

9.15. Износ, мкм, поверхности заготовки после различных видов обработки
Материал заготовки,сталь |
После термообработки (ТО) |
ТО + лазерная закалка |
ТО + лазерная закалка с цианированием |
40Х |
56,2 |
41,4 |
35,1 |
У8А |
44,2 |
37,0 |
23,2 |
У10А |
42,0 |
34,1 |
22,4 |
ХВГ |
30,6 |
25,6 |
19,3 |
Х12М |
27,1 |
22,0 |
15,6 |
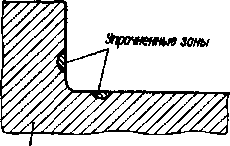
Переходная поверхность
Рис. 9.21. Схема упрочнениия галтелей валов

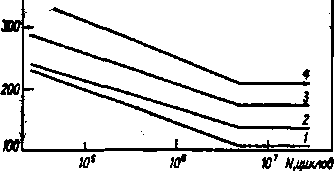
Рис. 9.22. Кривые усталости ступенчатых обраэцон из стали 45 в зависимости от вида упрочнения переходной поверхности вала:
1 - без упрочняющей обработки; 2 ~ упрочнение роликом;
3 - электромеханическое упрочнение; 4 - лазерное упрочнение
В общей проблеме трения и изнашивания фреттинг занимает особое место в связи с широким комплексом физико-химических явлений. Лазерная обработка может эффективно повысить фреттингостойкость мест сопряжений деталей машины.
В табл. 9.16 приведены результаты влияния лазерного облучения на фреттинг-износ заготовок из сталей с различным содержанием углерода. Термоупрочнение проводили на установке «Квант-16». Режим обработки, энергия луча в импульсе 19 Дж, длительность импульса 7 ... 103 с, частота следования импульсов 1 Гц. Лазерная обработка во всех случаях приводит к уменьшению глубины повреждения, причем, чем больше процентное содержание углерода в стали, тем больше эффект. Глубина фреттинг- повреждения заготовки из стали 30 уменьшалась в 2,4 раза, из стали 50 - в 1,5 раза, из стали 70 - в 3,6 раза, из стали У10 - в 4,6 раза.
9.16. Фреттинг-износ, мкм, после лазерной обработки заготовки из стали
Материал заготовки, сталь |
А = 34 мкм,
|
А = 34 мкм, =113 МПа |
Л = 112 мкм, = 35 МПа |
Л = 112 мкм, = 113 МПа |
|||||
до ЛО |
после Л О |
доЛО |
после Л О |
до ЛО |
после ЛО |
до ЛО |
после ЛО |
||
10 |
12 |
8,25 |
7,5 |
3,75 |
22 |
14,5 |
33 |
20,5 |
|
30 |
15 |
9,5 |
10 |
5,5 |
21,5 |
8,5 |
38,0 |
13,5 |
|
50 |
88 |
25 |
5 |
2,5 |
16 |
6,5 |
21 |
17 |
|
70 |
7,5 |
10,5 |
5,25 |
15 |
6 |
4,5 |
22 |
б |
|
У10 |
15 |
3,25 |
18 |
6,25 |
6 |
2,5 |
23,5 |
10 |
|
 =
35 МПа
=
35 МПа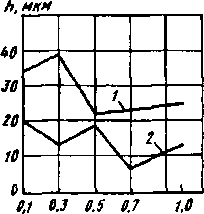
Содержание углерода, %
Рис. 9.23. Зависимость минимальной глубины фреттинг-повреждений
от содержания углерода в стали:
А - 112 мкм; Р = 1,0 Я; а = 35 М1а; 7 - до J10; 2 - после J10
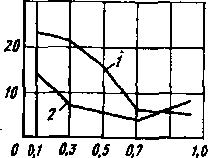
Содержание углерода, %
Рис. 9.24. Зависимость максимальной глубины фреттинг-повреждений от содержания углерода в стали:
А = 112 мкм; Р = 3,3 Я; о = 113 МПа; 1 - до ЛО; 2 - после ЛО
Увеличение амплитуды микроперемещений приводит к параболической зависимости износа от содержания углерода в стали. Для исходной поверхности оптимум соответствует стали с содержанием углерода 0,7 %. Лазерная обработка несколько смещает точку, соответствующую минимальному износу, в сторону уменьшения содержания углерода в стали (до 0,5 - 0,6 %) (рис. 9.23). Лазерная обработка наиболее эффективна для сталей с содержанием углерода от 0,3 до 0,5 %. Износостойкость в этом случае возрастает в 4 - 5 раз. С ростом нагрузки в месте контакта повышение износостойкости проявляется еще существеннее для всех рассматриваемых сталей (рис. 9.24).