

Вопросы для самопроверки и промежуточного контроля знаний студентов по 11-й главе
Организация технологической подготовки производства в условиях единичного и мелкосерийного производства.
Организация технологической подготовки производства в условиях серийного производства.
Организация технологической подготовки производства в условиях крупносерийного и массового производства.
Комплект технологической документаций.
Заполнение маршрутных карт и области их применения.
Заполнение карт технологических процессов и области их применения.
Заполнение операционных карт и области их применения.
Оформление операционных эскизов.
Особенности технологических процессов при обработке заготовок на станках с ЧПУ.
10. Оформление карты наладки инструмента.
11. Оформление карты кодирования информации.
12. Оформление карты заказа на разработку управляющей программы.
13. Оформление ведомости обрабатываемых деталей на станке с ЧПУ.
14. Особенности разработки техпроцессов и оформление технологической документации для обработки заготовок на полуавтоматах и автоматах.
15.Особенности разработки технологических процессов обработки заготовок на автоматических линиях.
16.Оформление технологической документации при обработке заготовок на автоматических линиях.
17 Особенности разработки технологических процессов для гибких производств.
18.Автоматизация проектирования технологических процессов.
19. Актуальность и задачи технической реконструкции промышленных предприятий и цехов,
20.Технологическая часть технической реконструкции промышленных предприятий и цехов.
Глава 12 технология восстановления деталей машин
Восстановление изношенных деталей машин является актуальнейшей проблемой машиностроения, так как около 70 % деталей выходят из строя из-за износа, составляющего сотые доли процента от их общей массы. Восстановление - позволяет экономить материалы и уменьшать затраты, связанные с производством заготовок. Восстановлением деталей машин занимаются различные ремонтные и малые предприятия, потребители машин и их производители.
В производстве для восстановления деталей машин применяют разнообразные технологические методы. Выбор приемлемого метода определяется величиной восстанавливаемого поверхностного слоя, производственной программой, техническим оснащением предприятия, его обеспеченностью материалами, энергией и квалификацией персонала.
В целом восстановление деталей включает в себя три процесса: подготовка деталей под восстановление; восстановление; обработка восстановленных поверхностей деталей.
12.1. Восстановление деталей машин термоупругопластическим деформированием
Термоупругопластическое деформирование (ТПД) представляет собой технологический метод восстановления деталей, в процессе которого под воздействием нагрева и избирательного охлаждения происходит перераспределение металла с нерабочих участков к изношенным функциональным поверхностям за счет внутренних механизмов термического деформирования металла детали без приложения дополнительных внешних сил. Наиболее эффективно метод используют для восстановления деталей типа «полый цилиндр», например, втулок, поршневых пальцев, гильз цилиндров автотракторных двигателей и др.
Для качественного восстановления изношенной внутренней поверхности полой цилиндрической детали необходимо получить в процессе ТГ1Д усадку внутреннего диаметра на 0,25 ... 0,3 мм меньше его номинального размера, с овальностью и конусностью, не превышающими 0,1 мм. Обработка может осуществляться как в жесткой охлаждаемой матрице (рис. 12,1), так и без нее (рис. 12.2).
В первом случае за один цикл обработки достигают усадку 1,0 ... 1,2 мм при стопроцентном отсутствии трещин. Направленный характер усадки объясняется влиянием двух
факторов: осевым градиентом температуры и ограничивающим действием матрицы, наличие которой способствует также уменьшению коробления и остаточных напряжений, что одновременно исключает образование трещин.
Во Всероссийском научно-исследовательском технологическом институте ремонта и эксплуатации машинно-тракторного парка (ГНУ ГОСНИТИ) разработана и внедрена в производство унифицированная технология восстановления гильз цилиндров способом ТТ1Д в жесткой охлаждаемой матрице. Эта технология предусматривает восстановление гильз цилиндров двигателей Д-50, СМД-14, СМД-60 и их модификаций.
При этом способе (см. рис. 12.1, а) изношенная гильза 1, предварительно проточенная по необработанным участкам наружной поверхности, устанавливается в матрицу 4 установки ТПД. Матрица постоянно охлаждается водой снаружи через распылитель 3 по замкнутому циклу.
Рис.
12.1. Восстановление
внутренней цилиндрической поверхности
не закаливаемых, (а) н закаливаемых (б)
гильз цилиндров в охлаждаемой матрице: 1
— гильза цилиндра; 2
- индуктор; 3
- спрейер охлаждающий;
;!,э< 4 -
матрица; 5
-
спрейер закалочный 1.
После прогрева гильзы в течение 10 ... 15
с ее опускают вниз со скоростью 1,8 ... 2,3
мм/с, нагревают до 730 ... 750 °С и осаживают.
При завершении цикла - при температуре
400 ... 550 °С извлекают из матрицы и охлаждают
на воздухе.
1.
После прогрева гильзы в течение 10 ... 15
с ее опускают вниз со скоростью 1,8 ... 2,3
мм/с, нагревают до 730 ... 750 °С и осаживают.
При завершении цикла - при температуре
400 ... 550 °С извлекают из матрицы и охлаждают
на воздухе.
В целях обеспечения последовательного нагрева и охлаждения внутренней поверхности гильзы с одновременной ее закалкой может быть использован индуктор 2, изготовленный совместно с закалочным спрейером 5 (см. рис. 12,1, б). В этом случае производится последующий средний отпуск гильзы при температуре 350 ... 400 °С.
Нагрев гильзы осуществляется на установке ТВЧ мощностью 100 кВт, с частотой тока 66 кГц. Расход охлаждающей воды около 70 л/мин.
Реализация метода восстановления деталей машин ТПД без использования жесткой матрицы может осуществляться несколькими способами (см. рис. 12.2), которые по своей сути близки и различаются лишь схемой создания движущегося градиента температуры вдоль оси изделия. Технологически наиболее удобной является схема с размещением индуктора и спрейера с наружной цилиндрической поверхности детали (рис. 12.2, а).
Характерной особенностью данного метода ТПД является нагрев детали ниже точки Ас[ на 20 ... 30 °С. Перед ТПД изделия предварительно объемно прогревают до 500 °С для повышения пластичности материала. Процесс осуществляют, перемещая относительно индуктора со скоростью 2,0 ... 2,5 мм/с вращающуюся с частотой 30 ... 50 мин"1 гильзу, и непрерывно охлаждал ее душем. В результате происходит перераспределение металла на внутреннюю изношенную поверхность. Для снятия высоких термических напряжений после ТПД осуществляют объемный нагрев гильзы до температуры 350 ... 400 °С последующим охлаждением на воздухе (средний отпуск).
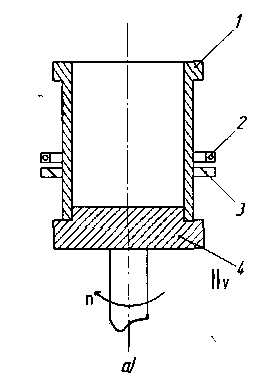
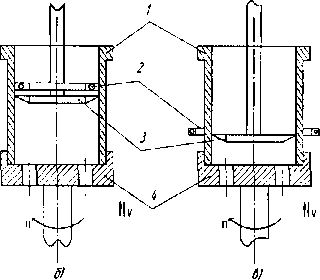
Рис. 12.2. Восстановление внутренней цилиндрической поверхности гильз цилиндров без матрицы
а - индуктор и спрейер снаружи гильзы; б - индуктор и спрейер внутри гильзы; в - индуктор - снаружи, спрейер - внутри гильзы
Данный метод целесообразно применять для восстановления незакаливаемых изделий, например гильз цилиндров двигателей 3M3-53, КамАЗ-740, ЗИЛ-130, изготавливаемых из специального легированного чугуна.
После
одного цикла ТПД величина остаточной
деформации внутренней цилиндрической
поверхности гильзы цилиндра
 100 ... 130 мм составляет около 0,7 ... 1,2 мм,
после двух - 1,1 ... 1,9 мм, что является
вполне достаточным для ремонта при
величине износа зеркала гильзы равной
0,3 ... 0,5 мм, величине коробления после
ТПД -0,1 ... 0,2 мм и припуске на механическую
обработку до 0,5 мм.
100 ... 130 мм составляет около 0,7 ... 1,2 мм,
после двух - 1,1 ... 1,9 мм, что является
вполне достаточным для ремонта при
величине износа зеркала гильзы равной
0,3 ... 0,5 мм, величине коробления после
ТПД -0,1 ... 0,2 мм и припуске на механическую
обработку до 0,5 мм.
После ТПД происходит уменьшение как внутреннего, так и наружного диаметра гильзы. Для восстановления наружных посадочных поясков гильзы необходимо осуществить их наращивание на 1,5 ... 2,0 мм. Это можно выполнить способом электроду го во- го напыления или наплавки с использованием типовых режимов как стальной, так и алюминиевой проволокой.
Проблема применения метода ТПД для восстановления наружных цилиндрических поверхностей заключается в том, что в процессе термопластического деформирования появляется трудноустраняемый в дальнейшем дефект седлообразности, вызываемый структурными превращениями в материале. Решить эту проблему можно путем предварительного создания в обрабатываемом изделии бочкообразное™, за счет регулируемого давления на его торцы, при нагреве. Задача оптимизации операции ТПД в этом бочкообразное™ и седлообразное™ компенсируют друг друга, в результате чего восстанавливаемое изделие приобретет правильную геометрическую форму.
На
рис. 12.3 представлена схема способа
восстановления наружной цилиндрической
поверхности поршневых пальцев методом
ТПД. Поршневой палец /, изготовленный
из цементуемой стали 12ХНЗ А, подают к
закалочной установке ТВЧ (N
=
50 кВт, =
2400 Гц), где в индукторе его нагревают
объемно до температуры фазовых
превращений, составляющей 840 ... 860 °С, а
затем зажимают по торцам и на установке
ТПД охлаждают водяным душем изнутри
спрейером 4,
вводимым во внутреннюю полость пальца.
При этом получают увеличение наружного
диаметра на 0,15 мм; длины - на 0,3 мм, что
достаточно для компенсации износа и
создания припуска на механическую
обработку.
=
2400 Гц), где в индукторе его нагревают
объемно до температуры фазовых
превращений, составляющей 840 ... 860 °С, а
затем зажимают по торцам и на установке
ТПД охлаждают водяным душем изнутри
спрейером 4,
вводимым во внутреннюю полость пальца.
При этом получают увеличение наружного
диаметра на 0,15 мм; длины - на 0,3 мм, что
достаточно для компенсации износа и
создания припуска на механическую
обработку.
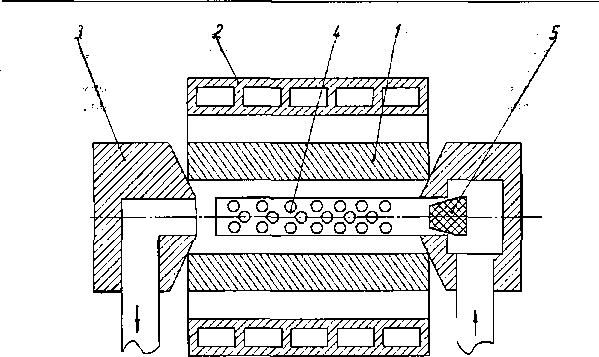
Рис. 12.3. Восстановление наружной цилиндрической поверхности поршневых пальцев:
1 - поршневой палец; 2 - индуктор; 3 -втулка;
4 - спрейер; 3 - гидроклапан
Одновременно проходит поверхностная закалка цементованного слоя. После ТПД поршневые пальцы обрабатывают холодом в течение двух часов при температуре - 50 ... 70°С для полного распада остаточного аустенита и осуществляют низкий отпуск при температуре 190 ... 220°С в течение двух часов с последующим охлаждением на воздухе. Технологии термоупругопластического деформирования обеспечивают качественное восстановление деталей по геометрическим параметрам, физико-механическим и эксплуатационным свойствам при средней себестоимости восстановления не превышающей, как правило, 60 % стоимости изготовления новых изделий. Это позволяет использовать их как при восстановлении изношенных деталей, так и для устранения брака механической обработки.