

4.4. Обеспечение качества изделий при сборке
Для обеспечения требуемой точности в зависимости от допуска на замыкающее звено, количество звеньев, составляющих сборочную размерную цепь, в серийном производстве используются следующие методы:
метод полной взаимозаменяемости;
метод неполной (частичной) взаимозаменяемости;
метод групповой взаимозаменяемости;
метод регулирования;
метод индивидуальной пригонки.
Метод полной взаимозаменяемости применяется при простых размерных цепях и не очень жестком допуске на замыкающее звено и используется в серийном, массовом производстве. При сборке методом полной взаимозаменяемости происходит лишь соединение сопрягаемых деталей и частей изделия, что позволяет обеспечить поточность сборки, упрощает снабжение запасными частями и ремонт машин, находящихся в эксплуатации, Применение метода ограничивается высокой себестоимостью изготовления деталей с узкими допусками.
Метод неполной (частичной) взаимозаменяемости применяется при допусках на составляющие звенья больше, чем при методе полной взаимозаменяемости. Требуемая точность замыкающего звена достигается не у всех собираемых объектов. Метод используется в мелкосерийном, крупносерийном производстве, В основе метода лежит положение теории вероятностей, по которому крайние величины размеров звеньев цепи встречаются реже, чем средние. Поэтому процент изделий, у которых величина замыкающего звена выходит за пределы требуемого допуска, незначителен. Дополнительные затраты на исправление брака небольшого числа изделий малы по сравнению с экономией труда и средств, получаемой при изготовлении деталей с более широкими допусками.
Метод групповой взаимозаменяемости применяется при простых размерных цепях и узком допуске на замыкающее звено и используется в массовом и крупносерийном производстве. При этом методе конструктивные допуски меньше технологических. Требуемые по конструктивным соображениям допуски посадок и замыкающих звеньев получают путем подбора охватывающих и охватываемых и составляющих звеньев, изготовленных с увеличенными допусками. Соединение деталей производят при непосредственном подборе или предварительной сортировке деталей на группы, или их сочетании (сортировки деталей на группы и непосредственно подбором).
При непосредственном подборе сборщик выбирает из всех деталей такие, которые дают требуемую посадку. Этот метод неприемлем для условий поточной сборки из-за колебаний времени на подбор деталей.
При поточном производстве осуществляется предварительная сортировка деталей на группы. Это осуществляется в определенной последовательности.
По чертежу определяют допуск требуемой посадки путем суммирования конструктивных допусков TD и Td на размеры сопрягаемых деталей (рис. 4.1б).
Устанавливают приемлемые для производства расширенные допуски на изготовление сопрягаемых деталей, т.е. технологические допуски TDТ и TdТ. Эти допуски должны быть по величине кратны конструктивным допускам.
Определяют число групп сортировки деталей
 (4.31)
(4.31)
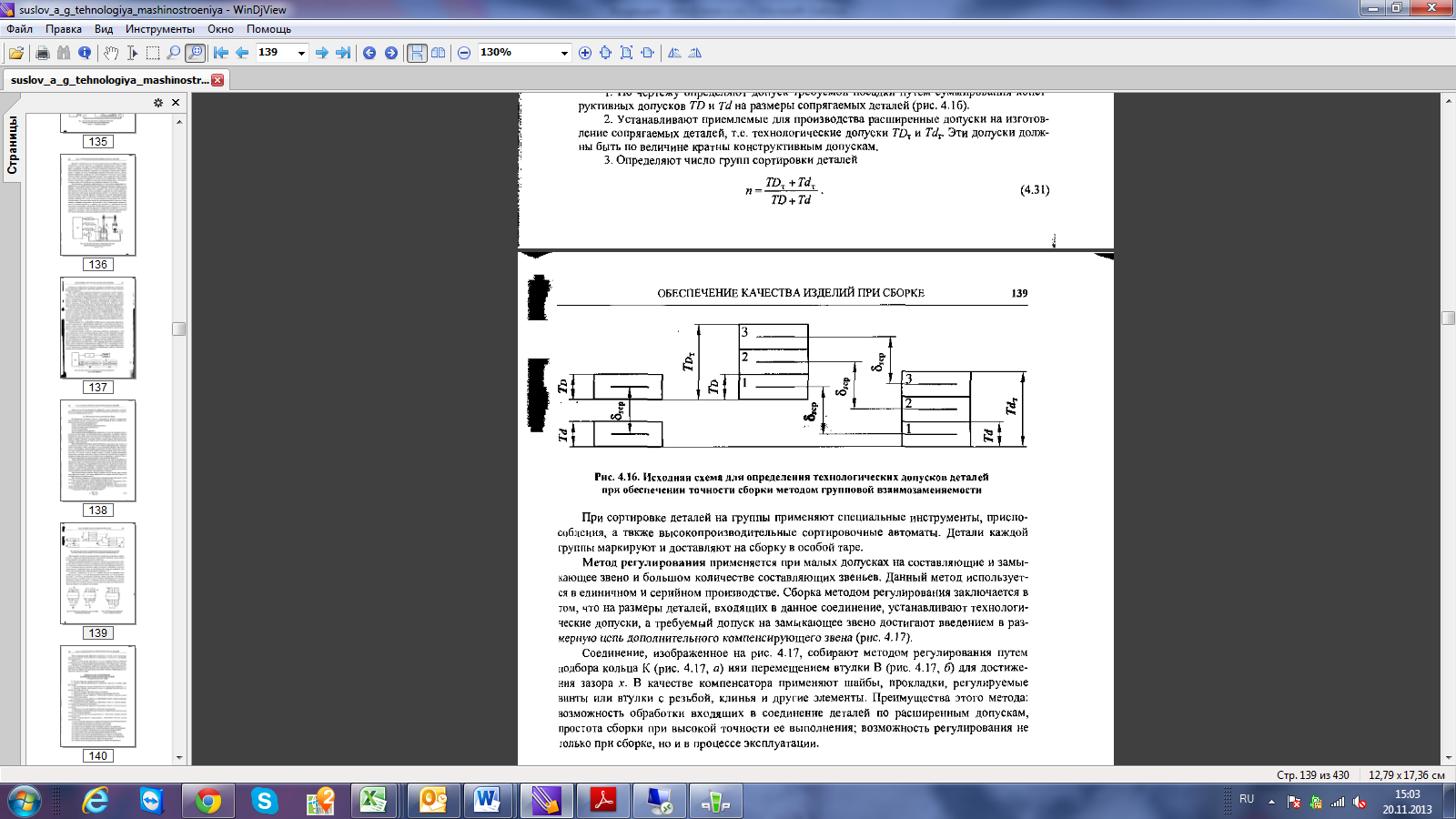
Рис. 4.16. Исходная схема для определения технологических допусков деталей при обеспечении точности сборки методом групповой взаимозаменяемости
При сортировке деталей на группы применяют специальные инструменты, приспособления, а также высокопроизводительные сортировочные автоматы. Детали каждой группы маркируют и доставляют на сборку в особой таре.
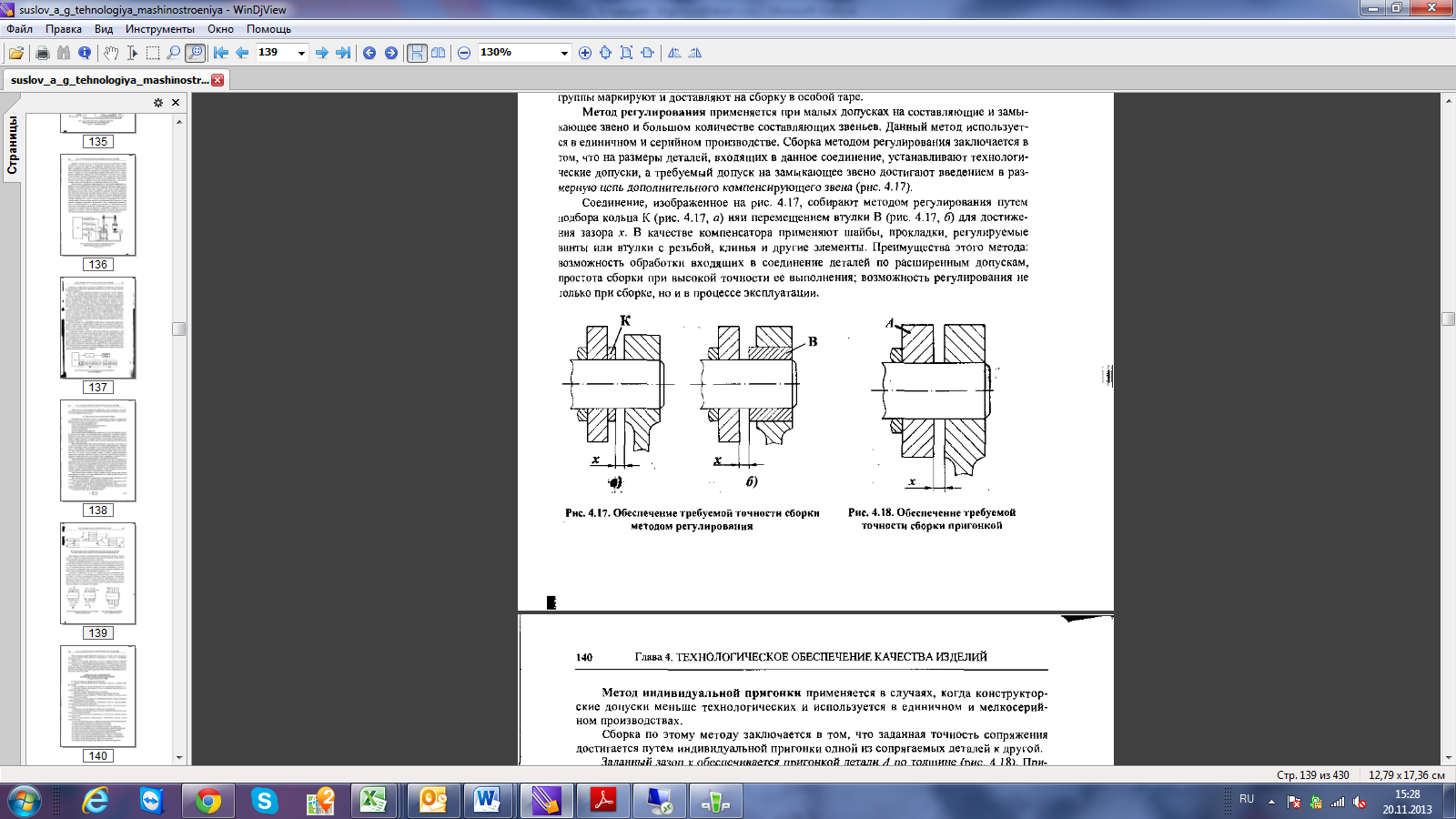
Метод регулирования применяется при малых допусках на составляющие и замыкающее звено и большом количестве составляющих звеньев. Данный метод используется в единичном и серийном производстве. Сборка методом регулирования заключается в том, что на размеры деталей, входящих в данное соединение, устанавливают технологические допуски, а требуемый допуск на замыкающее звено достигают введением в размерную цепь дополнительного компенсирующего звена (рис. 4.17).
Соединение, изображенное на рис. 4.17, собирают методом регулирования путем подбора кольцаК (рис. 4.17, а) или перемещением втулки В (рис. 4.17, 6) для достижения зазора х. В качестве компенсатора применяют шайбы, прокладки, регулируемые винты или втулки с резьбой, клинья и другие элементы. Преимущества этого метода: возможность обработки входящих в соединение деталей по расширенным допускам, простота сборки при высокой точности ее выполнения; возможность регулирования не только при сборке, но и в процессе эксплуатации.
Метод индивидуальной пригонки применяется в случаях, когда конструкторские допуски меньше технологических и используется в единичном и мелкосерийном производствах.
Сборка по этому методу заключается в том, что заданная точность сопряжения достигается путем индивидуальной пригонки одной из сопрягаемых деталей к другой.
Заданный зазор х обеспечивается пригонкой деталиА по толщине (рис. 4.18). Пригонку выполняют припиливанием, шабрением, притиркой, совместной обработкой сопряженных поверхностей (растачиванием или развертыванием отверстий для обеспечения соосности), обработкой одной детали при активном контроле обрабатываемой и сопрягаемой с ней другой детали.