

16. Струйный перенос металла.
При струйном переносе металла находящееся на электродах активное пятно охватывает не только торец но и боковую поверхность электрода, которая также оплавляется. В результате этого конец электрода превращается в конус, с времени которого стекают мельчайшие капли жидкого металла. Стабильность дугового разряда при этом особенно велика а потери на разбрызгивание малы.
Струйный
перенос металла происходит при сварке
в инертных газах тонкой проволоки при
плотности тока свыше
 ;
;
17 Формирование сварочной ванны
Формирование сварочной ванны происходит под действием силы тяжести расплавленного металла Рм, давления источника теплоты (например, давления дуги) Рд и сил поверхностного натяжения Рп, действующих на поверхности металла (рис. 1.11). Характер действия этих сил зависит от положения сварки.
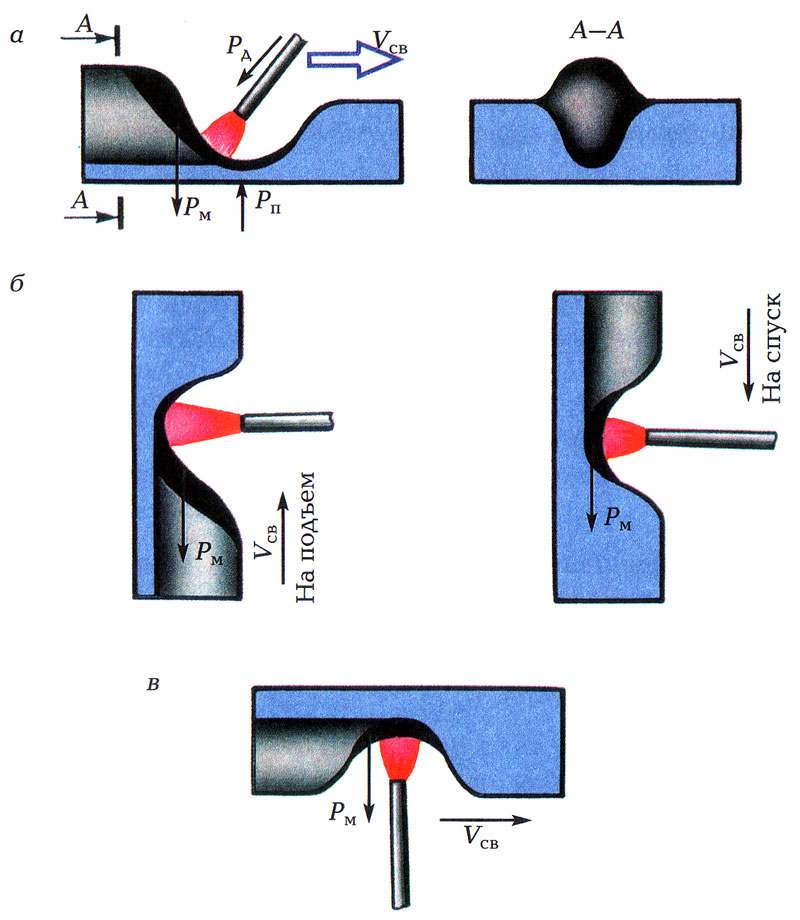
Рис. Схема сил, действующих в сварочной ванне, и формирование шва в разных пространственных положениях: а — нижнее положение; б — вертикальное; в — потолочное
При сварке в нижнем положении при сквозном проплавлении жидкая ванна удерживается на весу силами поверхностного натяжения Рп, которые уравновешивают давление, оказываемое на ванну источником теплоты Рд, и силу тяжести (вес) жидкого металла Рм: Рд + Рм = Рп.
Если сила тяжести расплавленного металла и сила давления источника теплоты превысят силы поверхностного натяжения, т. е. Рд+Рм > Рп, то произойдет разрыв поверхностного слоя в проплаве и жидкий металл вытечет из ванны, образуя прожог.
В условиях движущейся сварочной ванны (во время сварки) возникают дополнительные гидродинамические силы, вызванные перемещением расплавленного металла в хвостовую часть ванны.
В случаях, когда силы поверхностного натяжения не могут уравновесить разрушающие силы, необходимо применять специальные меры — ограничивать объем сварочной ванны, применять сварку на подкладках, использовать удерживающие приспособления. Удержание ванны от стекания имеет особенно важное значение при сварке в вертикальном и потолочном положениях. При сварке в вертикальном положении процесс можно вести сверху вниз (на спуск) и снизу вверх (на подъем). В обоих случаях сила тяжести ванны направлена вниз по продольной оси шва. При сварке на спуск удержанию ванны от стекания способствуют давление дуги и силы поверхностного натяжения, при этом глубина провара уменьшается, а ширина шва увеличивается. При сварке на подъем ванна удерживается только силами поверхностного натяжения, при этом глубина провара увеличивается, а ширина шва уменьшается. При сварке в вертикальном положении для удержания ванны необходимо ограничивать тепловую мощность и размеры ванны.
Выполнение швов в потолочном положении осложняется не только опасностью стекания ванны. Возникает необходимость переноса присадочного металла в ванну в направлении, противоположном действию силы тяжести. При сварке в потолочном положении ванна удерживается силами поверхностного натяжения и давлением дуги. Для удержания ванны в потолочном положении также необходимо ограничивать ее объем.
Очень неблагоприятны условия формирования шва при выполнении горизонтальных швов на вертикальной плоскости. Расплавленный металл ванны натекает на нижнюю свариваемую кромку, что приводит к формированию несимметричного усиления шва, а также подрезов. При сварке горизонтальных швов предъявляются жесткие требования к сокращению размеров сварочной ванны.