

6.2 Назначение технологических баз при проектировании технологических процессов
Одним из наиболее сложных и принципиальных разделов проектирования технологических процессов механической обработки и сборки является назначение технологических баз и базирующих поверхностей. От правильности решения вопроса о технологических базах в значительной степени зависят: фактическая точность выполнения размеров, заданных конструктором; правильность взаимного расположения обрабатываемых поверхностей; точность обработки, которую должен выдерживать рабочий при выполнении запроектированной технологической операции; степень сложности и конструкция необходимых приспособлений, режущих и мерительных инструментов; общая производительность обработки детали.
В отличие от конструктора, технолог, проектирующий технологический процесс, видит в чертеже детали не одну деталь с конфигурацией и размерами, заданными конструктором, а рассматривает ряд форм и размеров этой детали в процессе ее превращения из заготовки в готовую деталь.
Поэтому, начинал с первой операции обработки детали, технолог должен предусмотреть ориентировку обрабатываемых поверхностей по отношению к технологическим базам.
Начиная с первой операции обработки детали, ее обрабатываемые поверхности ориентируются по отношению к технологическим базам.
Причем, в зависимости от способа применения базирующих поверхностей при обработке деталей они подразделяются на: опорные, настроечные и проверочные базирующие поверхности.
Опорными базирующими поверхностями детали называются поверхности, непосредственно соприкасающиеся с соответствующими установочными поверхностями приспособления или станка (рис. 6.1).
Опорные технологические базы, обеспечивая необходимую точность обработки партии деталей на настроенных станках, не требуют сложной настройки станка и широко применяются в крупносерийном производстве.
Настроечной базирующей поверхностью технологической базы называется поверхность детали, по отношению к которой ориентируются обрабатываемые поверхности и которая связана с этими поверхностями непосредственными размерами и образуется при одной установке с рассматриваемыми обрабатываемыми поверхностями (см. рис. 6.1).
Заготовка опирается поверхностью М на упор зажимного устройства токарно- револьверного станка. Эта поверхность является опорной технологической базой для обработки поверхности А в размер h. Положение поверхностей В, С, D и Е определяется при настройке станка положением поверхности А, относительно которой производится установка упоров. Поэтому поверхность А, обрабатываемая при том же установке, что и поверхности В, С, D и Е, является для них настроечной технологической базой.
Особенно выгодно использование настроечных баз при применении автоматов, многорезцовых станков, гидрокопировальных станков, станков с программным управлением и т. д. Значительно упрощаются расчеты, простановка размеров и настройка инструмента.
При изготовлении деталей в условиях единичного и мелкосерийного производства, а также при сборке точных соединений, довольно широкое применение находят проверочные базы.
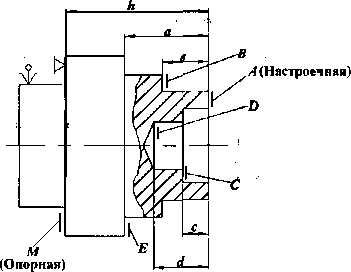
Рис. 6.1. Пример использования настроечной технологической базы при обработке заготовки на токарно-револьверном станке
Проверочной базирующей поверхностью называется поверхность обрабатываемой детали, по которой происходит выверка положения этой детали на станке или установка режущего инструмента.
Примером использования проверочной базы в условиях мелкосерийного производства может служить операция расточки гнезда подшипников фундаментной рамы судового дизеля (рис. 6.2).
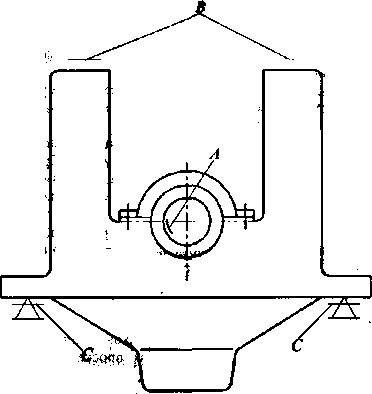
Рис. 6.2. Использование проверочной базы при расточке гнезд подшипников судового дизеля
Для обеспечения параллельности оси растачиваемых гнезд подшипников (поверхность А)
по отношению к плоскости фундаментной рамы с блоком цилиндров (плоскость В) при установке рамы на расточном станке с использованием индикаторов или ватерпаса выверяют положение плоскости В, являющейся технологической проверочной базой заготовки. Правильное горизонтальное положение этой поверхности достигается за счет применения специальных клиновых прокладок при установке поверхности С. При обработке по технологическим проверочным базам точность и качество опорных поверхностей заготовки (поверхность С) не оказывает влияния на точность обработки заготовки. Этот метод не требует применения сложных приспособлений для ориентировки заготовки на станке. Указанные достоинства позволяют его широко использовать в тяжелом машиностроении.
В качестве проверочных базирующих поверхностей в мелкосерийном производстве часто используются обрабатываемые поверхности детали. Например, при расточке отверстия Л, в эксцентрично изготовленной отливке для уменьшения влияния неравномерности припуска на расточку и устранения возможности появления черноты в отдельных местах расточенного отверстия, токарь перед расточкой выверяет установку детали в четырех кулачковом патроне или планшайбе по внутреннему, еще необработанному отверстию (рис. 6.3).
Вопрос о выборе технологических баз решается технологом в самом начале проектирования технологического процесса одновременно с вопросом о последовательности и методах обработки отдельных поверхностей детали.
При этом, естественно, назначение технологических баз начинается с выбора технологической базы для первой операции.
Совокупность базирующих поверхностей, используемых для первой установки детали, называется черновой технологической базой.
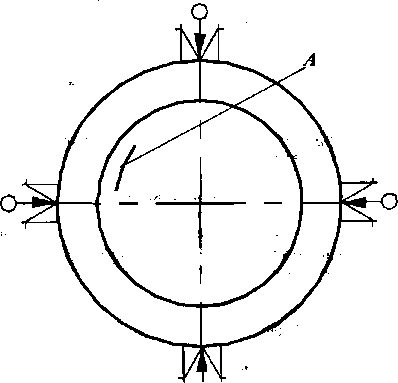
Рис. 6.3 Использование проверочной базы обрабатываемой поверхности
При выборе черновой технологической базы руководствуются следующими положениями.
1. В качестве черновой технологической базы должна выбираться поверхность или совокупность поверхностей, относительно которых при первой операции могут быть обработаны поверхности, используемые в качестве базирующих, т.е. черновая база должна всегда использоваться для обработки других технологических баз.
2. Для обеспечения точности ориентировки и надежности закрепления детали в приспособлении черновая база должна иметь достаточные размеры, возможно более высокую степень точности и наименьшую шероховатость поверхности!
3. В качестве черновой базы не следует использовать поверхности, на которых расположены в отливках прибыли, а также швы, возникшие в местах разъемов опок и пресс-форм в отливках и поковках.
4. В связи с тем, что точность и шероховатость необработанных поверхностей всегда ниже точности и выше шероховатости обработанных поверхностей, черновая база должна использоваться при обработке детали только один раз, при выполнении первой операции. Все последующие операции и установки детали должны осуществляться на обработанных базирующих поверхностях.
5. Для того чтобы обеспечить правильность взаимного расположения системы обработанных поверхностей детали относительно необработанных, в качестве черновой технологической базы целесообразно выбирать совокупность поверхностей, остающихся необработанными.
6. В качестве черновой базы может быть взята поверхность, с которой при обработке должен быть снят минимальный припуск.
7. Черновая база должна обеспечить равномерность распределения припусков, что особенно важно при обработке ответственных деталей сложной конструкций, изготавливаемых из отливок и поковок.
Естественно, все эти положения - не догма. Одни могут выполняться, другие - нет, но необходимо всегда стремиться к их выполнению. Например, на рис. 6.4 приведен корпус подшипника, при обработке которого черновой технологической базой является поверхность А, остающаяся необработанной. При установке на черновую базу А производится обработка (фрезерование) плоскости В, выдерживая размер а и обеспечивая параллельность плоскостей А и В, При дальнейшей обработке корпуса подшипника (плоскость С в размер Ь, гнездо под подшипник М, выдерживая размер с, и т.д.) в качестве технологической базы используется плоскость 3,
На рис. 6.5, а приведена схема установки шатуна на первой операции при обработке торцевых поверхностей А, 3, С и D головок, которые в дальнейшем являются технологическими базами при обработке отверстий в головках (рис. 6,5, б). В качестве черновой технологической базы на первой операции используются боковые плоскости стержня шатуна К, базирование по которым осуществляется в самоцентрирующихся зажимах. Этим обеспечивается выполнение и 7-го положения - равномерность снятия припуска с торцев головок шатуна.
После выбора черновой базы производится назначение технологических баз для всех последующих операций проектируемого технологического процесса, причем обычно руководствуются принципами единства и постоянства баз.
Принцип единства баз заключается в том, что в качестве технологических баз следует принимать поверхности, которые одновременно являются конструкторскими и измерительными базами детали.
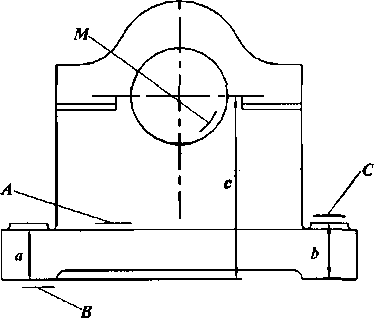
Рис. 6.4 Выбор черновой базы при обработке корпуса подшипника
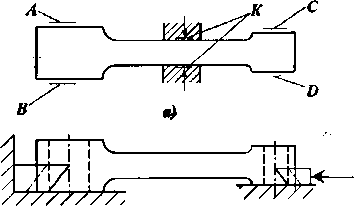

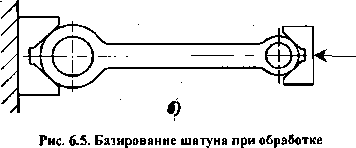
Рис. 6.5 Базирование шатуна при обработке
При единстве (совмещении) технологических, конструкторских и измерительных баз на операциях обеспечиваются размеры, проставленные на чертеже детали, с использованием всего поля допуска на них.
Если технологическая база не совпадает с конструкторской или измерительной базой, технолог должен произвести пересчет размеров, проставляемых от технологических баз. Это приведет к ужесточению допусков на технологические размеры, а следовательно, к повышению технологической себестоимости изделия.
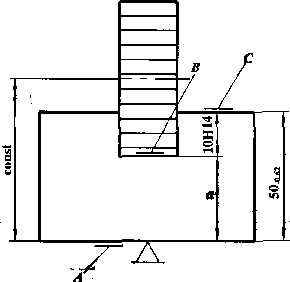
Рис. 6.6 Пример несовпадения конструкторской и технологической баз
Например, при обработке паза на глубину 10H14 (рис. 6.6) удобно установить заготовку на нижнюю поверхность А. Так как дно паза В связано размером 10+0,36 с верхней плоскостью С, то эта плоскость является для паза конструкторской и измерительной базами. В этом случае технологическая база (поверхность А) не совпадает с конструкторской и измерительной базами.
При работе на настроенном станке расстояние от оси фрезы до плоскости стола сохраняется неизменным, а следовательно и постоянен размер, отсутствующий на чертеже. Размер глубины паза 10+0,36 мм не будет выдержан, так как на него влияет погрешность размера 50-0,67 мм, полученная на предыдущей операции.
На операционном эскизе при автоматическом получении точности размеров на настроенном станке должен быть поставлен технологический размер а. Как сам размер, так и его точность определяются из замкнутой размерной цепочки (рис. 6.6).
а = 50 -10 = 40 мм
Та = 0,32-0,62 = -0,Зи мм
Так
как допуск отрицательным быть не может,
то необходимо увеличить допуск на размер
паза 10 или уменьшить допуск на размер
50. Но допуск на размер паза задан
конструктором и не может быть уменьшен,
следовательно, необходимо уменьшать
допуск на размер 50, т.е. повышать точность
обработки по предыдущей операции.
Ужесточаем его до 50h11(-0,16).
Тогда
расчет по максимуму и минимуму позволяет
получить технологический размер а
=
 .
Окончательно принимаем ближайшее
стандартное значение этого размера
а
= 40h11
.
Окончательно принимаем ближайшее
стандартное значение этого размера
а
= 40h11
 мм.
мм.
Сущностъ принципа постоянства баз заключается в том, что при разбивке технологического процесса стремятся к использованию одной и той же технологической базы, не допуская без особой необходимости смены технологических баз (не считая смены черновой базы).
Стремление осуществить обработку на одной технологической базе объясняется тем, что всякая смена технологических баз увеличивает погрешность взаимного расположения поверхностей, обработанных от разных технологических баз, дополнительно внося в нес погрешность взаимною расположения самих технологических баз, от которых производилась обработка поверхностей. Например, если на детали, изображенной на рис. 6.7, требуется обеспечить межосевое расстояние между малым и большим отверстиями с точностью ∆ = ± 0,1мм, а их обработка производилась на различных операциях от разных технологических баз, соответственно А и В (рис. 6.7, б), то фактическая величина смещения осей возрастет на величину допуска на размер 100, т.е. она равна (рис. 6.7, б)
∆max = 0,46 + 0,05 + 0,05 = 0,56 мм.
При выполнении обеих операций от одной технологической базы (рис.6.7, в)
∆max = 0,05 + 0,05 = 0,1 мм.
Требуемый допуск будет выполнен.
Особое значение базирование имеет при окончательной чистовой обработке. При назначении баз для чистовой обработки придерживаются следующих положений.
1. Для того чтобы при обработке детали можно было использовать все поля допусков, установленные конструктором, и не производить пересчетов размеров, как известно, связанных с необходимостью ужесточения конструкторских допусков, необходимо стремиться использовать основные базы.
2. Применение вспомогательных баз может быть допущено только для обработки поверхностей, имеющих большие допуски.
3. При построении технологического процесса по принципу концентрации операций, целесообразно использовать настроечные технологические базы.
4. При построении технологического процесса по принципу дифференциации операций, удобнее всего применять опорные технологические базы.
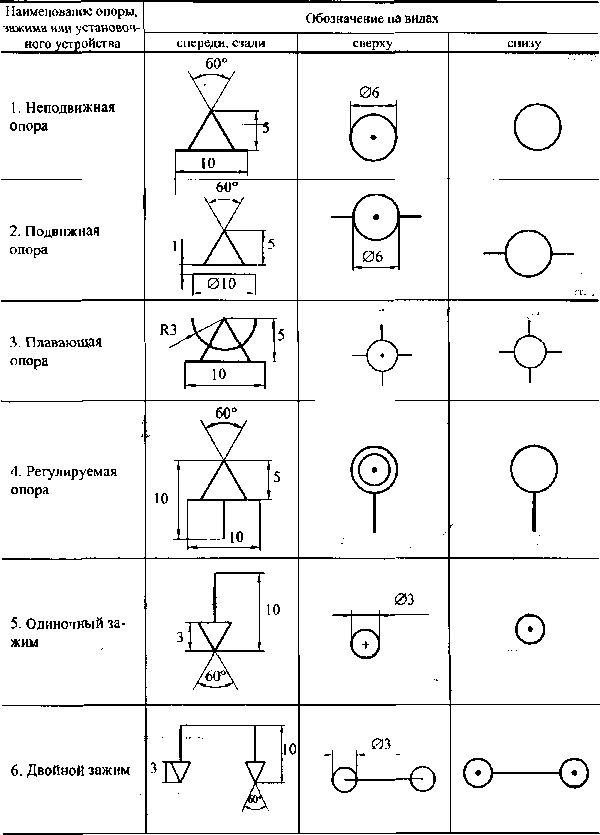
Для того чтобы на операционных эскизах не вычерчивать конструктивные базирующие и крепежные элементы приспособлений, в технологии машиностроения приняты следующие их обозначения (табл. 6.1).
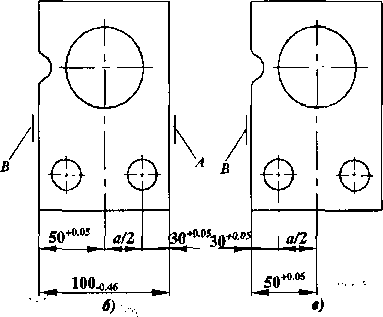
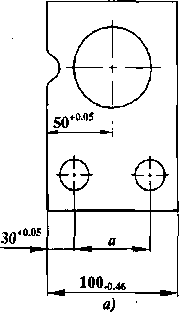
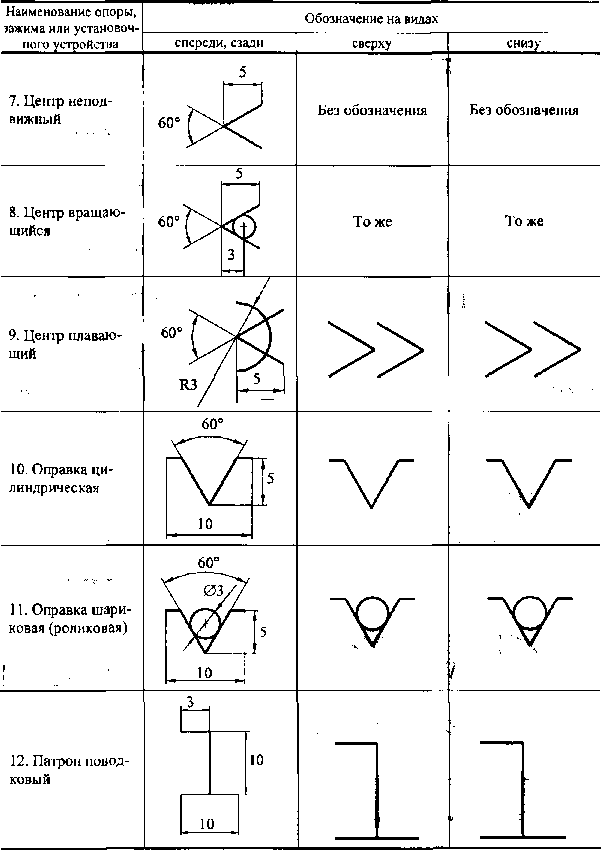
Таблица 6.1 Условное обозначение опор, зажимов, установочных устройств по ГОСТ 3.1107-81
Продолжение табл. 6.1
На рис. 6.8 приведены примеры замены конструктивных элементов приспособлений на условные обозначения.
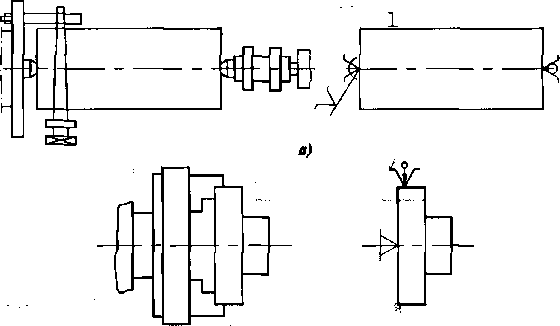
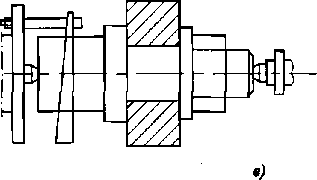
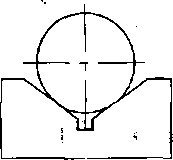
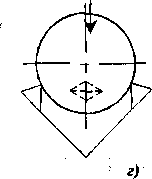
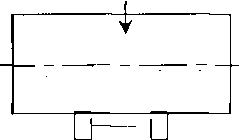
Рис. 6.8. Конструктивное и условное обозначение базирования и закрепления заготовок;
а - центра и поводковый патрон;
6 - трехкулачковый патрон; в - оправка; г – призма