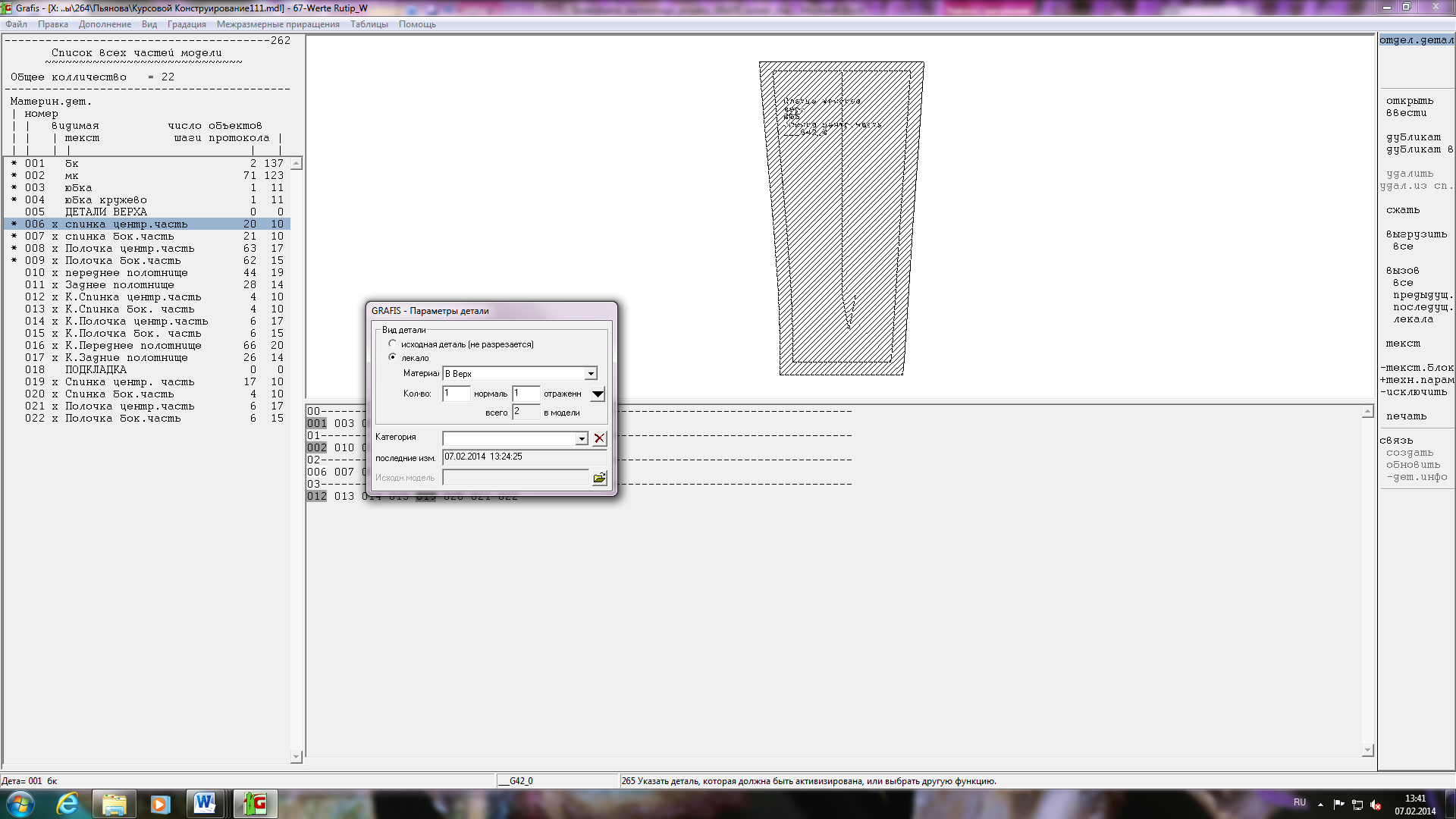
Рис. 10 Отдельные детали. Присваивание статуса «лекало»
Спецификация лекал деталей верха и подкл, отд представлены в Приложениях 2-4.