

Параметры режима лазерного облучения, используемого для обработки материалов
Активная среда |
А, мкм |
Режим работы |
Мощность, Вт |
v, Гц |
т-10 3S с |
Твердотельный лазер |
|||||
Рубин |
0,6943 |
Импульсный |
20 |
2 |
0,3-6 |
Неодимовое стекло |
1,06 |
То же |
25 |
1 |
0,5-10 |
Алюмоиттриевый гранат с неодимом |
1,06 1,06 |
То же Непрерывный |
200 300 |
100 - |
0,1-10 - |
Газовый лазер |
|||||
|
10,6 |
Импульсный |
500 |
1000 |
0,1-1000 |
|
10,6 |
Непрерывный |
2000 |
- |
- |
Аг |
0,49 |
То же |
50 |
- |
- |
Аг |
0,51 |
То же |
50 |
- |
- |
|
0,337 |
Импульсный |
- |
1000 |
0,01 |


Эффективность лазерного термоупрочнения зависит от способности материала превратить энергию лазерного излучения в тепловую. Количество поглощенной энергии зависит от отражательных свойств материала, наличия оксидных пленок, температуры и длины волны лазерного излучения. Чем меньше длина волны, тем лучше поглощается энергия. С уменьшением электрической проводимости и увеличением параметров шероховатости поглощение энергии лазерного излучения увеличивается; поглощающая способность материала повышается до 70 %.
Фосфатирование поверхности - наиболее эффективный способ увеличения поглощательной способности поверхности при лазерном облучении (табл. 9.7). При лазерной закалке центр закаленной зоны имеет черно-синий цвет, а края - серый.
Влияние видов покрытия на лазерное упрочнение поверхности заготовки из стали 40х
Метод обработки поверхности |
Толщина пленки, мкм |
Состояние закаленной зоны металла |
|
глубина, мм |
микротвердость, МПа |
||
Фосфатирование марганцевое |
8 ... 10 |
0,43 ... 0,5 |
5000 - 8000 |
Воронение |
5 ... 10 |
0,35 ...0,44 |
6000 |
Цинковый фосфат |
3 ...5 |
0,28 ... 0,35 |
5000 |
Аморфный фосфат |
1 ...2 |
0,2... 0,3 |
6500 |
Алюмохромофосфатные покрытия |
50 ... 80 |
0,4 ... 0,45 |
6000 |
Черное хромирование |
5... 10 1 |
0,35 ...0,45 |
6200 |
Количество таких легируемых элементов, как хром, марганец или молибден, влияет на закаливаемость; повышение микротвердости в зоне лазерного влияния наблюдается у сталей при малой дозе легирования.
Обработку непрерывным лазерным излучением ведут при определенной скорости сканирования луча по поверхности. С ростом плотности мощности и уменьшением относительных скоростей перемещения луча скорости охлаждения падают. В результате закаленная структура отпускается и твердость уменьшается. Максимальная твердость поверхностного слоя будет при достаточно высокой скорости охлаждения. Однако при низких скоростях перемещения луча увеличивается глубина закаленного слоя. Следовательно, режимы лазерной обработки оптимизируют в зависимости от требуемых функциональных свойств. Оптимизация режимов лазерного облучения приведена на рис. 9.19 и 9.20 для заготовок из стали 40 ХН.
Лазерная обработка заготовок из инструментальных сталей
Упрочнение
режущего инструмента локализовано в
режущих кромках, Малообъем- ность кромки
затрудняет теплоотвод в материал
заготовки. Оптимальный режим импульсной
обработки достигается при облучении
энергией излучения на 2 ... 3 Дж ниже Eyv.
При
непрерывном излучении подбирается
энергия для каждой марки стали, при
которой обеспечивается небольшое
оплавление поверхности заготовки.
Предварительная обработка поверхности
лазером, энергией на 5 ... 7 Дж меньше
оптимальной, улучшает
равномерность поглощения энергии
при повторном облучении. Аустенитные
и ферритные стали, не обнаруживающие
 -фазовые
переходы, не подвергаются закалке
лазером.
-фазовые
переходы, не подвергаются закалке
лазером.
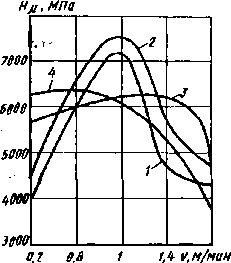
Рис.
9.19. Зависимость микротвердости Нц
зоны нагрева от скорости v
при
интенсивности излучения 3530 (кривая 7);
5080 (кривая 2);
6272 (кривая 3) и 7938 Вт/
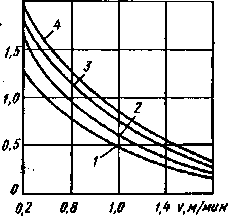
Рис. 9.20. Зависимость глубины z упрочненного слоя от скорости обработки v при интенсивности излучения 3530 (кривая 1); 5080 (кривая 2); 6272 (кривая 3) и 7938 Вт/см2 (кривая 4)
Лазерную закалку рекомендуется проводить в различных газовых средах (аргона, азота, углекислого газа). В одних случаях это предохраняет поверхность от обезуглероживания, в других, наоборот, насыщает углеродом, азотом и другими легирующими элементами.
Оптимальные режимы обработки заготовок из инструментальных стадей для лазерных установок серии «Квант» даны в твбл. 9.8.
При обработке фрез (из 8Х6ВФ, РФ1, Р6М5 и др.) лучом лазера их стойкость возрастает в 1,5-2 раза; заготовки из стали Р18Ф2К8М обрабатывают при плотности энергии 4 Дж/мм2 и4 = 2мм (табл. 9.9).
Основные требования, предъявленные к стали для изготовления штампов, - высокая износостойкость, теплостойкость, ударная вязкость. Создание оптимальных свойств поверхности зависит от исходной микрогеометрии, твердости и т.д. (табл. 9.10).
Качество обработки штамповых сталей импульсным излучением можно повысить повторным облучением (табл. 9.11).