

Продуктивність зварювання
Продуктивність процесу зварювання оцінюється за кількістю наплавленого електродного металу.
Продуктивність зварювання розраховується:
Gн=αн Iсв to
де Gн – продуктивність зварювання, год.;
αн – коефіцієнт наплавлення, г/А*год.;
Iсв – сила зварювального струму, А;
to – основний час зварювання, год.;
Зварюваність сталей
Зварюваність – це властивість або сукупність властивостей металів утворювати при встановленій|установленій| технології зварювання|зварювання| з'єднання|сполучення|, що відповідає вимогам, обумовленим конструкцією та експлуатацією виробу.
Оцінку
зварюваності визначають за хімічним
складом сталі відсотком вуглецю Секв
за наступними групами.![]()
Група I |
Добре зварювані сталі Секв=0,15-0,25 % |
Група II |
Задовільно зварювані сталі Секв=0,25-0,30 % |
Група III |
Обмежено зварювані сталі Секв=0,35-0,40 % |
Група IV |
Погано зварювані сталі Секв=0,40-0,45 % і більше |
Конструктивні елементи зварних швів
Основні типи та конструктивні елементи зварних швів для зварювання вуглецевих та низьколегованих сталей встановлені:
для ручного дугового зварювання за ГОСТ 5264-80;
для механізованого зварювання в середовищі захисних газів за ГОСТ 14771-76;
для механізованого зварювання під шаром флюсу ГОСТ 8713-70.
Згідно ГОСТ 5264-80 конструктивними елементами стикового зварного шва є:
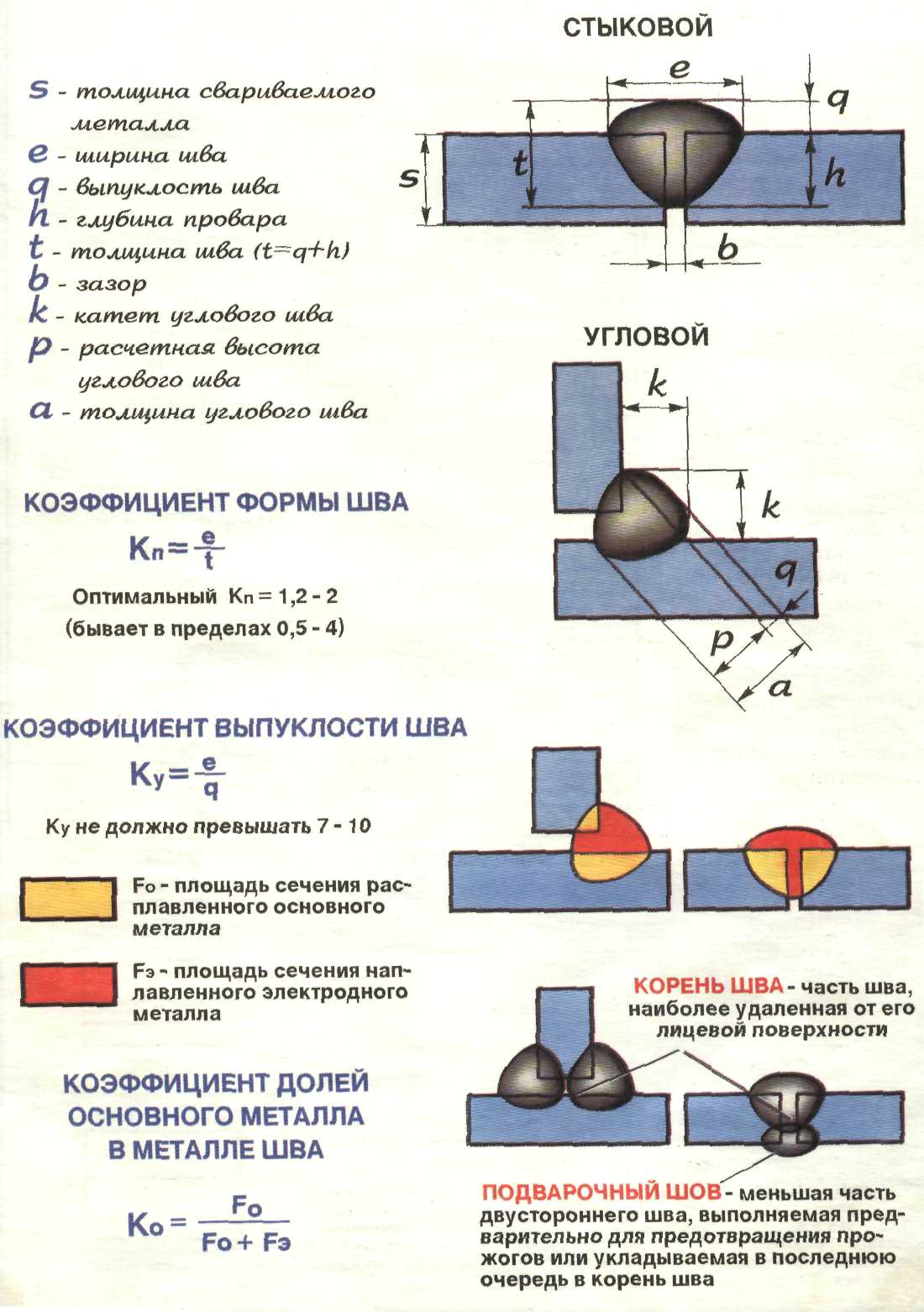
s - товщина металу
e - ширина шва
q – посилення шва
h - глибина проплавлення
t - товщина шва
b – зазор
Глибина проплавлення (h) – це найбільша глибина розплавленого основного металу в перетині шва.
Посилення стикового шва (q) – це частина металу шву, що розташована над поверхнею зварюваних частин.
Зазор(b) – це відстань між кромками металу.
Згідно ГОСТ 5264-80 конструктивними елементами таврового зварного шва є:

k – катет кутового шва
p – розрахункова висота кутового шва
a – товщина кутового шва
При зварюванні металу різної товщини тавровим з’єднанням, вибирають максимальний катет шва для тонкого металу, а також перевіряють товщий метал на надійність провару призначаючи мінімальний катет шва.
Вимоги підготовки зварних з’єднань до складання
Основний метал, призначений для виготовлення зварних конструкцій, заздалегідь випрямляють, розмічають і розрізають| на окремі деталі і виконують необхідний скіс кромок.
Підготовлені деталі складають під зварювання|зварювання|. При складанні |зборці|важливо| витримати необхідні зазори та поєднання|сполучення| кромок. Точність складання|зборки| перевіряється шаблонами, вимірювальними лінійками і різного роду щупами.
Основні типи підготовки кромок перед ручним дуговим зварюванням виконуються згідно ГОСТ 5264-80. Найменш чутливими до похибок при складанні є напускні зварні з’єднання.
Режими зварювання
Режимом зварювання називають сукупність характеристик зварювального процесу, що забезпечують отримання зварного з’єднання заданих розмірів форми та якості. При ручному зварюванні такими характеристиками є:
діаметр електроду;
сила зварювального струму;
швидкість переміщення електроду вздовж шву (швидкість
зварювання);
напруга на дузі;
рід та полярність струму;
1. Діаметр електроду підбирається в залежності від товщини металу.
2. Сила зварювального струму залежить від діаметру електроду та допустимої щільності струму.
![]()
де:
Iзв – сила зварювального струму, А;
dел – діаметр електроду, мм;
і
– щільність струму, А/мм![]() ,
залежить від діаметру електрода та виду
покриття.
,
залежить від діаметру електрода та виду
покриття.
При зварюванні у вертикальному положенні величина струм зменшується на 15-20 %, відносно до нижнього положення.
При зварюванні у стельовому положенні зварювальний струм повинен зменшується на 20-25 %, відносно нижнього положення.
3. Напруга на дузі змінюється в межах 20 – 36 В.
4. Швидкість зварювання.
Vзв=![]()
де:
Iзв – сила зварювального струму, А;
н – коефіцієнт наплавлення, г/А*год.;
j – щільність наплавленого металу, г/см3;
Fн – площа поперечного перетину шва, мм2.
За родом струму розрізняють зварювання змінним або постійним струмом на прямій (мінус на електроді), чи зворотній (плюс на електроді) полярності. При зварюванні на постійному струмі зворотної полярності розбризкування зменшується.
Зварювання виконують коливальними рухами для кращого проплавлення кромок.
При зварюванні різнорідних сталей режим зварювання підбирають по сталі, яка зварюється гірше.