

35. Механизированная сварка в среде углекислого газа
Основными достоинствами способа сварки в углекислом газе являются:
1) высокая производительность сварки, которая достигается вследствие хорошего использования тепла сварочной дуги;
2) высокое качество сварных швов;
3) возможность сварки в различных пространственных положениях;
4) низкая стоимость защитного газа;
5) возможность сварки на весу без подкладки;
6) требуется менее квалифицированный персонал по сравнению с ручной сваркой.
Производительность сварки в углекислом газе в 2-4 раза выше, чем при ручной сварке покрытыми электродами.
Стоимость наплавки 1 кг металла при сварке в углекислом газе в 2-2,5 раза меньше, чем при ручной сварке.
Перенос металла и горение дуги в атмосфере углекислого газа отличается особенностями. Дуга в углекислом газе характеризуется интенсивным свечением и погружением ее в жидкий металл ванны. Столб дуги сжат вследствие охлаждения окружающего его слоев газа благодаря интенсивному отводу тепла, расходуемому на диссоциацию и ионизацию молекул газа. Дуга в атмосфере углекислого газа горит устойчиво, но менее стабильно, чем в атмосфере аргона. Большая устойчивость дуги в углекислом газе и меньшее разбрызгивание, а также мелкокапельный перенос металла достигается при сварке постоянным током и плотностях тока 100 – 300 А/мм2.
Принцип работы оборудования для механизированной дуговой сварки основан на применении устройства, производящего подачу электродов по мере сгорания и обеспечивающего устойчивое горение дуги. Вместо отдельных коротких электродов, применяемых в процессе ручной сварки, при механизированной сварке используется электродная проволока большой длины, в мотках или бухтах, сматываемая электродвигателем установки и подаваемая в зону дуги по мере её плавления.
Проволока подаётся через передаточный механизм и ведущие ролики и через правильный механизм, устраняющий кривизну и придающий сматываемой с бухты проволоке прямолинейность. Проволока по шлангу поступает в сварочную горелку. По шлангу одновременно с проволокой проходит защитный газ.
36.Основные параметры режимов механизированной сварки в среде co2
Для сварки низкоуглеродистых сталей режим сварки подбирают, исходя из получения нормального (оптимального) формирования сварного шва, то есть получения шва с заданными размерами. При этом параметры режима сварки должны обеспечивать устойчивость процесса, необходимое проплавление свариваемого металла и оптимальную скорость сварки.
Диаметр электродной проволоки выбирают в зависимости от конструктивных и технологических данных сварного соединения (толщины свариваемых изделий, размера сварного шва, положения сварного шва в пространстве и т. д.). Сварные швы на практике чаще всего имеют катеты (ширину валика) 2…6 мм(рис.3),
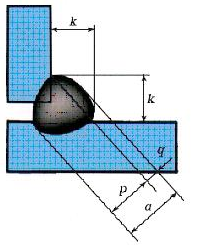
Рис. 3. Геометрические параметры угловых сварных швов: к –катеты сварного шва; а – толщина шва; р – расчётная высота шва; q – выпуклость шва.
сварку которых проводят в зависимости от диаметрами электродной проволоки. Зависимость катета шва и диаметра электродной проволоки, приведена в таблице 1. Данные, приведённые в таблице 1, определены из оптимальных режимов сварки, обеспечивающих хорошее формирование шва и высокую производительность сварки относительно соответствующего катета шва.
Напряжение дуги является основным параметром режима сварки, определяющим длину дуги и качество металла шва. Изменение напряжения и длины дуги влияют на величину разбрызгивания, наличие пор и надрезов, внешний вид и качество шва.
Напряжение сварочной дуги можно определить по формуле:
U = 8(dэ + 1,6)
В качестве источников питания при механизированной дуговой сварке используются те же источники, что и при ручной дуговой сварке штучными электродами. Отличительной особенностью является то, что данное оборудование работает при пологих (жёстких) внешних вольтамперных харак-ках (обл.2)
 Рис.
8. Вольтамперная характеристика сварочной
дуги, совмещённая с вольтамперными
характеристиками источников питания
сварочной дуги при ручной (1) и
механизированной сварке (2), автоматической
сварке.
Рис.
8. Вольтамперная характеристика сварочной
дуги, совмещённая с вольтамперными
характеристиками источников питания
сварочной дуги при ручной (1) и
механизированной сварке (2), автоматической
сварке.