

Обработка отверстий
Обрабатывать отверстия можно: сверлением, зенкерованнем, развертыванием, растачиванием, протягиванием, шлифованием, хонингованием, суперфинишированием, притиркой, калиброванием и раскатыванием.
Сверление используется для образования отверстий в сплошном металле. Отверстия диаметром больше 30 мм в сплошном материале сверлят двумя сверлами, т.е. производят сверление и рассверливание.
Для сверления глубоких отверстий применяют пушечные сверла. Для больших диаметров целесообразно использовать кольцевые.
Сверление и рассверливание позволяет получить 11-12 квалитет и Rz = 30…80 мкм.
При изготовлении отверстий по 8 - 10 квалитету точности и Ra-1,2 ... 3,0 мкм после сверления применяют зенкерование.
Отлитые или отштампованные отверстия обычно обрабатываются сразу черновым зенкером, который позволяет получить 9-11квалитет и Rz =15 ... 40 мкм.
При одновременной обработке нескольких отверстий d > 30 мм, находящихся на одной оси в серийном и крупносерийном производствах, применяют оправки с насадными зенкерами.
В крупносерийном и массовом производстве широко применяются комбинированные зенкеры, обрабатывающие одновременно отверстие, торец и фаску, а также комбинированные инструменты: сверло - зенкер.
При необходимости получения точности отверстий до 4 - 5 квалитета и шероховатости Ra = 0,3 мкм применяют развертывание, причем черновое развертывание позволяет получить; 8-9 квалитеты точности и Ra = 1,2 ... 2,0, чистовое развертывание: 6-7 квалитеты точности и Ra = 0,6 ... 1,2 и тонкое развертывание 4-5 квалитет Ra = 0,3 ... 0,6 мкм.
В крупносерийном и массовом производстве часто применяют комбинированные инструменты: сверло - развертка или сверло - зенкер - развертка. Сверление, зенкеро- вание и развертывание отверстий обычно производится на токарных, сверлильных или токарно-револьверных станках.
В единичном, мелкосерийном и серийном производстве используют вертикальносверлильные или радиально-сверлильные станки. Причем для быстрой смены режущих инструментов на этих станках применяют быстросменные патроны. В мелкосерийном и серийном - станки с ЧПУ. В крупносерийном - агрегатные, в массовом - автоматы и полуавтоматы.
Для окончательной обработки отверстий зачастую применяют тонкое или алмазное растачивание, которое проводится на следующих режимах:
скорость резания для чугуна 120 ... 150 м/мин, для бронзы 300 ... 400 м/мин, для баббита 400 ... 1000 м/мин, для алюминиевых сплавов 500 ... 1500 м/мин.
Достоинствами тонкого растачивания являются:
отсутствие шаржирования абразивных зерен;
достигается высокая точность: 5-6 квалитет;
простота конструкции режущего инструмента.
В последнее время все более широкое применение находит растачивание отверстий широкими резцами, установленными в специальные блоки.
Эти блоки, как правило, делают плавающими.
Растачивание применяют для обработки отверстий d >80 мм.
Растачивание может быть черновое, чистовое и тонкое (алмазное).
Черновое растачивание позволяет получить 10—12 квалитеты точности и Rz = 20 ... 80 мкм, чистовое - 8 - 9 квалитеты точности и Ra = 1,2 ... 5,0 мкм, тонкое - 5 - 7 квалитеты Ra = 0,2 ... 1,2 мкм.
Растачивание отверстий может проводиться на различных токарных, сверлильных, вертикально- и горизонтально-расточных станках с ЧПУ и агрегатных станках, автоматах и полуавтоматах.
В массовом, крупносерийном и серийном производстве широко применяется протягивание отверстий цилиндрических, шлицевых и других форм.
Цилиндрические отверстия протягивают после сверления или зенкерования, оно заменяет просверливание отверстий и позволяет получить 5-7 квалитеты точности и Ra = 0,3 ... 1,5 мкм.
Протягивание производится на горизонтально- и вертикально-протяжных станках.
Шлифование отверстий производят на внутришлифовальных станках. Диаметр шлифовального круга обычно принимают dкр < 0,8 ... 0,9£ Dопв, Скорость шлифования - 30 м/с. Однако при шлифовании малых отверстий (d = 15 ... 20 мм) скорость шлифования может быть 10 м/с, так как многие внутришлифовальные станки не могут обеспечить 30 м/с при диаметре шлифовального круга 10 ... 15 мм.
Поперечная (радиальная) подача - 0,003 ... 0,15 мм на один двойной ход. Продольная подача: 0,2 ... 0,35 - при чистовом шлифовании и 0,6 ... 0,85 при черновом шлифовании (5 - ширина шлифовального круга). В крупносерийном и массовом производстве применяются внутришлифовальные станки полуавтоматы.
Кроме обычного шлифования отверстия больших диаметров могут шлифоваться на станках с планетарным движением шпинделя, а также на станках для бесцентрового шлифования (рис. 7.6). Шлифование позволяет получить 5-8 квалитеты и Ra = 0,2 ... 2,5.
Хонингование позволяет получить 4-6 квалитеты точности и Ra- 0,04 ... 0,6 мкм.
Хонингование отверстий производится на хонинговальных станках специальной вращающейся головкой (хоном) с раздвижными абразивными или алмазными брусками, имеющими, кроме того, возвратно-поступательное движение. Перемещение брусков в радиальном направлении осуществляется механическим, гидравлическим или пневматическим устройством.
Рекомендуемые режимы Хонингования: припуск - 0,05 ... 0,1 мм, скорость вращения хонинговальной головки - 60 75 м/мин для стали; скорость воз в рати о-посту на
тельного движения головки — 12 ... 15 м/мин.
В настоящее время с успехом используется хонингование алмазными брусками для черновой обработки.
В последнее время для повышения несущей способности поверхности (увеличение /р) с масляными карманами от предшествующей обработки (рис. 7,7) с успехом применяется плосковершинное хонингование. Оно позволяет получить: /]О60, Sm= 0,05 ... 0,5 при Ra= 0,4 ... 1,0 мкм.
Притирка (доводка) отверстий производится на токарных, сверлильных, внутришлифовальных и специальных притирочных станках.
Притирка производится чугунными или медными притирами, прижимаемыми к поверхности детали пружинами. Притирка позволяет получить 4-5 квалитет точности, Ra = 0,04 ... 0,2 мкм, t1050, Sm = 0,05 ... 0,2, погрешность формы не исправляет. В последнее время все более широкое применение имеют доводочные бруски из синтетических алмазов.
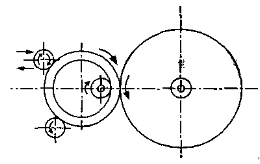
Рис. 7.6. Шлифование отверстий большого диаметра на бесцентрово-шлифовальном станке
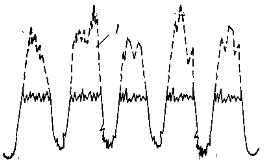
Рис. 7.7. Профиль поверхности после плосковершинного хонингования:
I - исходный профиль шероховатости
Калибрование и дорнование отверстий заключается в продавливании или протягивании стального закаленного шарика или специального дорна через обрабатываемое отверстие, имеющее несколько меньшие размеры по сравнению с размерами калибрующего дорна, при этом, за счет пластических деформаций, диаметр отверстия увеличивается, поверхностный слой упрочняется, а поверхность становится гладкой.
Скорость дорнования - 2 ... 7 м/мин.
Достигаемая точность - 5 - 6 кввлитеты, шероховатость Ra = 0,02 ... 0,6 мкм, 0о50, Sm = 0,02 ... 0,5 мм.
Калибрование (дорнование) производится на прессах, протяжных или волочильных станках.
Дорнование может быть использовано для одновременной обработки отверстий втулок и их запрессовки.
Раскатывание отверстий заключается в обкатывании поверхности отверстия подпружиненными или жесткими шариками или роликами. Обычно для раскатывания отверстий применяют много шариковые или многороликовые нерегулируемые и регулируемые раскатки.
Скорость раскатывания - 30 ... 150 м/мин. Продольная подача - 0,01 ... 0,05 мм/об на один шарик и 0,1 ... 0,5 мм/об ролика.
Раскатывание практически не изменяет исходную точность и позволяет получить Ra- 0,21 ... 1,2 мкм. Процесс осуществляется на токарных, сверл вдьных и риедиалышх раскатных станках.