

5.2. Структурно-стоимостная модель технологического процесса
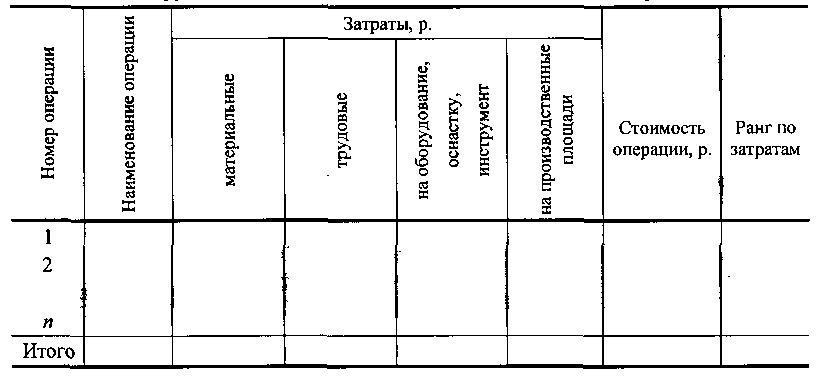
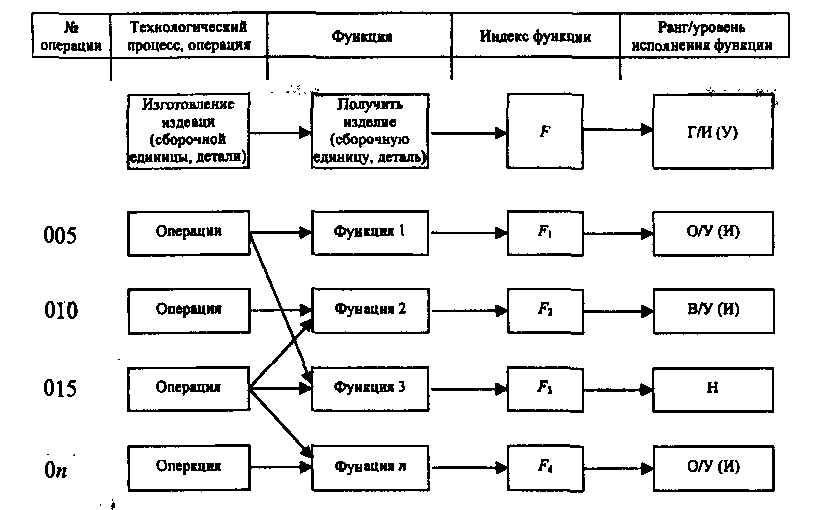
Рис. 5.16. Функциональная модель технологического процесса:
Г, О, В, Н — ранг функции (главная, основная, вспомогательная, ненужная);
И, У - уровень исполнения функции (избыточный, требующий усиления ресурсов)
Если в процессе ФСА технологического процесса появилась необходимость внести изменения в конструкцию или технические условия на изготовление изделия (детали), то технолог должен согласовать эти изменения с ведущим конструктором и только после этого продолжить анализ, при этом каждая функция технологического процесса должна способствовать созданию (или сохранению) определенных свойств, заданных системой высшего порядка (требования к изделию, сборочной единице, детали и т.д.).
На основании формализованного подхода к классификации — все функции, осуществляющие перенос информации с чертежа на материальный объект, относятся к основным, остальные - к вспомогательным. С этой точки зрения, часть функций формообразования будут основными, а часть (например, предварительная обточка детали) - вспомогательными. При формулировании функций операций, переходов наряду с полезными указываются ненужные функции путем постановки, например, следующих вопросов: «Необходима ли данная функция в реализации соответствующей основной? Можно ли обойтись без данной функции, не ухудшая качества процесса?»
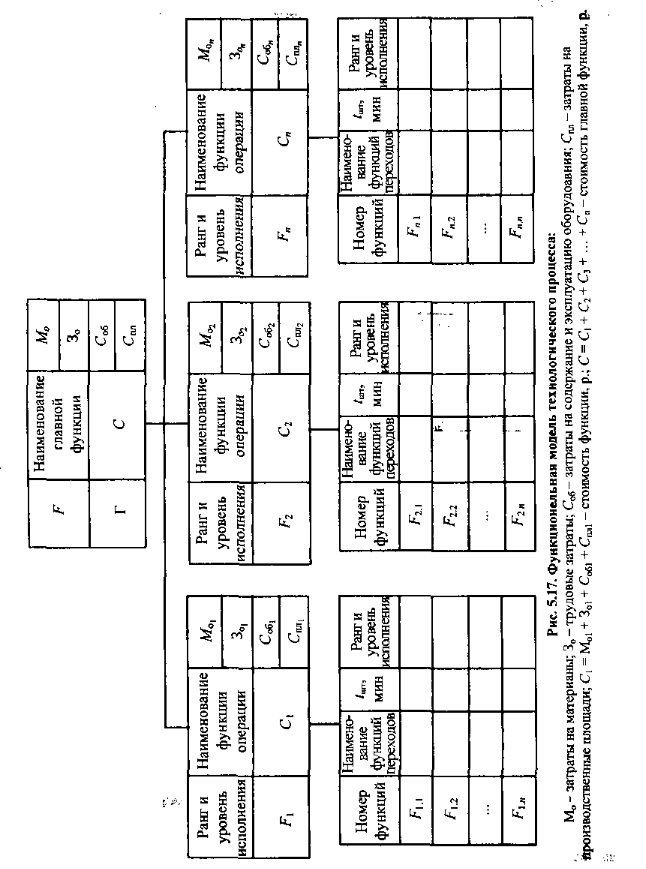
Разработку и построение функционально-структурной модели (ФСМ) технологического процесса (рис. 5.17) осуществляют совмещением структурно-элементной и функциональной модели. Анализ модели дает возможность установить функции и зоны сосредоточения (через материальные носители) наибольших затрат. Процедура совершенствования технологического процесса заключается в последовательном рассмотрении элементов его структурно-элементной модели с наибольшими избыточными функциональными затратами. Для каждой составляющей технологического процесса формулировка задачи по ее совершенствованию записывается следующим образом: изделие, элемент конструкции, точностные или качественные характеристики (указать) можно изготовить (получить) с меньшими затратами или не выполняя операцию (переход) - (указать), если (указать условия). При совершенствовании технологического процесса ставят целью ликвидировать или сократить затраты на носители не только ненужных и вспомогательных, а по возможности и основных функций. При этом полезные функции сокращенных операций (основные и вспомогательные) передаются оставшимся элементам процесса. При совершенствовании технологического процесса рассматриваемую технологическую операцию можно не выполнять: за счет предшествующих операций и переходов; за счет последующих операций и переходов. По результатам анализа формулируют задачи, которые необходимо решить на творческом этапе.
Творческий этап заключается в технико-экономическом анализе технологических процессов (рис. 5.18). По результатам оценки и анализа функций разрабатывают варианты их реализации с меньшими затратами с учетом использования более производительною оборудования, малооперационной и безотходной технологии. В ходе ФСА необходимо приблизить фактические функциональные затраты к минимально необходимым. Под минимально необходимыми затратами понимают такой нижний уровень затрат, который может быть достигнут при разработке наиболее экономичных технических решений, реализующих эту функцию. Фактические затраты на технологическую функцию (технологическую себестоимость) определяют аналитическим методом. При расчете затрат на функцию аналитическим методом необходимо не только правильно сформулировать содержание технологической функции, но и определить операции технологического процесса, обеспечивающие ее. Затраты на функцию можно выразить в виде функционально-технологической себестоимости, Сфт р., определяемой по формуле:
где n - число технологических операций в технологическом процессе, обеспечивающем данную функцию; Мо - затраты на основные материалы без стоимости отходов, р.;
3о - пооперационные затраты на заработную плату основных рабочих, р.; С0б - пооперационные затраты на содержание и эксплуатацию оборудования, р., определяются по формуле
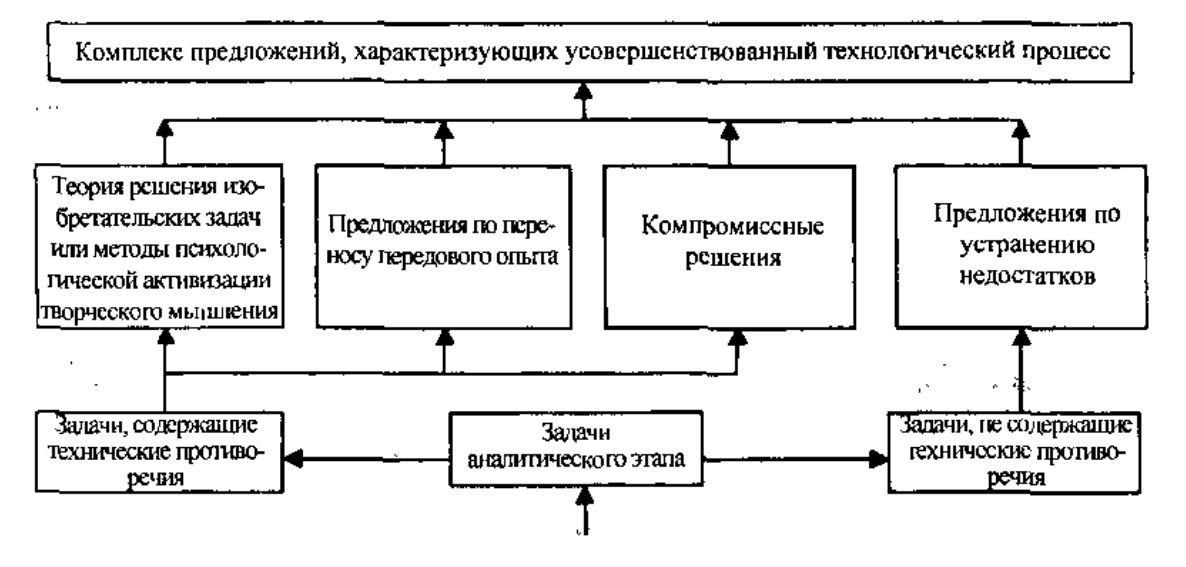
Рис. 5.18. Схема проведения работ на творческом этапе ФСА технологического процесса
где
 -
часовые затраты на базовом рабочем
месте, р.;
-
часовые затраты на базовом рабочем
месте, р.;
 - коэффициент машино-часа соответствующего
станка;
- коэффициент машино-часа соответствующего
станка;
 -
норма времени на выполнение операции,
мин;
-
норма времени на выполнение операции,
мин;
Соб - пооперационные затраты на содержание производственной площади, р.
Если в процессе проектирования или совершенствования технологического процесса требуются единовременные затраты на оснастку, инструмент, робототехнику, транспортное и складское оборудование, разработку и внедрение управляющих программ, то они должны быть учтены в затратах на функцию в соответствии с рекомендациями, изложенными в главе.
Затраты на главную функцию процесса в целом будут складываться из функционально-технологической себестоимости основных и вспомогательных функций. Итогом работ на творческом этапе является комплекс предложений, характеризующих усовершенствованный технологический процесс и его функционально-структурная модель.
Исследовательский этап заключается в оптимизации технологических процессов. На этом этапе производится анализ предложений, выработанных на предшествующем творческом этапе. Целью этого анализа является отбор приемлемых предложений, обеспечивающих возможность снижения технологической себестоимости изделия с повышением их конкурентоспособности и возможности их реализации. При необходимости проводятся дополнительные исследования, которые позволят реализовать наиболее рациональные предложения.
Рекомендательный этап предусматривает выдачу рекомендаций о реализации оптимальных технологических процессов, обеспечивающих выпуск конкурентоспособных изделий. Эти рекомендации подтверждаются расчетом ожидаемого экономического эффекта.