

10.3. Наукоемкие конкурентоспособные технологии в машиностроении
Наукоемкими конкурентоспособными считаются такие технологии, которые базируются на последних достижениях науки; системном построении; моделировании; оптимизации себестоимости изготовления, эксплуатации и ремонта изделия; новых и комбинированных наукоемких методах обработки и техпроцессах; компьютерной технологической среде и комплексной автоматизации производства, что позволяет им быть конкурентоспособными.
Реализация таких технологий требует соответствующего технического оснащения (прецизионное высокоточное оборудование, технологи чес кал оснастка и инструмент для механической, физико-химической и комбинированной обработки, в том числе и по нанесению различных покрытий, автоматизированные системы диагностики и контроля, компьютерные сети) и кадрового обеспечения (высокая квалификация всех работников, научное консультирование и др.).
Как правило, наукоемкие технологии в машиностроении применяются для повышения функциональных свойств изделий и их конкурентоспособности.
Структурно это представлено на рис. 10.10.
Основным свойством наукоемких технологий являются результаты фундаментальных и прикладных исследований, на которых они базируются.
Системность предполагает диалектическую взаимосвязь, взаимодействие всех элементов технологической системы, всех основных процессов, явлений и составляющих. Системность особо важна как требование прецизионности и соответствие этим требованиям всех структурных элементов технологической системы обработки и сборки (оборудование, инструмент, обрабатываемый материал, оснастка, измерения, диагностика, работа исполнительных органов).
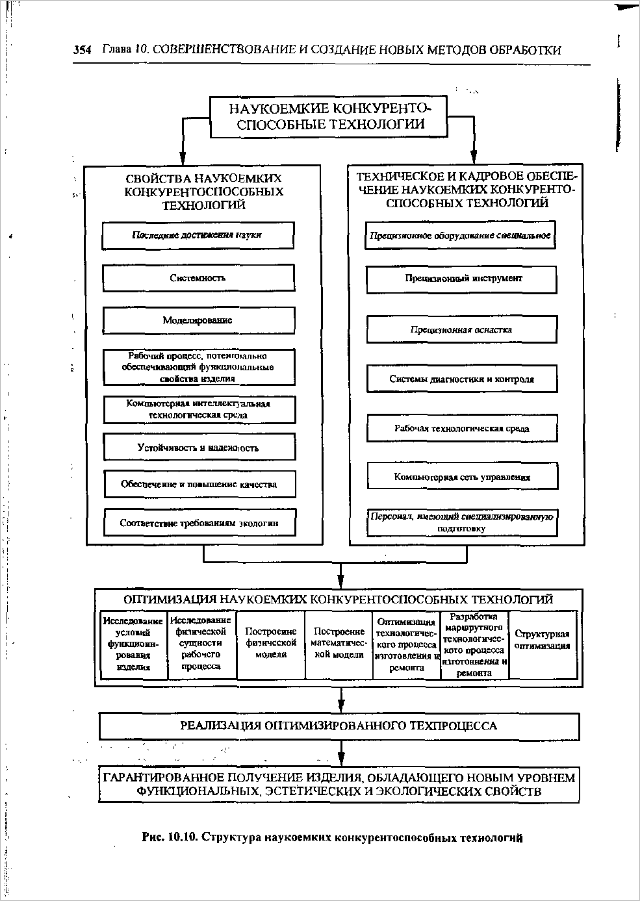
Рис. 10.10 Структура наукоёмких конкурентоспособных технологий
Важнейшим свойством наукоемких технологий, безусловно, является новый техпроцесс. Он доминирует во всей технологической системе и должен отвечать самым разнообразным требованиям, но, главное, быть потенциально способным обеспечить достижение нового уровня функциональных свойств изделия. Здесь богатыми возможностями обладают те устойчивые и надежные техпроцессы, в которых эффективно используются физические, химические, электрохимические и другие явления в сочетании со специальными свойствами инструмента, технологической среды, например, криогенное резание, диффузионное формообразование изделий и т.п.
Разработка новых техпроцессов имеет поэтапный характер:
1. На этапе маркетинга оценивается изделие как совокупность потребительских свойств, а затем определяется уровень тех потребительских свойств изделия, которые в состоянии обеспечить его конкурентоспособность,
2. Исходя из этого, определяются требования к качеству изделий, узлов, сборке в соответствии с уровнем функциональных, экологических и эстетических свойств и оптимальной их долговечности.
3. Выделение из требуемых геометрических, физико-химических параметров качества поверхностного слоя деталей тех, достижение которых требует нетрадиционных решений, как при изготовлении, так и эксплуатации.
4. Определение традиционных критериев для уровня характеристик нетрадиционного техпроцесса, потенциально способного обеспечить получение требуемых функциональных, эстетических и экологических свойств изделия.
5. Выявление предпосылок создания нового техпроцесса на базе использования традиционных и нетрадиционных способов обработки и технического оснащения.
6. Создание физической и математической модели техпроцесса и их виртуальное, теоретическое и экспериментальное исследование,
7. Многопараметрическая оптимизация техпроцесса (физические, технологические, экономические критерии).
8. Создание систем диагностики техпроцесса и его технического оснащения.
9. Разработка технологического процесса.
10. Оценка соответствия реального уровня функциональных, эстетических, экономических свойств изделия требуемому.
Несомненно, существенным признаком наукоемких технологий является комплексная автоматизация, базирующаяся на компьютерном управлении всеми процессами проектирования, изготовления и сборки, на физическом, геометрическом и математическом моделировании, всестороннем анализе моделей процесса или его составляющих.
Наличие рассматриваемого признака требует системного подхода к ее компьютерно-интеллектуальной среде, т.е. перехода к системам CAD/CAM System. Таким путем обеспечивается сочетание гибкости и автоматизации, прецизионности и производительности.
Системный подход предполагает использование не отдельных математических моделей, а системы взаимосвязанных моделей с непременной параметрической и структурной оптимизацией. Например, параметрическая оптимизация преследует цель минимизации ряда характеристик процесса размерной обработки, прежде всего энергетических затрат, минимизации толщины срезов, силы резания и уровня температуры, интенсивности окислительных процессов и т.д.
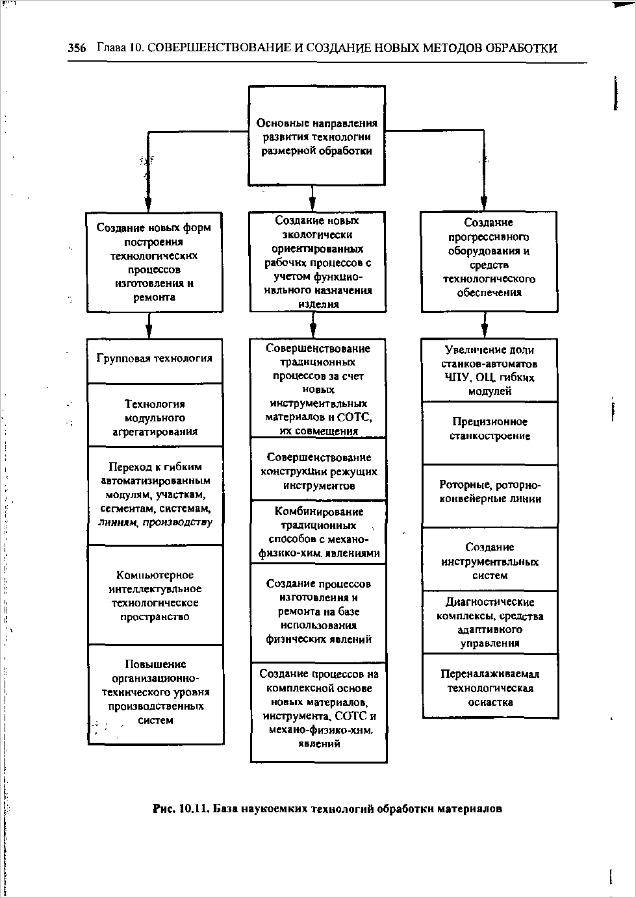
Рис. 10.11. База наукоемких технологий обработки материалов
Для наукоемкой технологии нужна высокая степень («глубина») оптимальности для сравнительно узкого конкретного диапазона условий и требований. Базой такой оптимальности могут быть только глубокие специальные исследования в этой области, разработка автоматизированных систем научного обеспечения, включая использование мирового опыта, специальных методов оптимизации, методов достижения прецизионности, технологического обеспечения функциональных свойств и др.
Важную роль играет техническое обеспечение наукоемких технологий, в рамках которого в качестве основных условий реализации выступают прецизионность оборудования, инструмента, оснастки, системы диагностики и контроля. Все это происходит в рамках основных направлений развития, например, технологии размерной обработки (рис. 10.11) прежде всего для создания новых техпроцессов, прецизионного оборудования и средств технологического обеспечения, новых форм построения технологических процессов. Результаты развития каждого из этих направлений в сочетании с новейшими достижениями науки и смежных областей техники являются естественными источниками наукоемких технологий.
При этом прогресс в создании техпроцессов наукоемких конкурентоспособных технологий и традиционных технологий, является определяющим и характеризуется наиболее высокими темпами повышения производительности и качества.
Важнейшим свойством наукоемких технологий является их кадровое обеспечение.
Разработка и реализация таких технологий требует высокообразованных специалистов на всех стадиях их жизненного цикла. Практически все специалисты, включая станочников и операторов, должны иметь высшее образование. Это хорошо просматривается на примере многих японских, американских и западноевропейских фирм.
Таким образом, технология машиностроения подошла к новому этапу своего развития - новым наукоемким технологиям, реализация которых позволяет машиностроителям создавать конкурентоспособные изделия.