

Маршрут изготовления зубчатых колес
В общем, обработка зубчатых колес осуществляется в следующей последовательности:
обрабатываются наружные, внутренние и торцовые поверхности;
осуществляется зубообработка;
обрабатываются остальные поверхности;
производится термообработка; .
осуществляется чистовая обработка наружных поверхностей;'
производится чистовая обработка внутренних поверхностей;
осуществляется чистовая зубообработка,
Маршруты изготовления зубчатого колеса, представленного на рис, 7.19, в зависимости от условий обработки приведены в табл. 7.5 и 7-6.
В мелкосерийном производстве в качестве заготовки взята поковка, полученная методом ковки, в крупносерийном производстве поковка получается методом штамповки.
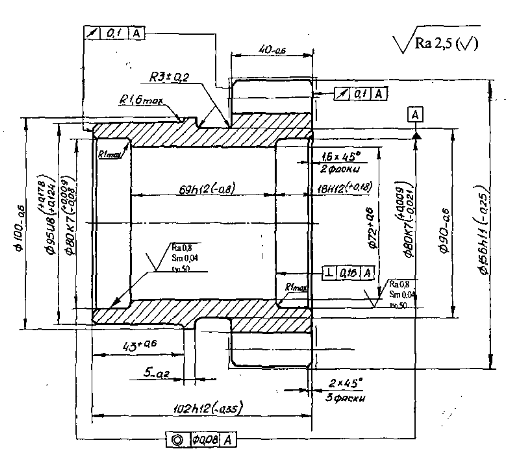
Рис. 7.19. Зубчатое колесо
7.5. Маршрут изготовления зубчатого колеса в мелкосерийном производстве
№ операции |
Наименование операции |
Содержание операции |
Технологическая база |
Технологическое оборудование |
005 |
Токарная с ЧПУ |
Точить* подреза ть торец. Сверлить, рассверлить, расточить с одной стороны . |
Наружная цилиндрическая поверхность и торец |
Токарный с ЧПУ 1К62ПУ |
010 |
Токарная с ЧПУ |
Точить, подрезать торец, расточить с другой стороны |
Наружная цилиндрическая поверхность и торец |
Токарный с ЧПУ 1К62ПУ. |
015 |
Токарная с ЧПУ |
Точить 0 95 и расточить 0 80 с двух сторон |
Наружная цилиндрическая поверхность и торец |
Токарный с ЧПУ 1К62ПУ |
020 |
Зубо фрезерная |
Фрезеровать зубья |
Внутренний диаметр |
Зубофрезерный 5К310 |
025 |
Термическая |
Цементовать, закалить, отпустить |
|
Печь |
О О |
Круглошли фовальная |
Шлифовать 0 95и8 |
Внутренний диаметр и торец |
Круглошлифовальный станок ЗАП0В |
035 |
Внутришли- фовальная |
Шлифовать 0 80К7 |
Наружный диаметр и торец |
Внутришлифо- вальный станок ЗК227А |
040 |
Зубошлифо- вахьная |
Шлифовать зубья |
Внутренний диаметр |
Зубошлифоваль- иый станок 3B832 |
7.6. Маршрут изготовления зубчатого колеса |
в крупносерийном производстве |
|||
№ операции |
Наименование операции |
Содержание операции |
Технологическая база |
Технологическое оборудование |
005 |
Токарная |
Точить, зенкеровать, подрезать торец, расточить с двух сторон |
Наружный диаметр и торец |
Токарный много- шпиндельиый вертикальный полуавтомат 1К282 |
010 |
Зубофрезер ная |
Фрезеровать зубья |
Внутренний диаметр |
Зубо фрезерный полуавтомат 53А20 |
015 |
Терм ическая |
Цементовать, закалить, отпустить |
|
Печь |
020 |
Круглошли фовальная |
Шлифовать наружный диаметр 0 95и8 |
Внутренний диаметр |
Круглошлифовальный врезн. станок 3M153A |
025 |
Г оризон- тально- расточная |
Расточить отверстие 0 80К7 с двух сторон |
Наружный диаметр |
Горизонтальный алм аз но-расточной полуавтомат 2706П |
030 |
Зубо шлифовальная |
Шлифовать зубья |
Внутренний диаметр |
Зубошлифовальный станок 3B832 |