

Бд и з и расчета норм времени
Состав и структура информационно-аналитической технологии нормирования трудозатрат на сварку трубопроводов приведены на рисунке 6.13.
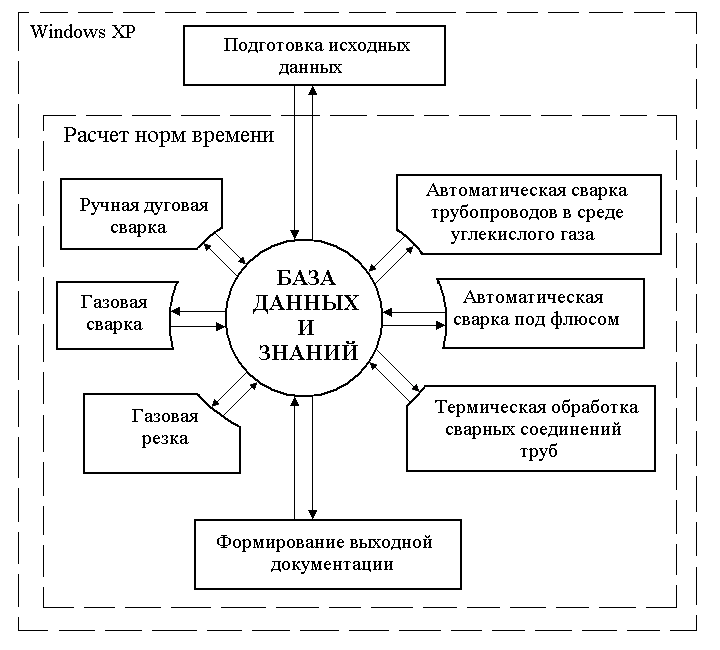
Рисунок 6.13 – Состав и структура системы нормирования
Трудозатрат на сварку трубопроводов Методические рекомендации по использованию технологии нормирования трудозатрат на сварку трубопроводов.
Программные модули выполнены на языке Object Pascal с использованием средств визуального программирования Delphi 7.0. База данных и знаний, содержащая нормативы для расчета норм времени на выполнение операций ручной дуговой сварки, газовой сварки и резки, автоматической сварки в среде углекислого газа, автоматической сварки под флюсом и термической обработки сварных соединений труб создана средствами СУБД Inter Base.
База данных и знаний содержит всю необходимую информацию для расчета норм времени на выполнение операций ручной дуговой сварки, газовой сварки и резки, автоматической сварки в среде углекислого газа, автоматической сварки под флюсом и термической обработки сварных соединений при строительстве трубопроводов, соответствует исходным нормативным документам (Единые нормы и расценки на строительные, монтажные и ремонтно-строительные работы. Сборник Е22. Сварочные работы. Выпуск 2. Трубопроводы) и состоит из файлов по способам сварки.
Программный модуль определения норм времени на выполнения операций:
– ручной дуговой сварки, состоит из файла базы данных NT_RDSTRUB.GDB, приложения NT_RDSTrub.exe и файла накопления выходной информации Inf_normT.d01;
– газовой сварки, состоит из файла базы данных NT_GAZSV.GDB, приложения PrGazSv.exe и файла накопления выходной информации Inf_normT.d01;
– газовой резки, состоит из файла базы данных NT_GAZREZ.GDB, приложения NT_GazRez.exe и файла накопления выходной информации Inf_normT.d01;
автоматической сварки в среде углекислого газа, состоит из файла базы данных NT_CO2TRUB.GDB, приложения Pr_NT_CO2Trub.exe и файла накопления выходной информации Inf_normT.d01;
автоматической сварки под флюсом, состоит из приложения NT_ASFTrub.exe и файла накопления выходной информации Inf_normT.d01 Inf_normT_avt.d01;
термической обработки сварных соединений, состоит из файла базы данных NT_TERMOBR.GDB приложения NT_TermObr.exe файла накопления выходной информации Inf_normT.d01
Визуальные
программные средства
перечисленных
модулей обеспечивают вывод на экран
монитора головного окна каждого модуля:
поля для подготовки данных, кнопки, поле
для вывода результатов расчета. Все
поля для подготовки данных можно
разделить на два вида: поля для выбора
информации из списков, раскрывающихся
нажатием кнопок
![]() и поля для ввода данных с клавиатуры.
Содержание информации, которую нужно
ввести, описано в метках над каждым
полем. Кнопки предназначены для выполнения
действий, записанных на них. Результаты
расчета выводятся в соответствующее
поле окна и накапливаются на жестком
диске компьютера в отдельных файлах
формата .d01
по способам сварки. Поле с результатами
расчета обнуляется после каждого сеанса
работы с программой, а информация на
жестком диске сохраняется на нужный
период до принудительного стирания
кнопкой.
и поля для ввода данных с клавиатуры.
Содержание информации, которую нужно
ввести, описано в метках над каждым
полем. Кнопки предназначены для выполнения
действий, записанных на них. Результаты
расчета выводятся в соответствующее
поле окна и накапливаются на жестком
диске компьютера в отдельных файлах
формата .d01
по способам сварки. Поле с результатами
расчета обнуляется после каждого сеанса
работы с программой, а информация на
жестком диске сохраняется на нужный
период до принудительного стирания
кнопкой.
Окно модуля головной программы системы приведено на рисунке 6.14. Выбор модулей для расчета норм времени на выполнение операций сварки производится из головного окна указателем «мышь».

Рисунок 6.14 – Окно модуля головной программы системы
Окно модуля с подготовленными исходными данными для расчета норм времени на выполнение операций ручной дуговой сварки приведено на рисунке 6.15.
Результаты расчета, накопленные в файлах выходной информации на жестком диске компьютера могут быть выведены на экран монитора и на печать средствами Microsoft Office Excel 2003. Для каждого способа сварки разработаны формы выходных документов в формате .xls, в ячейки которых записывается программными средствами модуля соответствующая информация. Выходной документ может корректироваться, выводиться на печать и сохраняться под любым именем в папке пользователя.

Рисунок 6.15 – Окно модуля с подготовленными исходными данными