

Глава 7 Технология изготовления различных деталей 111
7.1 Технология изготовления валов. 111
7.2 Технология изготовления деталей зубчатых и червячных передач и методы обработки их поверхностей 130
7.3 Технология изготовления корпусных деталей 142
9.5 Гальванические способы нанесения покрытий 155
9.6 Химические способы нанесения покрытий 162
9.7 Наплавка и напыление материала 165
9.8 Выбор способов повышения долговечности деталей машин 168
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ И ПРОМЕЖУТОЧНОГО КОНТРОЛЯ ЗНАНИЙ СТУДЕНТОВ ПО 9-Й ГЛАВЕ 176
Глава 10 совершенствование существующих и создание новых технологических методов обработки деталей машин и технологий 177
10.1. Совершенствование технологических методов обработки деталей машин 177
10.2.Создание новых технологических методов обработки и процессов изготовления и ремонта изделий машиностроения 183
10.3. Наукоемкие конкурентоспособные технологии в машиностроении 195
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ И ПРОМЕЖУТОЧНОГО КОНТРОЛЯ ЗНАНИЙ СТУДЕНТОВ ПО 10-Й ГЛАВЕ 199
Глава 11 технологическая подготовка производства 200
11.1. Организация технологической подготовки производства 200
11.2 Оформление технологической документации 210
11.3 Особенности технологических процессов и оформление технологической документации при обработке заготовок на станках с ЧПУ и многоцелевых станках 217
11.4 Особенности разработки технологических процессов и оформления 226
11.5 Особенности разработки технологических процессов и заполнение 226
технологической документации при обработке заготовок на автоматических линиях 226
11.6.Особенности разработки технологических процессов для гибких производств 232
11.7 Автоматизация проектирования технологических процессов 234
11.8 Технологическая подготовка технической реконструкции машиностроительных предприятий 237
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ И ПРОМЕЖУТОЧНОГО КОНТРОЛЯ ЗНАНИЙ СТУДЕНТОВ ПО 11-Й ГЛАВЕ 239
Глава 12 технология восстановления деталей машин 241
12.1. Восстановление деталей машин термоупругопластическим деформированием 241
12.2. Восстановление деталей машин пластическим вытеснением материала 245
12.3 Восстановление деталей машин электромеханической обработкой 248
12.4. Восстановление деталей машин плазменными методами 250
12.5. Восстановление деталей машин наплавкой, наваркой 256
12.6. Подготовка восстанавливаемых поверхностей детали под нанесение покрытий 260
12.7 Механическая обработка восстановленных поверхностей деталей машин 263
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ И ПРОМЕЖУТОЧНОГО КОНТРОЛЯ ЗНАНИЙ СТУДЕНТОВ ПО 12-Й ГЛАВЕ 267
Глава 4 технологическое обеспечение качества изделий машиностроения
Знание материала, изложенного в данной главе, позволит грамотно решать проблемы технологического обеспечения качества изделий при работе на промышленных предприятиях.
4.1. Припуски на обработку
Для получения из заготовок1 готовых деталей на их обрабатываемые поверхности предусматриваются припуски.
Припуском называется поверхностный слой материала, удаляемый или пластически деформируемый в процессе обработки заготовки для достижения заданных точности размеров и качества поверхности.
Различают припуски промежуточные, операционные и общие.
Промежуточный припуск - слой материала, удаляемый или пластически деформируемый для получения требуемых, промежуточных точности размеров и качества поверхности при выполнении данного технологического перехода (например: припуск на получистовое точение, припуск на черновое шлифование и т.п.).
Операционный припуск - слой материала, удаляемый или пластически деформируемый при выполнении одной операции для получения требуемой точностиоперационных размеров и качества поверхности. Он определяется как сумма промежуточных припусков при выполнении технологических переходов обработки поверхности на данной операции.
Общий припуск - поверхностный слой материала, представляющий из себя сумму промежуточных припусков по всему технологическому маршруту обработки данной поверхности заготовки, необходимый для получения заданных точности размеров и качества поверхности готовой детали.
Для снижения себестоимости производства заготовок и удобства изготовления деталей зачастую на отдельных их поверхностях кроме припуска имеется дополнительный слой материала, который называют напуском (рис. 4,1).
Существуют два метода определения величины припуска:
расчетно-аналитический;
опытно-статистический.
Сущность расчетно-аналитического метода определения припуска, разработанного проф. В.М. Кованом, заключается в том, что величину промежуточного припуска назначают такой, чтобы при его снятии устранялись погрешности обработки и дефекты поверхностного слоя, полученные напредшествующих переходах, а также погрешности установки обрабатываемой заготовки, возникающие на выполняемом переходе (рис.4.2).
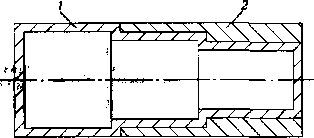
рис. 4.1. Схематическое изображение:
1 - общего припуска; 2 – напуска
Рис. 4.2. Схема дли определения минимальной величины промежуточного припуска на сторону Z1 min
Величину минимального промежуточного припуска определяют из уравнений:
припуск на сторону при последовательной обработке противоположных или отдельно расположенных плоскостей

припуск на две стороны при параллельной обработке противоположных плоскостей
 (4.2)
(4.2)
припуск на диаметр при обработке наружных или внутренних поверхностей вращения
 (4.3)
(4.3)
где Rmaxi-1 - максимальная высота профиля шероховатости, полученная на предшествующем переходе обработки данной поверхности. При выполнении первой операции и первого перехода обработки поверхности эту величину берут по исходной заготовке. При выполнении второй операции или перехода - необходимо снять шероховатость, полученную на первой операции или переходе, и т.д. Причем можно принимать, что Rmax=1,2 Rz= 6Ra; Нai-1 - глубина дефектного поверхностного слоя, полученная на предшествующей технологической операции или переходе. Этот слой отличен по физико-химическим характеристикам и структуре от основного материала. Например, у отливок из серого чугуна поверхностный слой состоит из перлитной корки, наружная зона которого нередко имеет следы формовочного песка. Для создания благоприятных условий работы режущему инструменту этот слой полностью снимается на первой операции или переходе при обработке данной поверхности. У стальных поковок поверхностный слой характеризуется обезуглероженной зоной. Этот слой подлежит полному удалению, так как он снижает предел прочности металла и его положительные эксплуатационные свойства, В отдельных случаях (например, изделия из стекломатериалов) снятие дефектного слоя исходной заготовки перераспределяют на все промежуточные операции (рис. 4.3). Это позволяет сократить общий припуск на обработку и снизить себестоимость изготовления изделий. В некоторых случаях поверхностный слой с измененными физико-химическими свойствами и структурой, полученными на предшествующей операции или переходе, исходя из функционального назначения детали, целесообразно оставить. Так, например, распределительные валы автомобильных двигателей отливают с отбеленным поверхностным слоем, обладающим повышенной износостойкостью. При механической обработке, особенно поверхностным пластическим деформированием (ППД), возникает наклепанный поверхностный слой, обладающий повышенными эксплуатационными свойствами (износостойкостью, прочностью и т.д.); ρi-1- пространственное отклонение обрабатываемой поверхности относительно базовых поверхностей заготовки, полученное на предшествующей операции или переходе по обработке данной поверхности. В качестве примеров пространственного отклонения можно привести:
ρi-1 - несоосность наружной поверхности и отверстия втулок (рис, 4.4, а);
ρi-1(1)и ρi-1(2) - несоосность наружных поверхностей вращения 1 и 2 ступенчатых валов и базовых центровочных отверстий (рис. 4.4, б);
ρi-1(3)- не перпендикулярность торцовой плоскости 3 оси базовых центровочных отверстий или базовой цилиндрической поверхности (рис. 4.4, б);
ρi-1(1)- непараллельность обрабатываемой 1 и базовой поверхностей заготовок (рис. 4.4, в);
ρi-1(2) и ρi-1(3) - неперпендикулярность обрабатываемой 2,3 и базовой поверхностей заготовок (рис. 4.4, в) и т.п.;
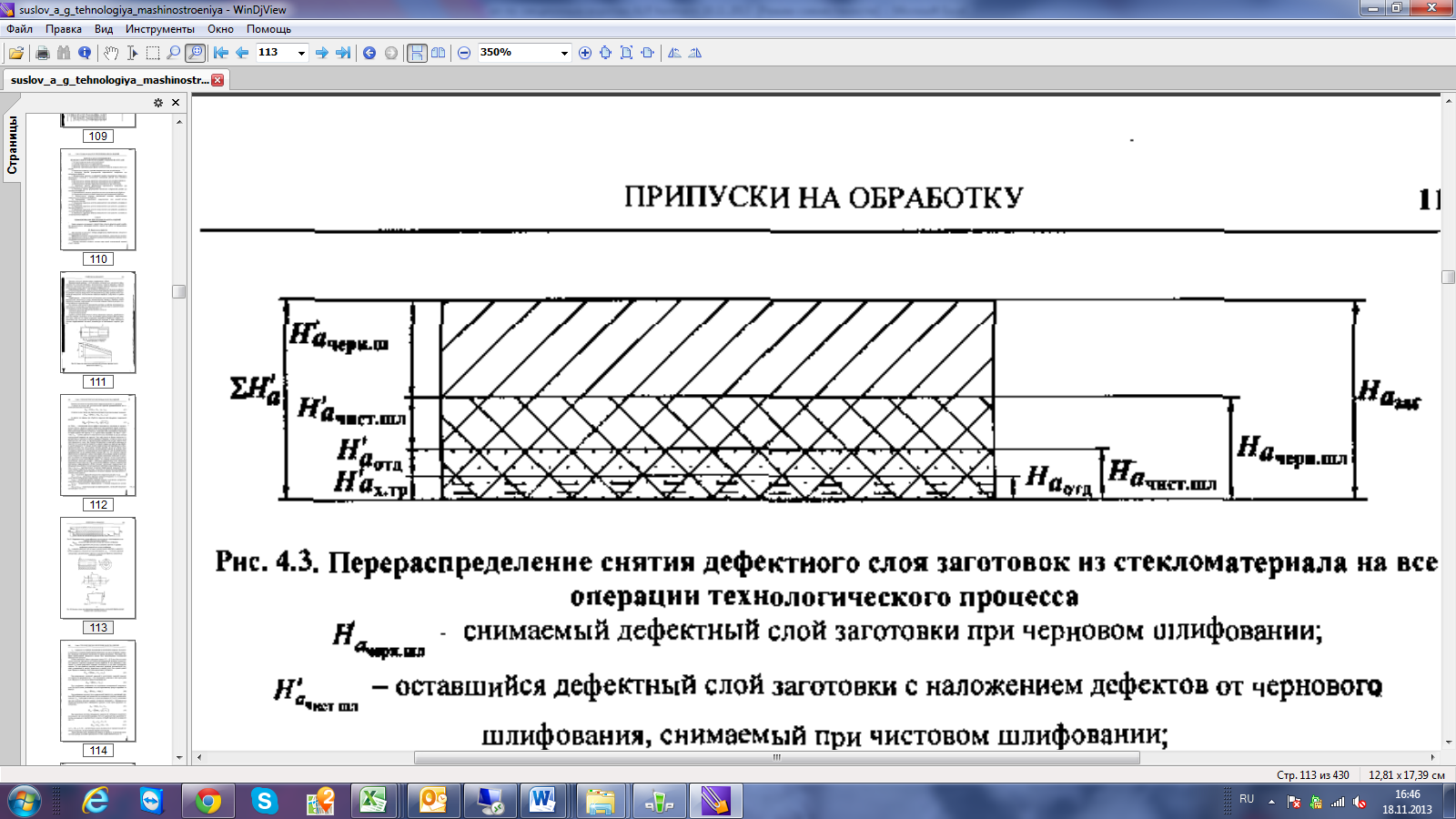
Рис. 4.3. Перераспределение снятия дефектного слоя заготовок из стекломатериала на все операции технологического процесса
Н'ачерн.шл.- снимаемый дефектный слой заготовки при черновом шлифовании;
Н'ачист.шл. - оставшийся дефектный слой заготовки с наложением дефектов от черновогошлифования, снимаемый при чистовом шлифовании;
Н'аотд. - оставшийся дефектный слой заготовки с дополнительными дефектами от чернового ичистового шлифования, снимаемый при отделочной обработке; Н'ах тр.- оставшийся дефектный слой заготовки с дополнительными дефектами от механической обработки, снимаемый при химическом травлении.
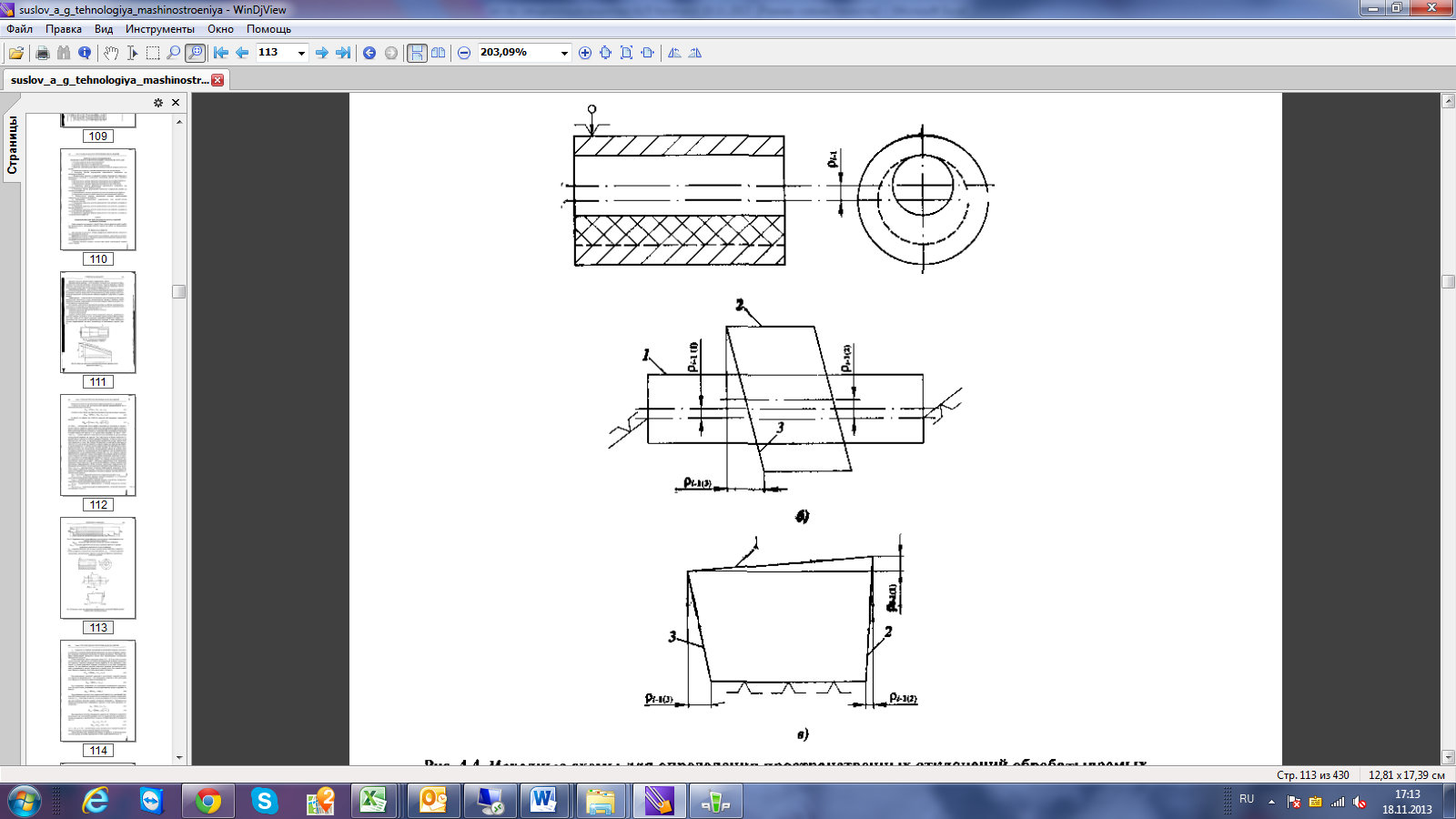
Рис. 4.4. Исходные схемы для определения пространственных отклонений обрабатываемых поверхностей относительно базовых
εyi - погрешность установки, возникающая на выполняемом переходе. В результате погрешности установки обрабатываемая поверхность заготовок не занимает одинакового положения относительно настроенного на размер инструмента. Получаемые смещения обрабатываемой поверхности должны быть компенсированы составляющей промежуточного припуска.
На базе приведенных общих структурных формул (4.1) - (4.3) могут быть получены частные расчетные зависимости для определения минимальной величины промежуточного припуска в отдельных конкретных случаях обработки. В этих уравнениях, в зависимости от условий выполнения операции, исключаются те или иные составляющие припуска. Так, при обработке наружной поверхности вращения цилиндрической заготовки, установленной в центрах, погрешность установки может быть принята равной нулю. Припуск на диаметр в этом случае рассчитывают по формуле
 (4.4)
(4.4)
При развертывании плавающей разверткой и протягивании отверстий смещение оси отверстия не исправляется (ρi-1= 0) и погрешность установки в этом случае равна нулю. Формула (4.3) для расчета припуска принимает вид
 (4.5)
(4.5)
При суперфинише, полировании или накатывании цилиндрической поверхности, когда достигается лишь уменьшение исходной шероховатости, припуск определяют по формуле
 (4.6)
(4.6)
При шлифовании заготовок после поверхностной закалки или упрочняющей обработки ППД поверхностный слой должен быть по возможности сохранен, следовательно, слагаемое Нai-1необходимо исключить из расчетных формул (4.1) и (4.3), а возможные при этом коробления заготовки должны учитываться величиной ρi-1. Зависимости для определения промежуточного минимального припуска в этом случае принимают следующий вид:
 (4.7)
(4.7)
 (4.8)
(4.8)
При определении величины минимального припуска не учитываются погрешности как исходного, так и получаемого размеров. Этот учет происходит при определении величины максимального промежуточного припуска, который определяется по формулам (рис. 4.5)
 (4.9)
(4.9)
 (4.10)
(4.10)
Где Тi-1; TDi-1 и Ti; TDi - соответственно допуск на размер после предшествующей операции или перехода и на выполняемой операции или переходе.
Общий максимальный и минимальный припуск на обработку и предельные промежуточные размеры заготовки определяются из схемы, представленной на рис. 4.5.
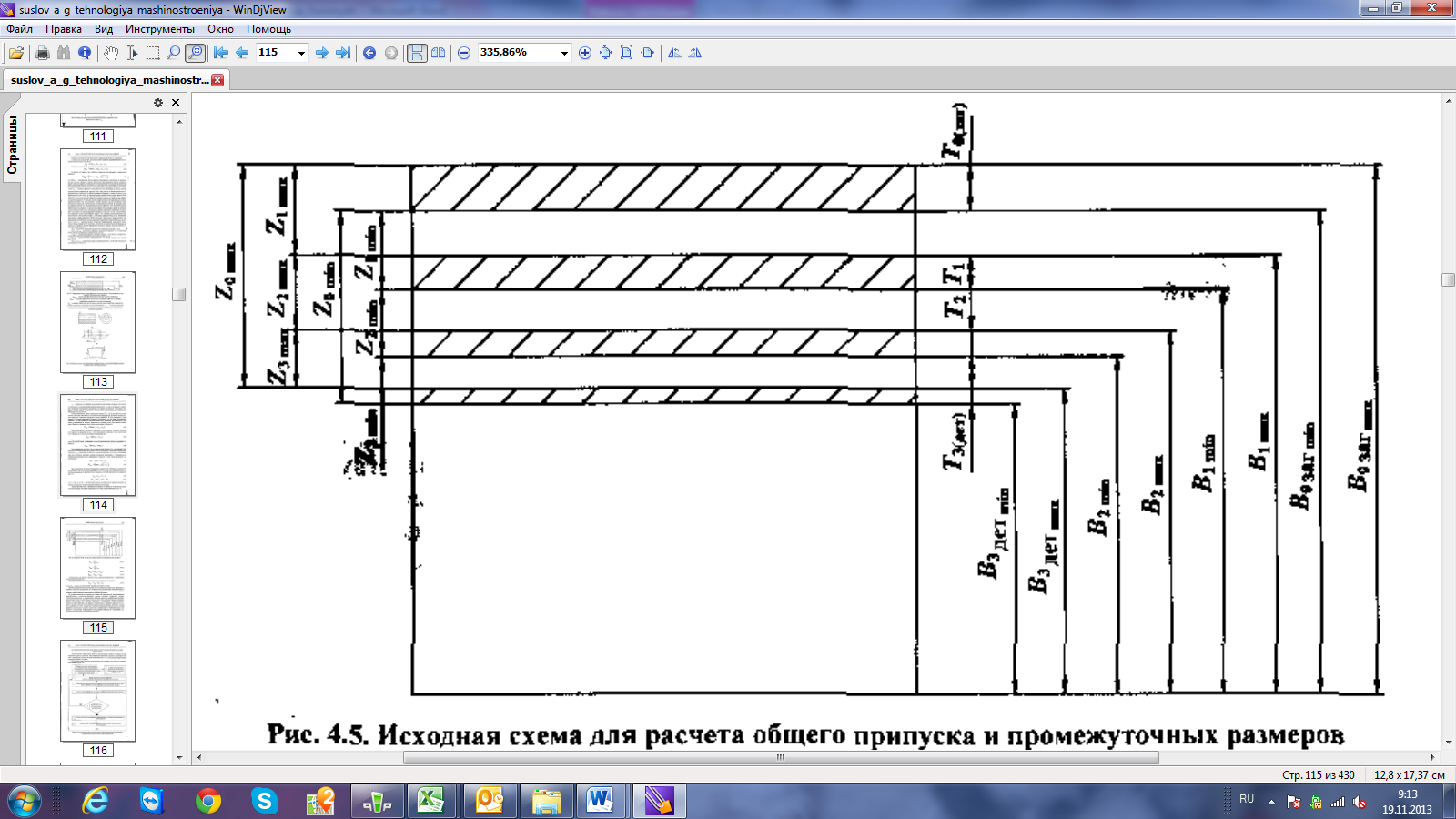
Рис. 4.5. Исходная схема для расчета общего припуска и промежуточных размеров
 (4.11)
(4.11)
 (4.12)
(4.12)
 (4.13)
(4.13)
 (4.14)
(4.14)
Составляющие для расчета промежуточных припусков приведены в справочнике технолога- машиностроителя.
Проверка правильности расчетов может быть произведена по формуле:
 (4.15)
(4.15)
где
 - допуск, соответственно, на размер
заготовки и детали.
- допуск, соответственно, на размер
заготовки и детали.
Изложенный расчетно-аналитический метод определения припусков применяют в серийном, массовом производстве для поверхностей, определяющих материалоемкость заготовки. Он позволяет значительно увеличить коэффициент использования материала и снизить технологическую себестоимость обработки заготовок.
В условиях единичного производства, а также для поверхностей, неопределяющих материалоемкость заготовок, имеющих напуски, припуски определяют опытно-статистическим методом по нормативным таблицам припусков, разработанным различными авторами. При этом табличные припуски могут быть промежуточными и операционными или общими. Их значения приведены в справочнике технолога-машиностроителя. Общие припуски, как правило, определяются по нормалям припусков на отливки и поковки. Опытно-статистические припуски обычно бывают завышены, так как они составлены без учета конкретных условий построения техпроцессов для условий обработки, при которых припуск должен быть наибольшим во избежание брака. Это приводит к уменьшению коэффициента использования материала и к увеличению технологической себестоимости обработки заготовок.