

Анализ и систематизация входной информации при проектировании технологических процессов дуговой сварки и резки
Целью проведения исследований по анализу информации является определение структуры и состава информационного обеспечения (ИО), необходимого для работы системы. ИО представляет собой совокупность сведений, заданных в определенной форме и необходимых для автоматизированного проектирования технологических процессов. На этапе создания ИО потребовалось выполнение больших объемов работ по сбору и анализу информации из множества различных источников с целью ее систематизации, классификации и группирования. На начальном этапе при создании ИО системы было проведено исследование информационных структур. Методика исследования информационных структур включает выполнение комплекса работ, основанных на анализе информации (данных), участвующей в процессе решения расчетных задач. Сущность исследования информационных структур заключается в определении состава множества сведений входной и выходной информации (данных), классификации их по видам, типам данных и создании на их основе формализованных информационных моделей.
Существенным вопросом при создании системы является идентификация понятий и объектов предметной области. Под идентификацией понимается обозначение, кодирование объектов, позволяющее отличить один объект от другого при выполнении в системе разнообразных операций над данными. В большинстве систем автоматизированного проектирования (САПР) идентификацию объектов принято осуществлять через классификацию, которая позволяет определить в идентификаторе некоторые свойства объекта. Для сложных понятий и объектов может выполняться многоуровневая классификация и кодирование. Объект последовательно относится сначала к классу, внутри класса к группе, далее подгруппе, виду.
Разработка систем классификации и кодирования информации является ответственным этапом, предшествующим разработке алгоритмов и программ системы. Большие объемы входной информации при проектировании технологических процессов дуговой сварки и резки и разнообразие типов данных, среди которых преобладающими являются текстовые данные, вызвало необходимость разработки систем классификации и кодирования. Это существенно облегчило процесс разработки алгоритмов и программ в части логических операций над текстовыми данными.
Для небольших списков текстовых данных (до 20) были разработаны одноуровневые системы кодирования, используя порядковые номера данных. Для больших списков нами предложены многоуровневые, иерархические системы кодирования. Так, свариваемые материалы, применяемые в сварке, разделены по технологическим особенностям на следующие группы:
– низкоуглеродистые стали;
– углеродистые стали;
– легированные конструкционные теплоустойчивые;
– высоколегированные жаропрочные стали и сплавы;
– алюминий и алюминиевые сплавы;
– медь и медно-никелевые сплавы;
– титан и титановые сплавы.
Каждая из групп свариваемых материалов содержит перечень марок, входящих в эту группу. Например, в группу низкоуглеродистых, углеродистых и низколегированных сталей входят следующие марки: Ст 0, Ст 1, Ст 2кп, Ст 3, Ст 3кп, Ст 1кп, Ст 1пс, Ст 1сп, ВСт3сп, 09Г2, 10ХСНД, Ст3, Ст5, 20Л, 25Л, 15, Ст4, 08ГДН.
Принята позиционная структура кода: под группу материала отведено две позиции, для марки материала – три.
Исходными данными для проектирования технологического процесса является чертеж (цифровая модель) сварной конструкции, материал сварной конструкции, способ сварки, типы сварных соединений, размерные характеристики свариваемых деталей и условия выполнения сварки. Условно исходная информация (данные) в системе может быть разделена на два вида: нормативная и справочная. Нормативная информация представляет собой государственные стандарты (способов сварки, типов сварных соединений), классификаторы, отраслевые стандарты и стандарты предприятий, определяющие понятия и объекты предметной области сварки.
Справочная информация содержит: перечни марок материалов (свариваемых и сварочных), перечни защитных газов и флюсов, перечни вспомогательных материалов, применяемых при сварке, таблицы норм расхода сварочных материалов в зависимости от размерных характеристик трубных заготовок, формы выходной технологической документации, условия выполнения сварочных работ и другие материалы.
С точки зрения представления в ПК, приведенная выше информация разделяется на три типа: числовые данные (целые и дробные), текстовые (символьные) данные (строки, массивы, множества и др.) и смешанные. Обработка числовых данных не представляет сложности, в то же время текстовая и смешанная информация вызывают необходимость выполнения работ по классификации и кодированию. Это связано с необходимостью упрощения выполнения логических операций над текстовыми данными. Для этой цели применяются одноуровневые и многоуровневые (иерархические) системы классификации и кодирования, а также таблицы кодированных сведений.
Следующим этапом при создании системы является создание базы данных и знаний.
База данных и знаний (БД и З) системы представлена множеством файлов, объединенных в группы по функциональному назначению. Внутри некоторых групп выделены подгруппы по характерным для них признакам (материалы, способы сварки, типы сварных соединений). Все сведения БД и З можно условно разделить на два вида: нормативно-справочную информацию, используемую для различного рода расчетов и информацию, описывающую знания о предметной области.
Нормативно-справочная информация включает:
– нормы расхода сварочных материалов;
параметры и режимы сварки для различных свариваемых материалов и способов сварки;
типы сварных соединений;
конструктивные элементы подготовки кромок деталей и сварного шва по существующим стандартам;
поправочные коэффициенты, характеризующие организацию и условия выполнения работ (тип производства, положение шва в пространстве, условия при выполнении сварки).
Эти сведения являются числовыми данными и представлены в базе данных в виде таблиц, которые по запросам из программ используются в математических расчетах площадей поперечного сечения сварных швов, расхода присадочного металла, расчета режимов, расчета норм основного и вспомогательного времени.
Для представления нормативно-справочной информации по аргументам разработаны следующие формы таблиц:
выбор по одному аргументу нескольких значений функций (таблица 6.6);
выбор по двум аргументам одного значения функции (таблица 6.7);
выбор по трем аргументам одного значения функции (таблица 6.8);
выбор по четырем аргументам одного значения функции (таблица 6.9);
выбор по пяти аргументам одного значения функции (таблица 6.10).
Значения аргументов могут проверяться: «по равно», «по меньше или равно» или «по вхождению в диапазон значений». В таблицах 6.6 – 6.10 приведены формы представления нормативно-справочной информации для выбора значений только «по меньше или равно».
Таблица 6.6 – Выбор по одному аргументу нескольких значений функций
А1 < = |
F1 |
F2 |
F3 |
F4 |
F5 |
F6 |
… |
Fn |
0,7 |
1,2 |
1,4 |
1,7 |
1,8 |
1,9 |
2,4 |
… |
3,1 |
0,12 |
1,5 |
1,8 |
2,2 |
2,4 |
2,9 |
3,2 |
… |
3,5 |
Ост. |
1,8 |
2,3 |
2,6 |
2,8 |
3,1 |
3,3 |
… |
3,7 |
Таблица 6.7 – Выбор по двум аргументам одного значения функции
А1 < = |
А2 < = |
F1 = |
F2 = |
F3 = |
F4 = |
F5 = |
F6 = |
2 |
0,5 |
8 |
10 |
13 |
17 |
21 |
26 |
0,7 |
13 |
16 |
20 |
24 |
27 |
30 |
|
Ост. |
15 |
18 |
22 |
25 |
28 |
32 |
|
4 |
0,5 |
10 |
13 |
16 |
19 |
22 |
27 |
0,7 |
14 |
18 |
22 |
26 |
29 |
31 |
|
Ост. |
17 |
20 |
24 |
27 |
30 |
34 |
|
Ост. |
0,5 |
12 |
16 |
19 |
22 |
26 |
31 |
0,7 |
14 |
17 |
21 |
26 |
29 |
35 |
|
Ост. |
17 |
21 |
27 |
32 |
35 |
39 |
Таблица 6.8 – Выбор по трем аргументам одного значения функции
А1 < = |
А2 < = |
А3 < = |
||||
2 |
4 |
6 |
8 |
Ост. |
||
F1 = |
||||||
7 |
3,2 |
0,92 |
0,99 |
1,05 |
1,09 |
1,13 |
Ост. |
0,99 |
1,07 |
1,12 |
1,16 |
1,18 |
|
10 |
3,2 |
1,05 |
1,09 |
1,13 |
1,16 |
1,22 |
Ост. |
1,10 |
1,14 |
1,18 |
1,25 |
1,31 |
|
14 |
3,2 |
1,14 |
1,19 |
1,23 |
1,28 |
1,36 |
Ост. |
1,19 |
1,23 |
1,29 |
1,32 |
1,38 |
|
Ост. |
3,2 |
1,23 |
1,28 |
1,34 |
1,37 |
1,42 |
Ост. |
1,27 |
1,31 |
1,36 |
1,41 |
1,48 |
|
Таблица 6.9 – Выбор по четырем аргументам одного значения
А1 < = |
А2 < = |
А3 < = |
А4 < = |
|||||
3 |
5 |
8 |
10 |
14 |
Ост. |
|||
F1 = |
||||||||
2 |
3 |
4 |
1,42 |
1,52 |
1,62 |
1,73 |
1,85 |
1,97 |
7 |
1,61 |
1,70 |
1,83 |
1,91 |
2,04 |
2,13 |
||
Ост. |
1,85 |
1,97 |
2,08 |
2,17 |
2,25 |
2,34 |
||
Ост. |
5 |
2,03 |
2,12 |
2,24 |
2,31 |
2,42 |
2,53 |
|
8 |
2,16 |
2,24 |
2,33 |
2,41 |
2,52 |
2,65 |
||
Ост. |
2,26 |
2,32 |
2,45 |
2,56 |
2,64 |
2,73 |
||
Ост. |
5 |
6 |
2,37 |
2,44 |
2,56 |
2,65 |
2,77 |
2,88 |
9 |
2,46 |
2,59 |
2,65 |
2,76 |
2,84 |
2,98 |
||
Ост. |
2,63 |
2,77 |
2,86 |
2,99 |
3,13 |
3,24 |
||
Ст. |
7 |
2,82 |
2,94 |
3,07 |
3,17 |
3,25 |
3,33 |
|
11 |
2,99 |
3,12 |
3,19 |
3,27 |
3,36 |
3,48 |
||
Ост. |
3,15 |
3,24 |
3,35 |
3,46 |
3,57 |
3,65 |
||
Таблица 6.10 – Выбор по пяти аргументам одного значения функции
А1 < = |
А2 < = |
А3 < = |
|||||
1,5 |
Ост. |
||||||
А4 < = |
А5 < = |
||||||
4 |
7 |
Ост. |
5 |
8 |
Ост. |
||
F1 = |
|||||||
7 |
3,8 |
7 |
10 |
12 |
15 |
18 |
20 |
6,2 |
11 |
14 |
16 |
19 |
22 |
25 |
|
7,9 |
15 |
18 |
21 |
24 |
28 |
32 |
|
8,6 |
19 |
23 |
26 |
29 |
31 |
36 |
|
Ост. |
24 |
27 |
31 |
35 |
38 |
42 |
|
Ост. |
4,7 |
12 |
15 |
18 |
22 |
25 |
29 |
6,4 |
16 |
19 |
23 |
26 |
30 |
34 |
|
8,2 |
19 |
23 |
27 |
32 |
35 |
39 |
|
9,8 |
24 |
28 |
33 |
36 |
40 |
44 |
|
Ост. |
26 |
29 |
34 |
37 |
42 |
49 |
|
В таблицах допускается записывать как целые, так и дробные числа.
Приведенные примеры таблиц 6.6 – 6.10 являются фрагментами, отражающими только форму представленных данных при подготовке к записи на внешние носители. Количество значений функций определено на основании анализа таблиц нормативов и принято как максимально возможное. Однако, это значение, при необходимости, может быть увеличено в процессе настройки системы. Для создания и ведения базы данных, представленных в виде приведенных выше таблиц, созданы проблемно-ориентированные программные средства, которые позволяют не описывать сложные логические связи между аргументами, как того требуют существующие СУБД, перечисленные выше, что приводит к значительному увеличению размеров файлов, а при изменении структуры таблиц еще потребуется вносить изменения в SQL– запросы в программах системы.
Знания о предметной области включают следующую информацию:
наименования и обозначения по стандарту способов сварки;
наименования групп свариваемых материалов;
марки сварочных материалов (электродов, проволоки) и защитных материалов (флюсов и газов).
Свариваемые материалы, применяемые при изготовлении трубопроводов разделены в базе данных на три группы (таблица GR_SvaRM), каждой группе соответствует таблица марок материалов (NIZKO_YGL_ST1, YGL_ST2, LEG_TEPLYST_ST3).
Сварочные материалы в базе данных разнесены по группам:
– электроды – таблицы MAR_EL01, MAR_EL02, MAR_EL03, MEDNO_NIK_SP8, D_EL23, D_VOLF27;
– порошковые проволоки – таблица MAR_R19;
– флюсы – таблицы FLUS_23, FLUS_24, FLUS_25;
– углекислый газ и аргон – таблицы GAZ_21, GAZ_22.
Состав и назначение файлов базы данных системы приведено в таблице 6.11.
Таблица 6.11 – Состав и назначение файлов базы данных системы
Наименование информации, содержащейся в файлах |
Имя файла и/или формат |
Количество файлов |
Марки сварочных материалов, марки защитных газов и флюсов, диаметры электродов и проволоки |
BazaDSvar.gdb |
1 |
Группы свариваемых материалов, перечень стандартов на способы сварки, обозначения типов сварных соединений по стандартам на способы сварки, виды сварочной проволоки, положение сварки и др. |
.txt |
28 |
Типы сварных соединений |
.bmp |
189 |
Таблицы НСИ для расчета: норм расхода сварочных материалов, параметров режима сварки и норм основного времени |
.001, .d01 |
5 |
Файлы результатов расчета и рабочие временные файлы (сохраняющиеся на этапе решения одной задачи) |
.dan, .d01 |
10 |
Файлы выходной технологической документации |
.xls |
4 |
Ниже приведены примеры некоторых таблиц и файлов базы данных в различных форматах. В таблице 6.12 приведены группы и марки свариваемых материалов в формате .gdb.
Таблица 6.12 – Группы и марки свариваемых материалов в формате .gdb
Код группы (Gr_Mat) |
Наименование группы материала |
Марки сталей (Mar_Mat) |
|
||
1 |
Низкоуглеродистые, углеродистые и низколегированные стали |
ВСт3сп, 09Г2, 10ХСНД, Ст3, Ст5, 20Л, 25Л, 15, Ст4, 08ГДН |
|
||
2 |
Высоколегированные жаропрочные стали (аустенитного класса и аналогичные) |
15Х11МФ, 15Х12ВНМФ, 14Х12В2МФ, ЭИ395, 30ХГСНА, ХН77ТЮ, 12Х18Н9Т, 12Х18Н10Т, 08Х18Н12Т, 20Х25Н20С2, 1Х16Н13М25, 1Х16Н15М35 |
|
||
3 |
Высоколегированные жаростойкие стали (ферритного и мартенситного класса и аналогичные) |
10Х23Н13, 10Х23Н18, Х25Т, Х28, Х28АИ, 08Х18Н10, 12Х18Н9Т, 08Х18Н12Б, 20Х25Н20С2, Х17, 1Х13, 2Х13, 0Х13, 0Х17Т, 1Х17Н2, Н25Т, 1Х11МФ |
|
||
4 |
Высоколегированные коррозионно-стойкие стали |
10Х17Н13М2Т, 06Х23Н28, М3Д3Т, 20Х13, 14Х17Н2, 08Х17Н6Т, 09Х17Н7Ю, 08Х15Н4Г3, 08Х18Н10, 06Х28МДТ, Н70МФ |
|
||
5 |
Легированные теплоустойчивые (перлитного класса и аналогичные) |
15ХМ, 12Х1МФ, 15ХМФКР, 16ГНМ, 20ХМФ, 12Х1М1Ф, 15Х2М2ФБС, 34ХМ, 12МХ, ЭИ10, Х5, 12ХМФ, 12Х2МФБ |
|||
6 |
Стали марок типа АК, ЮЗ |
В ОУНВ не приведены |
|||
7 |
Алюминий и его сплавы |
АЛ1, АЛ2, АЛ3, АЛ4, АДО, АД, АМц, Д16, Д18, АМг1, АМг2, Д20 |
|||
8 |
Медь и медно-никелевые сплавы |
М1, М1р, М2, М2р, М3, МСр1,БрКМц3-1, БрОС4-3, БрАМц9-2, БрХНТ, БрХ1 |
|||
9 |
Титан и его сплавы |
ВТ1-00, ВТ1-0, ВТ5-1, ОТ4, ОТ4-0, ОТ4-1, ВТ5, ВТ6, ВТ5Л, ВТ6С, ВТ22, ПТ-1М, ПТ-7М, ПТ-3В |
|||
На рисунке 6.9 приведен пример одного из файлов в формате .bmp
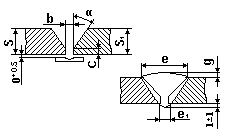
Рисунок 6.9 – Швы стыковых соединений со скосом двух кромок,