

И результатом расчета нормы времени на выполнение операций ручной дуговой сварки
Пример отображения результатов расчета норм времени на выполнение операций ручной дуговой сварки в окне Microsoft Office Excel 2003 на экране монитора приведен на рисунке 6.16.
Окно модуля с подготовленными исходными данными для расчета норм времени на выполнения операций газовой сварки приведено на рисунке 6.17.
Пример отображения результатов расчета норм времени на выполнения операций газовой сварки в окне Microsoft Office Excel 2003 на экране монитора приведен на рисунке 6.18.
Окно модуля с подготовленными исходными данными для расчета норм времени на выполнения операций газовой резки приведено на рисунке 6.19.
Пример отображения результатов расчета норм времени на выполнения операций газовой резки в окне Microsoft Office Excel 2003 на экране монитора приведен на рисунке 6.20.

Рисунок 6.16 – Пример результатов расчета норм времени на
Выполнение операций ручной дуговой сварки
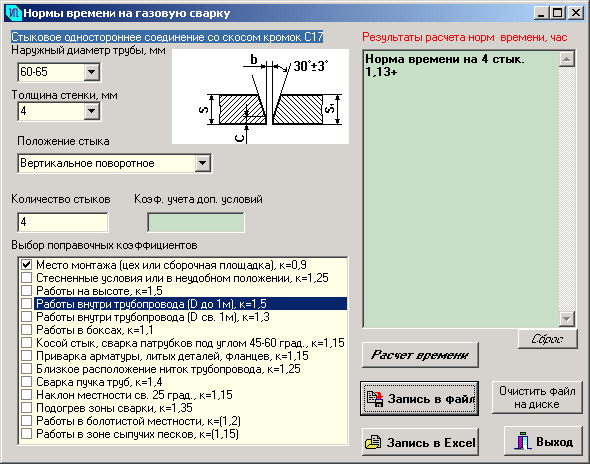
Рисунок 6.17 – Окно модуля с исходными данными и результатом расчета нормы времени на выполнение операций газовой сварки

Рисунок 6.18 – Пример отображения результатов расчета норм времени на
Выполнение операций газовой сварки

Рисунок 6.19 – Окно модуля с исходными данными и результатом расчета нормы времени на выполнение операций газовой резки

Рисунок 6.20 – Пример отображения результатов расчета норм времени
На выполнение операций газовой резки
Окно модуля с подготовленными исходными данными для расчета норм времени на выполнения операций автоматической сварки в среде углекислого газа приведено на рисунке 6.21.
Пример отображения результатов расчета норм времени на выполнения операций автоматической сварки в среде углекислого газа в окне Microsoft Office Excel 2003 на экране монитора приведен на рисунке 6.22.
Окно модуля с подготовленными исходными данными для расчета норм времени на выполнения операций автоматической сварки под флюсом приведено на рисунке 6.23.
Пример отображения результатов расчета норм времени на выполнения операций автоматической сварки под флюсом в окне Microsoft Office Excel 2003 на экране монитора приведен на рисунке 6.24.
Окно модуля с подготовленными исходными данными для расчета норм времени на выполнения операций термической обработки сварного соединения гибкими индукторами из оголенного медного провода приведено на рисунке 6.25.
Пример отображения результатов расчета норм времени на выполнения операций термической обработки сварного соединения гибкими индукторами из оголенного медного провода в окне Microsoft Office Excel 2003 на экране монитора приведен на рисунке 6.26.

Рисунок 6.21 – Окно модуля с подготовленными исходными данными
и результатами расчета норм времени на выполнение операций
автоматической сварки в среде углекислого газа

Рисунок 6.22 – Пример отображения результатов расчета норм времени
на выполнение операций автоматической сварки в среде углекислого газа
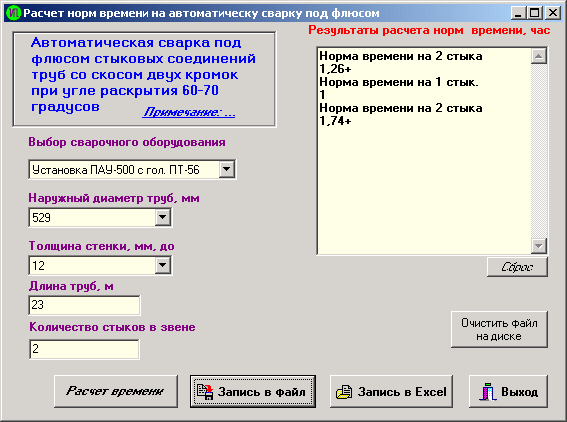
Рисунок 6.23 – Окно модуля с подготовленными исходными данными
и результатами расчета норм времени на выполнение операций
автоматической сварки под флюсом
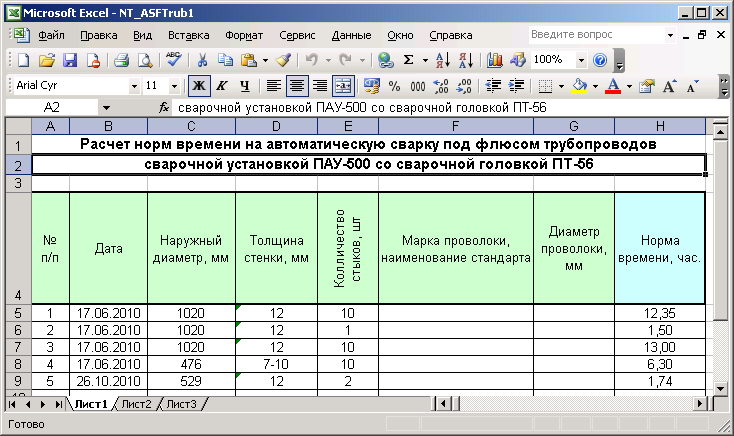
Рисунок 6.24 – Пример отображения результатов расчета норм времени
на выполнение операций автоматической сварки под флюсом

Рисунок 6.25 – Окно модуля с подготовленными исходными данными
и результатами расчета норм времени на выполнение операций
термической обработки

Рисунок 6.26 – Пример отображения результатов расчета норм времени на термическую обработку сварного соединения гибкими индукторами
из оголенного медного провода
Для исключения ошибок в программах и подтверждения правильности расчетов проведено тестирование модулей: определения норм времени на выполнения операций ручной дуговой сварки, газовой сварки и резки, автоматической сварки в среде углекислого газа, автоматической сварки под флюсом и термической обработки сварных соединений. По каждому модулю осуществлялся вывод всей информации из базы данных на экран монитора, сверка с нормативным первоисточником (Единые нормы и расценки на строительные, монтажные и ремонтно-строительные работы. Сборник Е22. Сварочные работы. Выпуск 2. Трубопроводы) и расчет норм времени при произвольно заданных данных. Информация накапливалась в файле выходной информации, затем вставлялась в таблицы Microsoft Office Excel 2003 и визуально контролировалась.
Модули определения норм времени на выполнение операций ручной дуговой сварки, газовой сварки и резки, автоматической сварки в среде углекислого газа, автоматической сварки под флюсом и термической обработки при строительстве трубопроводов адаптированы и внедрены в ОАО «Центроэнергомонтаж». Предварительные испытания модулей по нормативам времени на выполнение операций ручной дуговой сварки, газовой сварки и резки, автоматической сварки в среде углекислого газа, автоматической сварки под флюсом и термической обработки и соответствующих им файлов базы данных и знаний показали следующие результаты:
– база данных и знаний по нормативам времени на выполнение операций ручной дуговой сварки, газовой сварки и резки, автоматической сварки в среде углекислого газа, автоматической сварки под флюсом и термической обработки содержит всю информацию, необходимую для нормирования операций ручной дуговой сварки, газовой сварки и резки при строительстве трубопроводов и соответствует исходным нормативным документам (Единые нормы и расценки на строительные, монтажные и ремонтно-строительные работы. Сборник Е22. Сварочные работы. Выпуск 2. Трубопроводы);
– пользовательский интерфейс обеспечивает ввод исходной информации и однозначную выборку нормативов времени в зависимости от способа сварки;
пользовательский интерфейс обеспечивает визуальный, символьный и графический контроль, необходимый для корректной работы с базой данных и знаний, имеет удобные для пользователя средства управления;
данные имеют парольную защиту от несанкционированного доступа;
интерфейс базы данных и знаний соответствует рекомендациям разработчиков операционных систем;
обеспечивается накопление расчетной информации по способам сварки в выходных файлах на жестком диске, вывод ее на экран монитора компьютера и на печать.
Положительные результаты испытаний оформлены актом предварительных испытаний базы данных и знаний по нормативам времени на выполнение операций ручной дуговой сварки, газовой сварки и резки, автоматической сварки в среде углекислого газа, автоматической сварки под флюсом и термической обработки.
Автоматизация процесса нормирования трудовых затрат при выполнении операций ручной дуговой сварки, газовой сварки и резки, автоматической сварки в среде углекислого газа, автоматической сварки под флюсом и термической обработки позволяет в 10 – 20 раз сократить сроки нормирования, сэкономить значительные материальные и трудовые затраты на проектирование и строительство трубопроводов за счет более точных расчетов и технически обоснованных норм, а также создает предпосылки для повышения уровня унификации сварочного производства.