

Основи виготовлення продукції в умовах конкурентоспроможності
Виготовлення продукції в умовах конкурентоспроможності відрізняється підвищеною якістю та економічністю. Продукція – це результат трудової діяльності чи процесів, які мають корисні властивості, отримані в визначеному місці за певний час і призначені для використання споживачами з метою задоволення їх потреб. Продукція створюється під час виробничого процесу. При випуску продукції чи експлуатації проявляються її властивості. Місцем здійснення виробничого процесу є підприємство, яке в залежності від виду продукції має свою специфіку. Так, наприклад, продукцією текстильного підприємства є різна матерія, машинобудівного заводу – машини, приладобудівного – прилади і т.п. Для більш чіткого розуміння основ виготовлення продукції необхідне хоча б мінімальне знання про підприємство.
У найбільш загальному вигляді завод (підприємство) для виконання виробничого процесу мусить мати у своєму розпорядженні цілий ряд основних і допоміжних цехів, обслуговуючих господарств і служб. Найбільш важливими на кожному заводі є так звані основні цехи, до яких належать цехи заготівельні, оброблювальні та складальні. Заготівельні цехи, в яких виготовляються заготовки для деталей, це ливарний, ковальський та пресовий, а також цех розкрою, різки та правки матеріалів. До складу оброблювальних цехів, в яких виконується механічна та термічна обробка деталей виробів, входять механічний, термічний, холодно-штампувальний, деревообробний, а також цех металопокрить. До складальних цехів належать складальний, монтажний та складально-зварювальний, а також цех металоконструкцій, якщо такі використовуються в виробах.
В основних цехах здійснюються основні стадії виробничого процесу: виготовлення заготовок, обробка цих заготовок і готових деталей, складання із деталей складальних одиниць та всього виробу, регулювання та випробування виробів, пофарбування окремих деталей, складальних одиниць та виробу в цілому. В склад допоміжних цехів заводу входять: інструментальний, модельний, тарний, ремонтно-механічний, електротехнічний, ремонтно-механічний, а також енергетичний цех, котельня. До енергетичного цеху належать газогенераторна, компресорна, ацетиленова, киснева - та інші станції. Обслуговуючі господарства машинобудівного заводу - це передусім транспортні, санітарно-технічні та складські господарства, центральна заводська лабораторія, що об'єднує ряд спеціальних лабораторій за потребами виробництва.
Крім основних і допоміжних цехів і обслуговуючих господарств, машинобудівні заводи мають ще ряд служб. До них належать, передусім, всі так звані основні служби, а крім цього служба охорони заводу та служби обслуговування робітників (житлово-комунальні господарства, лікувальні установи, дитячі садки, їдальні, клуби, тощо). Розташування основних і допоміжних цехів, господарств і служб заводу, а також рейкових і безрейкових доріг, підземних і надземних трубопроводів і мереж, з урахуванням особливостей рельєфу місцевості, кліматичних умов та вимог благоустрою території показує генеральний план заводу. Генеральний план заводу повинен складатись так, щоб шляхи вантажопотоків були найкоротшими, тобто безпосередньо за складами сировини і основних матеріалів розміщувались заготівельні цехи, за ними оброблювальні та складальні і, нарешті, склади готової продукції. Допоміжні цехи за організацією також повинні наближатися до основних виробничих цехів. Функціонування всього цього вимагає певних витрат на виготовлення продукції, які можна регулювати в залежності від діючих виробничих чинників, стараючись їх зменшити.
На малих підприємствах застосовуються і безцехові структури управління, де замість цехів створюються керовані майстрами виробничі дільниці. Які б не були структурні схеми управління підприємством, елементарними виробничими одиницями їх завжди є відповідно обладнані робочі місця на кожному з яких працює звичайно один, а в деяких випадках два і більше робітників. Основні функції окремих відділів і служб заводу до певної міри визначаються їх назвами і відповідними витратами на їх здійснення.
Якщо на робочому місці виконується багато різних операцій, які не повторюються або
повторюються через невизначені проміжки часу, тобто спеціалізації роботи немає, то тоді маємо робоче місце одиничного або індивідуального виробництва. Коли на робочому місці виконується невелика кількість різних операцій, що періодично повторюються, тобто досягається деяка середня ступінь спеціалізації, тоді його називають місцем серійного виробництва. Таким чином, залежно від ступеня спеціалізації робочих місць, а через те і від чинників, які на нього впливають, розрізняють три основні організаційно-технічні характеристики, тобто три основні типи виробництва: одиничне, серійне, масове. Основні поняття і терміни, що характеризують типи виробництва, стандартизовані та входять в у ДСТУ ISO, які включає й інші терміни та поняття, зв'язані з підготовкою виробництва. Виробництву характерна така категорія як тип.
Тип виробництва - це класифікаційна категорія виробництва, що виділяється за ознаками широти номенклатури, регулярності, стабільності та обсягу випуску виробів. Однією з основних характеристик типу виробництва є коефіцієнт закріплення операцій, під яким розуміється відношення кількості всіх операцій, що виконуються або повинні виконуватися протягом місяця до кількості робочих місць. Одиничне виробництво характеризується широкою номенклатурою виконуваних або ремонтованих виробів і малим обсягом випуску виробів. Серійне виробництво характеризується обмеженою номенклатурою виробів, що виготовляються або ремонтуються серіями і відносно великим обсягом випуску. Залежно від кількості виробів у серії (або партії - кількості деталей, які повинні виготовлятися за кресленнями) і значення коефіцієнта закріплення операцій розрізняють малосерійне, середньосерійне та багатосерійне виробництво. Партія деталей може бути виробничою, про яку згадується вище, та операційною. Виробнича партія - це група заготовок одного найменування та типорозміру, що запускаються в обробку одночасно або безперервно протягом визначеного інтервалу часу. Операційною партією називається виробнича партія або її частина, що поступає на робоче місце для виконання технологічної операції. Масове виробництво характеризується вузькою номенклатурою та великим обсягом випуску виробів, які безперервно виготовляються або ремонтуються протягом тривалого часу. Тепер масове виробництво майже відсутнє.
Технологічні характеристики різних типів виробництва наступні. В одиничному виробництві кількість деталей, що випускаються, невелика і залежить від їх складності, обладнання та оснащення – універсальне, верстати не налаштовані, робота виконується за пробними вимірами, досягнення точності забезпечують методи пригонки, форма спеціалізації – технологічна, характер технологічних розробок – відсутні або найпростіші, тобто використовуються маршрутні карти, кваліфікація робітників – висока. В серійному виробництві ці характеристики змінюються в залежності від кількості оброблюваних деталей. Так, верстати і оснащення стають додатково частково спеціалізовані та спеціальні, форма спеціалізації – предметна, використовується робоча сила різної кваліфікації, широко застосовується взаємозамінність, використовуються детальні технологічні розробки. В масовому виробництві іде безперервний випуск одних і тих же виробів, широке застосування спеціального та спеціалізованого обладнання, оснащення, кваліфікація робочої сили – низька при наявності висококваліфікованих налагоджувальників, повна взаємозамінність, дуже детальні технологічні розробки. В масовому виробництві виробляються найдешевші вироби.
Основними недоліками українських підприємств можна вважати наступні. По-перше, це випуск застарілих конструкцій виробів з низькими технічними показниками, практично відсутність циклу робіт по їх оновленню – проектуванню, дослідженню, впровадженню. По-друге, це слабка спеціалізація та кооперування. Наприклад, більшість сучасних підприємств – це виключно складальні підприємства, де лише складаються вироби у більшості автоматично. Виготовлення деталей, складальних вузлів проходить на інших спеціалізованих закладах, звідкіля вони поступають на складання. Так виходить значно дешевше, а головне – швидше та якісніше. По-третє, обладнання та оснащення підприємств зовсім застарілі, в цехах зустрічаються верстати минулого століття. По-четверте, низька організація праці на таких підприємствах, майже не застосовується автоматизація виробництва, кваліфікація виробничого персоналу вимагає кращого. По-п’яте, надзвичайно низька заробітна плата (відоме прислів’я: яка плата, така і праця!), високі необґрунтовані податки, які не стимулюють розвитку виробництва. По-шосте, проводиться неправильна приватизація виробництва, яка передбачає на початку його штучний занепад, знецінення, а потім викуп за мінімальні кошти, які також не завжди доходять до скарбниці держави. По-сьоме, з-за вказаних причин ціла низка підприємств оказується не конкурентоспроможними.
Особливо слід відмітити негативний вплив існуючого законодавства на вирбництво, в тому числі великих податків, які безпосередньо гальмують і не стимулюють розвиток підприємництва та підприємств, часто заганяють їх в тіньову сферу. Справжніми ворогами економіки стали банки, які в погоні за надприбутками збільшують і так високі процентні ставки по кредитам, створюючи негативний фінансовий леверидж1. До речі, лише банки можна вважати ініціаторами світової фінансової кризи і тому заходами її подолання має бути фінансова допомога не банкам, а безпосередньо конкретним галузям господарства, окремим підприємствам і підприємцям. Фінансова допомога повинна бути адресною, направленою в першу чергу на збереження та розширення робочих місць праці. При цьому, мають бути виявленими і усуненими винні в кризі, в першу чергу банки. Порівнюючи кількість банків, наприклад, України і Польщі, то в нас їх виявляється аж в 2,5 разів більше, хоча польська економіка функціонує значно краще. І таких недоліків багато, так що майбутнім молодим справжнім спеціалістам буде надзвичайно широке поле діяльності, оскільки це також впливає на конкурентоспроможність продукції.
Сукупність усіх робіт, а точніше, всіх процесів, які необхідно виконати для того, щоб з вихідних матеріалів одержати готову продукцію, називається в и р о б н и ч и м процесом. Процеси, які складають виробничий процес, дуже різнорідні як за характером і призначенням робіт, так і за їх відношенням до основного предмету виробництва. Процеси, які безпосередньо зв’язані з предметом виробництва, називаються основними на відміну від процесів допоміжних. Частина виробничого процесу, зв’язану зі зміною форми, розмірів або інших властивостей деталі чи складальної одиниці називають технологічним2 процесом.
Якщо виробничий процес є сукупністю всіх дій, необхідних для виготовлення виробів, то технологічний процес, як його складова частина, містить цілеспрямовані дії по зміні та визначенні стану предмету виробництва (рис. 1.7). При цьому, розрізняють виробничу систему (система знарядь виробництва, виробничих будівель і споруд, засобів зберігання та переміщення вантажів, зв'язку і т.п., використовуваних у виробництві виробів) і технологічну систему, як її частину, що використовується в реалізації процесу виготовлення виробу. Основними елементами технологічної системи є технологічне обладнання та оснащення (пристосування та інструменти). Частина технологічної системи, пов'язана з виготовленням деталей, утворює систему їх виготовлення. Технологічний процес виготовлення деталей виробів є частиною виробничого процесу, який пов’язаний з послідовною зміною стану об’єктів виробництва. Тому технологічний процес виготовлення представляється сукупністю процесів по застосуванню різних методів одержання деталей. Технологічна операція - це частина технологічного процесу, що виконується на одному робочому місці над однією чи декількома оброблюваними заготовками, одним, або декількома робітниками. Технологічними операціями є такі, як токарна, фрезерна, свердлильна, шліфувальна, термічна, тощо. Робоче місце - це частина виробничої площі цеху, де розміщена одиниця технологічного обладнання (чи конвеєра) з оснащенням, а також предмету виробництва, на якій працюють виробничі робітники.
К
Рис. 1.7. Структура виробничого
процесy
К
Рис. 1.8. Організаційні форми
виробництва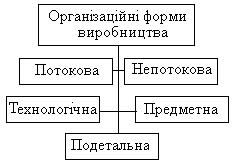
За критерієм часу виконання технологічної операції розрізняють потокові та не потокові організаційні форми. Якщо виконання кожної операції відбувається за довільний час, то це буде не потокова організаційна форма. При синхронізації цих часів, тобто, коли час виконання кожної операції технологічного процесу приблизно рівний або кратний такту випуску, то це відповідає потоковій організаційній формі. При такій формі утворюється немов би один безперервний потік обробки деталей чи складання виробів. При потоковій організації виробництва значно зменшуються виробничі площі, технологічна собівартість, скорочується виробничий цикл, спрощується управління, зростає якість деталей та продуктивність праці. Повна синхронізація технологічного процесу просто неможлива з-за багатьох причин і зустрічається лише в студентських проектах. Основною передумовою організації потокового виробництва є відповідне співвідношення між штучним часом, тобто тривалістю операції та тактом випуску. Під тактом розуміється інтервал часу, через який періодично проводиться випуск деталей чи виробів у цілому певного найменування, типорозміру та виконання. Використовується також поняття ритм обробки або складання, як величина обернена такту. Потокова обробка звичайно здійснюється на потокових лініях, які є одно-предметними або груповими. Такі лінії можуть бути безперервно потокові, тобто синхронізовані і перервно-потокові – без строгої синхронізації. Циклом обробки називається період часу від початку до кінця виробничого чи технологічного процесу, що повторюється. Розрізняють цикл виготовлення виробу, його елементів, виконання окремих операцій.
Деталі на обробку можуть передаватись поштучно або партіями. Партія може бути виробничою та операційною. Виробнича партія – це група заготовок одного найменування та типорозміру, які запускаються в обробку одночасно чи безперервно протягом визначеного часу. Операційною партією називається виробнича партія чи її частина, що поступає на робоче місце для виконання технологічної операції. На складання деталі чи вузли направляються серіями.
Віднесення виробництва деталей чи виготовлення виробів до того чи іншого типу становить труднощі, оскільки між ними немає чітких границь. Втім таке встановлення при розробці технологічних процесів вкрай необхідне, оскільки кожний тип виробництва має свої особливості. Наближено тип виробництва може бути встановленим за допомогою коефіцієнта закріплення операцій, тобто співвідношення кількості різних технологічних операцій на протязі заданого часу, наприклад місяця, до кількості робочих місць.
Економічність застосування різних типів технологічного обладнання визначається в основному розмірами і кількістю оброблюваних деталей чи виробів, тобто відповідністю продуктивності вибраного верстату заданій програмою продуктивності випуску. Зі збільшенням розмірів оброблюваних деталей чи виробів, величина партії, що запускається в виробництво і при якій застосування високопродуктивних верстатів економічне, зменшується і навпаки. Вибраний тип обладнання буде економічно доцільним при повному його завантаженні.
Під організаційною формою виробництва розуміється спосіб розташування технологічного обладнання в цехах і їх дільницях. Залежно від цього способу розташування обладнання, що характеризує в дійсності форму спеціалізації виробництва, а разом з тим і організаційну форму виробництва, розрізняють технологічну та предметну форму спеціалізації або технологічну та предметну організаційні форми. При технологічній формі спеціалізації в цеху або на дільниці виконуються однорідні технологічні процеси і операції виготовлення заготовок, обробка деталей або складання виробів. Така форма є характерною для одиничного та малосерійного виробництва. При предметній форми спеціалізації цехи і дільниці можуть спеціалізуватися у виготовлення одного чи декількох однорідних виробів, у зв’язку з чим обладнання розташовується не за типами, а залежно від роду виконуваних процесів або операцій, тобто по ходу технологічного процесу. Така форма характерна для серійного та масового виробництва. Переваги предметної форми організації над технологічною полягають у тому, що при предметній формі полегшується внутрізаводське кооперування, скорочуються витрати на транспортування виробів, тривалість виробничого циклу і зростає відповідальність керівників за якість виробів. Залежно від умов в цехах однієї організаційної форми можуть бути окремі дільниці з різними, тобто технологічною чи предметною формами спеціалізації.
С
Рис. 1.9. Залежність між
кількістю деталей добового випуску та
їх технологічною собівартістю
виготовлення: 1 – умовно-постій-ні
витрати; 2 – змінні витрати; I,
III –
границі мінімального та максимального
випуску; II
– область оптимального випуску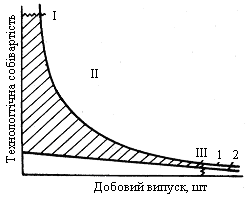
При кількості деталей, що дорівнює мінімально необхідному випуску, технологічна собівартість виготовлення деталей залишається досить високою, але меншою, ніж собівартість виготовлення цих же деталей при не потоковому виробництві (рис. 1.9). При дальшому збільшенні добового випуску деталей собівартість значно зменшується до певної границі, яку вважають областю оптимального випуску деталей. Після цієї області зменшення технологічної собівартості досягається значним збільшенням випуску деталей. При цьому, область оптимального випуску деталей визначається не лише мінімальною собівартістю, але і технічною доцільністю застосування технологічного обладнання та оснащення.