

4.8. Значения параметра Cx для различных методов чистовой обработки
Метод обработки |
Сх |
Торцовое фрезерование: чистовое тонкое |
2,4…0,80 1,3…0,55 |
Плоское шлифование: чистовое тонкое |
2,3…0,70 1,2…0,40 |
Накатывание |
0,9…0,08 |
Обтачивание: чистовое тонкое |
2,1…0,68 1,0…0,45 |
Круглое шлифование: чистовое тонкое |
2,2…0,75 1,2…0,50 |
Суперфиниширование |
1,0…0,30 |
Полирование |
0,9…0,10 |
Накатывание |
0,8…0,07 |
Растачивание: чистовое тонкое |
2,2…0,71 1,2…0,65 |
Внутреннее шлифование: чистовое тонкое |
2,3…0,80 1,4…0,60 |
Хонингование |
1,2…0,40 |
Раскатывание |
0,8…0,08 |
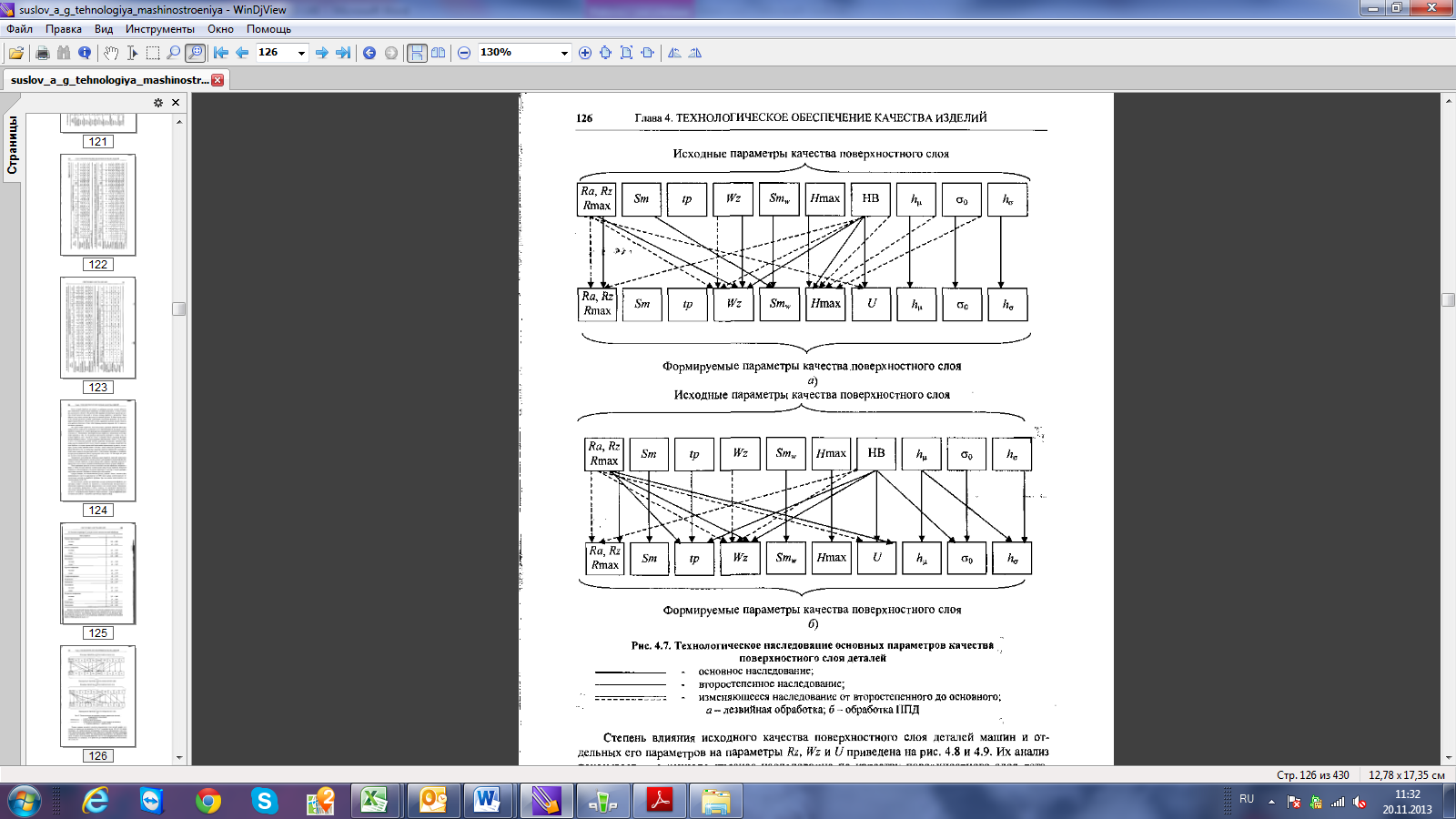
Явление технологической наследственности в качестве поверхностного слоя достаточно хорошо проявляется из анализа теоретических зависимостей по расчету различных параметров (глава 3). Качественная картина технологического наследования параметров качества поверхностного слоя деталей при лезвийной и отделочно-упрочняющей обработке ППД приведена на рис. 4.7.
Степень влияния исходного качества поверхностного слоя деталей машин и отдельных его параметров на параметры Rz, Wz и U приведена на рис. 4.8 и 4.9. Их анализ показывает, что технологическое наследование по качеству поверхностного слоя деталей в значительной мере проявляется при наибольших значениях исходных параметров и особенно при обработке ППД. Так, формируемая шероховатость при обработке ППД на 58,1 % зависит от ее исходной величины и на 12,5 % от поверхностной твердости при максимальных их значениях, в то время как при лезвийной обработке, соответственно, на 11,8 и 4,5%.
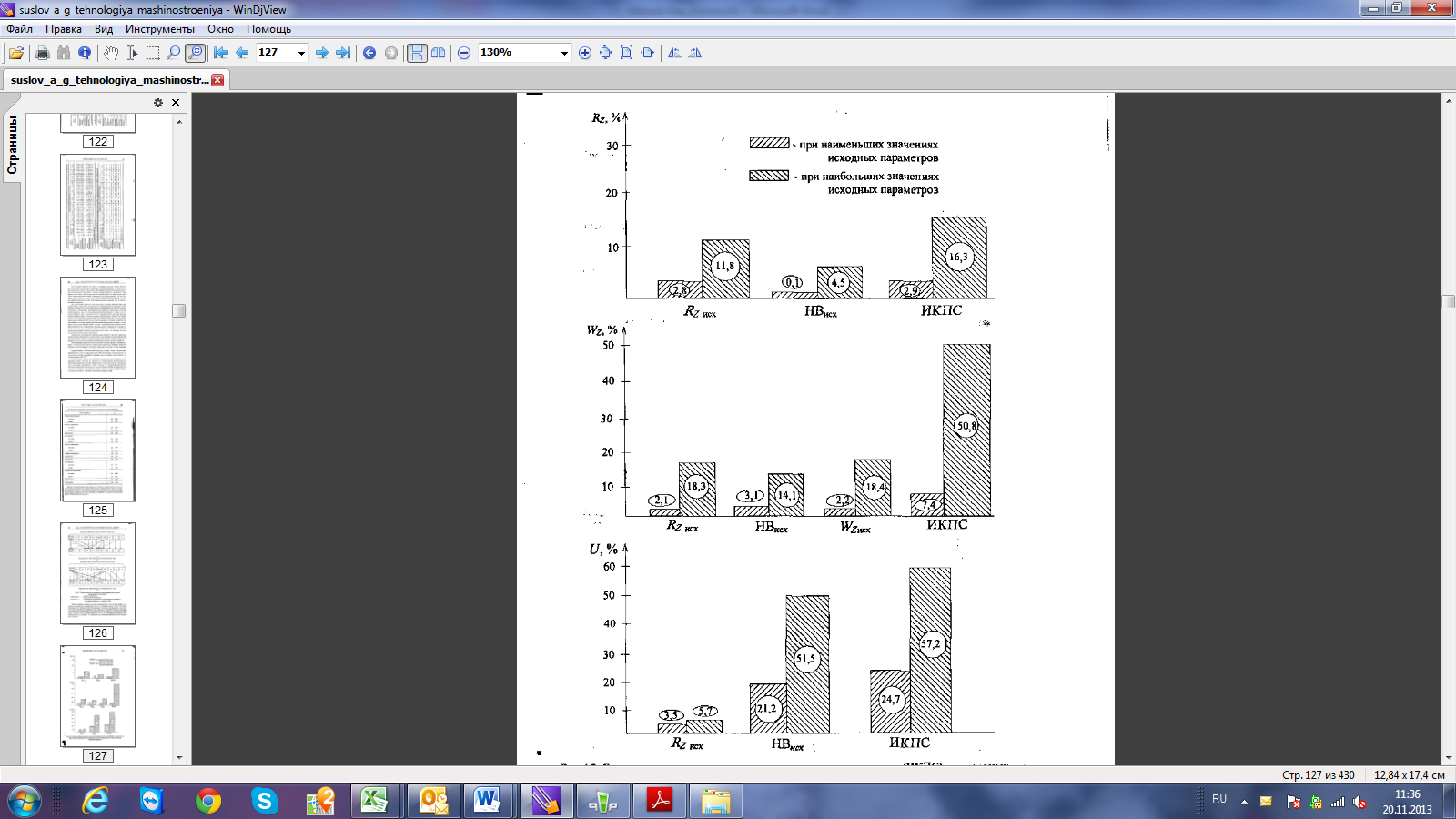
Рис. 4.8. Степень влияния исходного качества поверхностного слоя (ИКПС) и отдельных его параметров на формируемые параметры качества поверхностного слоя деталей при лезвийной обработке
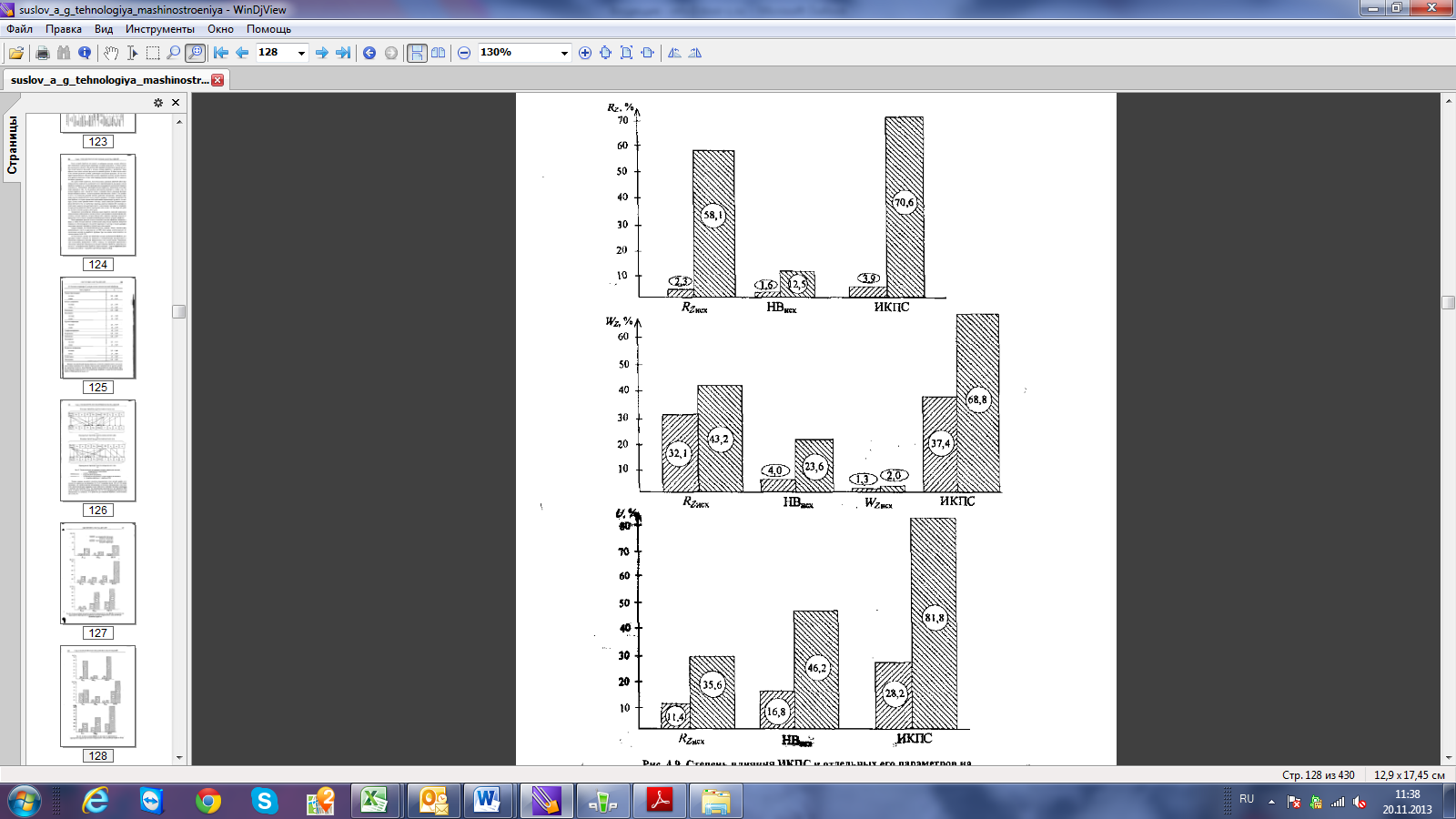
Рис. 4.9. Степень влияния ИКПС и отдельных его параметров на формируемые параметры качества поверхностного слоя деталей при обработке ППД
Формирование волнистости в основном определяется исходной шероховатостью при лезвийной обработке от 2,2 до 18,4 %, при обработке ППД - от 32,1 до 43,2 %. Степень упрочнения в значительной мере зависит от исходной твердости - от 16,8 до 46,2 % при лезвийной обработке и от 21,2 до 51,5 % при обработке ППД. Это подтверждает высокуюэффективность упрочнения при ППД деталей, имеющих невысокую исходную твердость, и ее снижение при обработке деталей, имеющих достаточно высокую твердость.
Причем общая степень этого влияния является изменчивой, суммарно от 2,9 % по параметру Rz при лезвийной обработке, до 81,8 % по параметру U при обработке ППД. Это убедительно говорит о сложности явлений в технологическом наследовании, которое необходимо учитывать при технологическом обеспечении качества поверхностного слоя деталей машин.