

7.3 Технология изготовления корпусных деталей Служебное назначение корпусов и технические условия на их изготовление
Корпусные детали являются базовыми элементами, на которых монтируются отдельные сборочные единицы и детали. В сборочных единицах корпуса, как правило, координируют относительное положение деталей, входящих в них.
К корпусным деталям относятся коробки скоростей и подач металлорежущих станков, блоки цилиндров двигателей и компрессоров, корпуса редукторов и насосов и т.д.
В корпусах имеются основные поверхности, называемые базовыми, которыми определяется их положение в изделии, и вспомогательные поверхности под крышки, фланцы и т.д.
На основные поверхности задаются жесткие требования на параллельность, перпендикулярность и т.д.
Корпусные детали имеют отверстия, которые можно разделить на точные (основные), поверхности которых служат опорами для валов, шпинделей и др., и вспомогательно-крепежные, смазочные.
Основными техническими условиями на корпусные детали являются:
непрямолинейность и непараллельность основных поверхностей 0,05 ... 0,1 мм на всю их длину, шероховатость этих поверхностей Ra = 0,6 ... 5 мкм;
основные отверстия обрабатываются по 5 - 7 квалитетам точности. Погрешность формы - 0,5 ... 0,7 от допуска, шероховатость Ra = 0,05 ... 2,0 мкм;
допуски на межосевые расстояния отверстий под валы 0,02 ... 0,1 мм;
не перпендикулярность опорных торцов к осям основных отверстий 0,01…0,05 мм на 100 мм длины радиуса.
Материал и способы получения заготовок
Большинство корпусных деталей (металлорежущих станков, стационарных редукторов, центробежных насосов) изготавливают из серого чугуна СЧ15, СЧ18, СЧ21, С424.
Для сварных корпусных деталей применяют, в большинстве случаев, малоуглеродистые стали: СтЗ и Ст4.
Корпусные детали, работающие в условиях вибрации (землеройные и дорожные машины) изготавливают из ковкого чугуна или литейной стали 15Л.
В последнее время все большее применение для изготовления корпусных деталей машин получают алюминиевые сплавы.
Заготовки корпусных деталей изготовляют литьем или сваркой.
Для правильного выбора способа получения заготовки нужно рассматривать комплексно процесс получения заготовки и процесс дальнейшей ее механической обработки, совокупная стоимость которых должна быть минимальной.
Обработка корпусных деталей
Так как основными рабочими поверхностями корпусных деталей являются их плоскости, основные и крепежные отверстия, то ниже рассмотрены технологические методы их обработки.
Обработку плоских поверхностей можно производить; строганием, фрезерованием, точением, протягиванием, шлифованием, шабрением, полированием, накатыванием.
Строгание применяется в единичном и мелкосерийном производстве, а также при обработке крупных, тяжелых деталей большой длины и малой ширины. Строгание производится на продольно-строгальных и поперечно-строгальных станках.
При строгании на продольно-строгальных стайках стол, с закрепленной на нем заготовкой, совершает возвратно-поступательное движение. Поперечное перемещение осуществляется прерывисто резцовым суппортом.
Продольно-строгальные станки изготавливаются одностоечными и двухстоечными, с одним, двумя и четырьмя суппортами.
На поперечно-строгальных станках возвратно-поступательное движение имеет резец.
Заготовка, закрепляемая на столе станка, получает поперечную прерывистую подачу.
Строгание может быть черновое, чистовое и тонкое. При черновом строгании обеспечивается точность 11-12 квалитет, шероховатость Rz = 20 - 80 мкм; при чистовом - 9 - 10 квалитет точности и R a= 1,0 ... 5,0 мкм; тонком - 7 - 9 квалитет точности и Ra = 0,3 ... 1,0 мкм.
Для чистового и особенно тонкого строгания в последнее время все более широкое применение находят широкие резцы.
Недостатком процесса строгания является низкая производительность, достоинством - простота оборудования, технологической оснастки.
Фрезерование может производиться на консольно-фрезерных станках с ЧПУ, обрабатывающих центрах, продольно-фрезерных (1-8 шпинделей), карусельно-фрезерных (1-3 шпинделя) и барабанно-фрезерных (4 шпинделя) станках.
Для обработки плоскостей небольших деталей в единичном и серийном производстве используют консольно-фрезерные станки.
При этом для повышения производительности труда в серийном производстве применяют станки с поворотными столами и двухпозиционные поворотные приспособления.
В мелкосерийном - крупносерийном производствах обработку плоскостей поверхностей корпусных деталей производят на станках с ЧПУ. Для обработки плоскостей средних и крупных деталей в мелкосерийном и крупносерийном производствах применяют продольно-фрезерные станки с групповой обработкой деталей одновременно несколькими фрезами. При этом используются различные схемы установки деталей (рис. 7.20).
При этом одновременно можно обрабатывать разные детали.
В крупносерийном и массовом производстве получил применение высокопроизводительный способ обработки - непрерывное фрезерование. Оно выполняется на карусельно-фрезерных и барабанно-фрезерных станках.
Карусельно-фрезерные станки применяют для обработки сравнительно небольших плоскостей корпусных деталей (до 600 мм) (рис, 7.21).
Барабанно-фрезерные станки служат для обработки параллельных плоскостей детали одновременно с двух сторон (рис. 7.22).
Фрезерование позволяет обеспечить 9-11 квалитет точности и Ra = 1,0 ... 5,0 мкм.
Для повышения плоскостности обрабатываемой поверхности используют высокоскоростное бреющее фрезерование торцовыми головками и одним резцом.
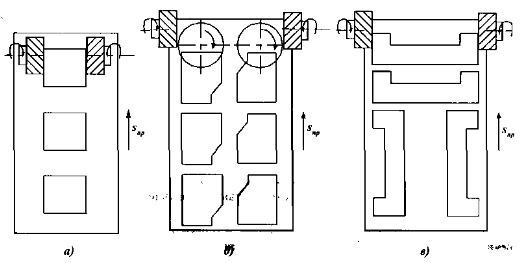
Рис. 7.20. Групповая обработка корпусных заготовок на продольно-фрезерном станке:
а - установка заготовок в один ряд; 6 - установка заготовок в два ряда; в - установка с перекладыванием заготовок
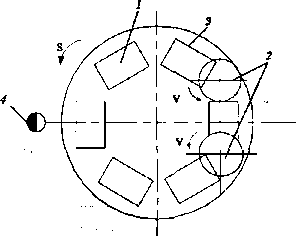
Рис. 7.21. Обработка плоских поверхностей корпусных заготовок на карусельно-фрезерном станке:
1 - заготовки; 2 - фрезы;
3 - карусельный стол станка;
4 - станочник
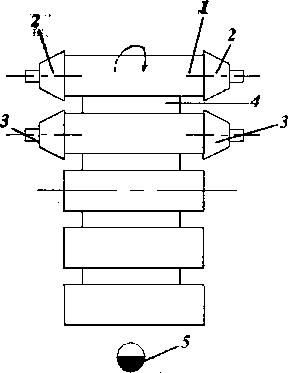
Рис. 7.22. Фрезерование на барабанно-фрезерном станке:
J - заготовки; 2 - черновые фрезы; 3 - чистовые фрезы; 4 - барабан;
5 - станочник
На заводах тяжелого машиностроения экономически целесообразно применять точение плоскостей корпусных деталей на токарно-карусельных и карусельно-расточных станках вследствие удобства их установки на планшайбу.
Особенно экономически выгодны эти станки при обработке корпусных деталей, имеющих внутренние и наружные цилиндрические поверхности и перпендикулярные им торцы (секции корпусов паровых турбин, корпусы электродвигателей и генераторов, планшайбы станков, корпусы центробежных насосов и цилиндрических редукторов). Торцовое точение плоскостей позволяет получить 8-9 квалитету точности и Ra = 0,5 мкм.
Протягивание плоскостей. В массовом производстве для повышения качества плоских наружных поверхностей может применяться протягивание плоскими протяжками. Оно позволяет обеспечить 7-8 квалитеты точности и Ra = 0,5 мкм.
Окончательную обработку плоскостей чугунных корпусных деталей в серийном, крупносерийном и массовом производстве часто производят на плоскошлифовальных станках с прямоугольным или круглым столом шлифованием периферией круга, торцом чашечного круга и торцом сборного сегментного круга.
Шлифование торцом круга более производительно, чем шлифование периферией, так как в процессе работы торцом круга большая площадь круга находится в соприкосновении с обрабатываемой поверхностью.
Для повышения эффективности процесса шлифования и предотвращения прижогов используют различные более современные системы подачи СОЖ, такие как обильное охлаждение и охлаждение через поры круга, а также прерывистые и тарельчатые подпружиненные шлифовальные круги.
Шлифование позволяет получить:
а) черновое - 8 - 9 квалитеты точности, Ra = 1,5 мкм;
б) чистовое - 7 - 8 квалитеты точности, Ra = 0,4 мкм;
в) тонкое - 5 - 6 квалитеты точности, Ra = 0,1 мкм.
Шабрение плоских поверхностей выполняется с помощью шабера вручную или механическим способом от себя или на себя. Обычно механическое шабрение позволяет получить 12 - 20 пятен на площади 25 х 25 мм, ручное - 25 - 30 плтен. Шабрение, как правило, применяется для повышения плоскостности прилегающих поверхностей и для окончательной обработки плоскостей корпусов в единичном и мелкосерийном производствах.
Для чернового предварительного шабрения используются пневматические шаберы.
Шабрение от себя позволяет получить Ra = 0,6 мкм, на себя - 0,08 мкм.
Полирование плоских поверхностей может производиться кругами и лентами, как на специальных полировальных станках, так и обычных фрезерных, строгальных и шлифовальных станках с использованием специальных устройств, аналогичных, как и для цилиндрических поверхностей.
Полирование позволяет получить 5-6 квалитеты точности и шероховатость Ra = 0,05 мкм. При необходимости можно получить (t10 - 50 % при Ra = 0,3 ... 1 мкм).
Отделочно-упрочняющая обработка ППД плоских поверхностей может осуществляться роликами, шариковыми головками, виброупрочнением центробежного типа, вибронакатыванием.
Процесс осуществляется на строгальных, фрезерных, плоскошлифовальных и специальных накатных станках.
ОУО ППД плоских поверхностей точность не повышает, исходные высотные параметры шероховатости уменьшаются в 3 - 5 раз, повышается относительная длина опорной линии профиля шероховатости до tw- 60 %, упрочняется поверхностный слой.
Обработка основных отверстий представляет собой наиболее ответственную и трудоемкую часть технологического процесса изготовления корпусных деталей. Обработка отверстий делится на черновую, чистовую и отделочную.
При черновой обработке необходимо удалить основную часть припуска, обеспечив точность относительного положения осей отверстий при наименьшей стоимости операции.
Чистовая обработка должна обеспечить точность размеров, геометрических размеров и окончательную точность относительного положения обрабатываемых отверстий.
Отделочную обработку применяют в случае надобности для повышения точности и уменьшения шероховатости обрабатываемых отверстий.
Методы, обеспечивающие эти требования, рассмотрены в предыдущем параграфе. Естественно, что обработка этими методами отверстий корпусных деталей будет производиться на других станках, в отличие от обработки зубчатых колес.
Основные отверстия в корпусных деталях в условиях единичного и мелкосерийного производства обрабатывают на вертикально- и радиально-сверлильных станках, токарно-карусельных станках, координатно-расточных станках. В условиях мелкосерийного и серийного производства обработка основных отверстий производится на вертикально- и радиально-сверлильных станках с ЧПУ и горизонтально-расточных станках с ЧПУ, или сверлильно-фрезерно-расточных и координатно-расточных станках.
В крупносерийном и массовом производстве растачивание корпусных деталей производят обычно на агрегатных станках или автоматических линиях. Причем в единичном производстве обработку отверстий ведут по разметке, в мелкосерийном - с помощью накладных шаблонов, в серийном, массовом - с помощью специальных приспособлений и станков.
Отделочная обработка основных отверстий производится тонким растачиванием, планетарным шлифованием, хонингованием или раскатыванием.
Обработка крепежных отверстий в единичном и мелкосерийном производстве осуществляется на радиально-сверлильных станках по разметке или при помощи накладных кондукторов.
В мелкосерийном и крупносерийном производствах - на станке с ЧПУ или с использованием специальных поворотных приспособлений.
В крупносерийном и массовом производстве - на агрегатных станках. В массовом производстве - на автоматических линиях.
Дня повышения производительности труда применяют быстросменные патроны и многошпиндельные головки.
Резьбу в крепежных отверстиях нарезают метчиками, накатывают раскатниками и комбинированным метчиком-раскатником.
При нарезании резьбы в термически обработанных корпусах из сталей применяются твердосплавные метчики.
Для нарезания внутренней резьбы на револьверных станках и автоматах применяют резьбонарезные самораскрывающиеся метчики. По окончании процесса нарезания резьбы режущие перья метчика автоматически сдвигаются.