

4.3 Обеспечение качества деталей при изготовлении
Требуемая точность размеров деталей при обработке может достигаться одним из двух принципиально отличных методов:
методом пробных ходов и промеров;
методом автоматического получения размеров на настроенных станках.
Сущность метода пробных ходов и промеров заключается в том, что к обрабатываемой поверхности заготовки, установленной на станке, подводят режущий инструмент и с короткого участка заготовки снимают пробную стружку. После этого станок останавливают, делают пробный замер полученного размера, определяют величину его отклонения от заданного и вносят поправку в положение инструмента, которую отсчитывают по делениям лимба станка. Затем вновь производят пробную обработку участка заготовки, новый пробный замер полученного размера и при необходимости вносят новую поправку в положение инструмента. Так, путем пробных ходов и промеров устанавливают правильное положение инструмента относительно заготовки, при котором обеспечивается требуемый размер. После этого выполняют обработку заготовки по всей ее длине. При обработке следующей заготовки всю процедуру установки инструмента пробными ходами и промерами повторяют.
При методе пробных ходов и промеров часто применяют разметку. На поверхность исходной заготовки специальными инструментами (чертилками, штангенрейсмусом, керном и др.) наносят тонкие линии или точки, показывающие контур детали или положение центров будущих отверстий.
При последующей обработке рабочий стремится совместить траекторию перемещения режущего лезвия инструменте с линией разметки заготовки и обеспечить тем самым взаимное положение поверхностей заготовки.
Достоинствами метода пробных ходов и промеров являются:
на неточном оборудовании можно получить высокую точность обработки;
при неточной заготовке можно правильно распределить припуск и предотвратить появление брака;
нет необходимости изготавливать сложные и дорогостоящие приспособления.
Недостатки метода заключаются в:
низкой производительности обработки из-за больших затрат времени на пробные ходы, промеры и разметку;
высокой возможности появления брака по вине рабочего, от внимания которого в значительной степени зависит достигаемая точность обработки.
Метод пробных ходов и промеров используется в единичном и мелкосерийном производствах.
В серийном производстве он может быть применен для исправления бракованных заготовок.
В условиях крупносерийного и массового производств и в большинстве случаев в серийном производстве для обеспечения требуемой точности размеров деталей при обработке используется метод автоматического получения размеров на настроенных станках. При данном методе станок предварительно настраивается таким образом, чтобы требуемая точность достигалась автоматически, почти независимо от квалификации и внимания рабочего. При этом применяется один из следующих методов:
по пробной детали;
по эталону;
по габаритам и упорам;
по индикатору;
с использованием специальных оптических и других приборов.
Так, при фрезеровании заготовок стол фрезерного станка предварительно устанавливают так, чтобы торец фрезы и ее периферия находились на требуемом расстоянии от опорных элементов приспособления (рис. 4.10). Эту предварительную настройку станка можно произвести по установочным габаритам. После такой настройки станка выполняют обработку всей партии заготовок без их промежуточных промеров.
При подрезке торца заготовки вершина режущего лезвия резца устанавливается на заданный размер по пробной заготовке или эталону (рис. 4.11). Получаемый размер с допуском проставляется от настроечной базы.
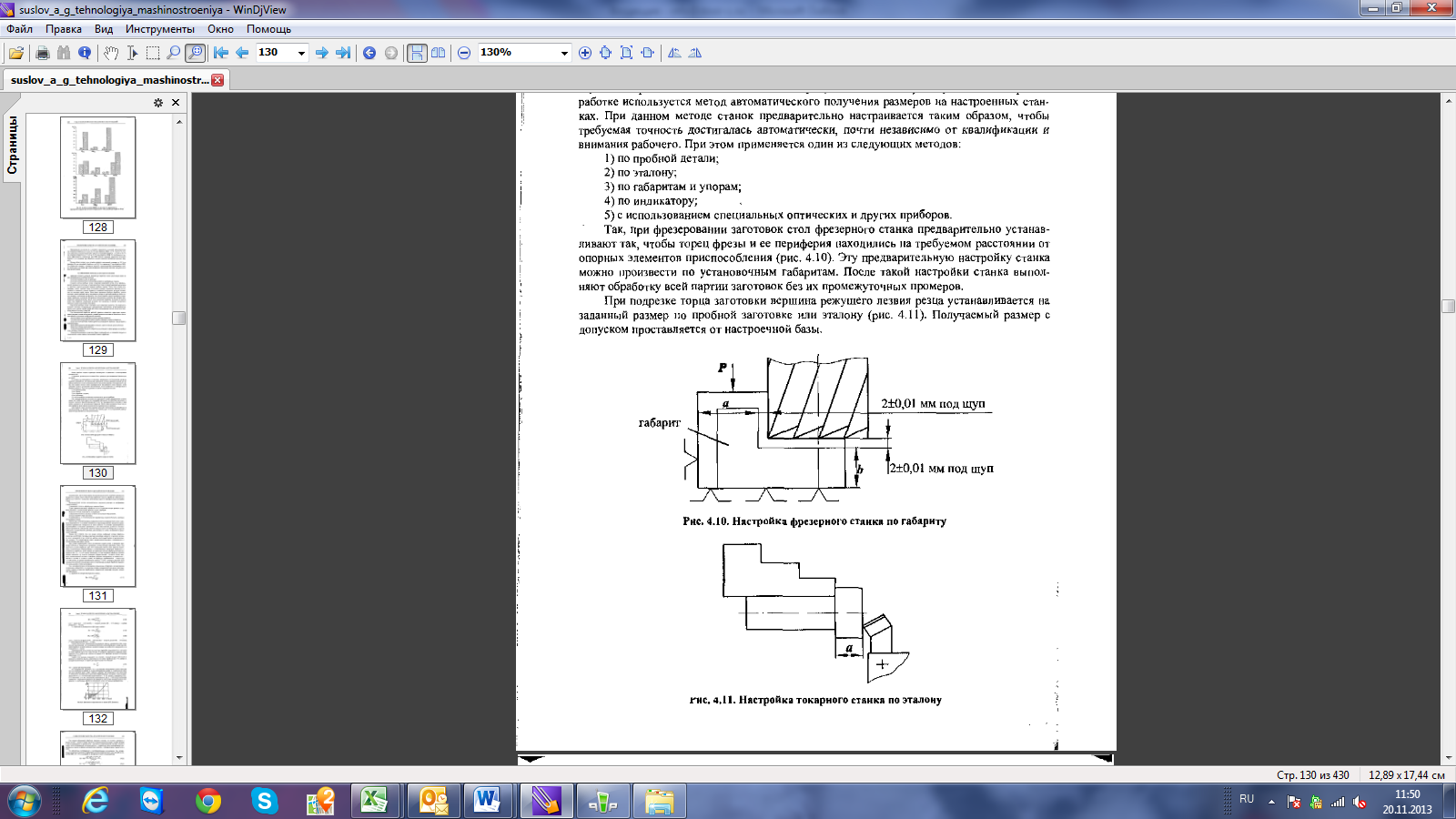
Рис. 4.10. Настройка фрезерного станка по габариту
Рис. 4.11. Настройка токарного станка по эталону
Следовательно, при использовании метода автоматического получения размеров на настроенных станках задача обеспечения требуемой точности обработки переносится с рабочего на технолога и наладчика, производящих расчет и предварительную настройку станка.
Преимуществами метода автоматического получения размеров на настроенных станках являются:
повышение точности обработки и снижение брака;
рост производительности обработки за счет устранения потерь времени на раз- метку заготовки и осуществление пробных ходов и промеров.
Недостатки метода заключаются в следующем:
невозможно получить высокую точность на неточном оборудовании;
нельзя исправить брак заготовки;
необходимость в изготовлении или приобретении приспособлений и приборов для настройки станков.
Обеспечение стандартизованных параметров качества поверхностного слоя, в частности шероховатости, в условиях единичного, а для неответственных деталей и в мелкосерийном производстве, базируется на опыте рабочего. В условиях среднесерийного, крупносерийного и массового производств, а для ответственных деталей и в мелкосерийном производстве, обеспечение качества поверхностного слоя базируется на строгом соблюдении технологических режимов, рассчитанных по схеме, изложенной в предыдущем параграфе.
Однако, как в первом, так и во втором случаях, выбранные условия обработки, вследствие воздействия случайных факторов (колебания твердости и припуска заготовки, износ инструмента и др.), зачастую требуют своей корректировки в производственных условиях. Эта корректировка может осуществляться вручную и автоматически с использованием адаптивных систем.
При ручной корректировке после изготовления первой детали и измерения параметров качества ее поверхности производят соответствующее изменение одного или нескольких условий обработки. Для этого необходимо хорошо знать характер взаимосвязи, технологически обеспечиваемых и контролируемых параметров поверхности с условиями ее обработки. Такие данные для различных методов обработки деталей приведены в табл. 3.1 - 3.4. Их анализ показывает, что при лезвийной обработке основное влияние оказывают: на точность размеров и формы деталей - точность станка, жесткость технологической системы и материал режущего инструмента; на волнистость - жесткость системы и точность станка; на параметры шероховатости — подача (при S≥ 0,08 мм/об); на физико-механические свойства - СОТС, геометрия режущей части инструмента и режимы (последовательность перечисления условий обработки определяется уменьшением степени их влияния).
Так, экспериментальные исследования, проведенные в Брянском государственном техническом университете, по изучению влияния динамической жесткости металлорежущих станков на качество обработанных поверхностей позволили получить следующие зависимости:
обработка на токарно-винторезных станках:
 (4.17)
(4.17)
 (4.18)
(4.18)
где S - подача (0,1...0,25 мм/об); v- скорость резания (56...112 м/мин); t — глубина резания (0,5...2,0 мм);
обработка на универсально-фрезерных станках:
 (4.19)
(4.19)
 (4.20)
(4.20)
где Sz – подача на зуб фрезы (0,02...0,04 мм/зуб); v - скорость резания (62...124 м/мин); t — глубина фрезерования (0,3...1,0 мм).
Анализ полученных зависимостей подтверждает вывод, сделанный на базе теоретических исследований, что динамическая жесткость металлорежущих станков при чистовой обработке деталей оказывает основное влияние на волнистость поверхности, а на шероховатость - подача.
Превалирующая роль подачи на высотные параметры шероховатости, в частности Rz, была доказана еще в 40-е годы XX века. В частности, зависимость параметра шероховатости Rz от подачи при точении по данным П.Е. Дьяченко выглядит следующим образом (рис. 4.12).
Анализ этого рисунка показывает, что точение с подачей меньше 0,08 мм/об не приводит кснижению высоты шероховатости по закону параболы (рис. 4,12, кривая 3), который использовался в то время для теоретического ее описания
 (4.21)
(4.21)
где r - радиус при вершине резца.
Из экспериментов следовало, что с дальнейшим уменьшением подачи шероховатость не уменьшается (кривая 2), а даже увеличивается (кривая 1). Теоретическое описание этого процесса дано в главе 3 данного учебника. Эта неизменность или увеличение Rz объясняется пластическим оттеснением обрабатываемого материала в зоне контакта с инструментом, т.е. составляющей шероховатости — h3. Ее анализ в уравнениях (3.6) - (3.9) показывает, что для уменьшения шероховатости при S< 0,08 мм/об необходимо стремиться к уменьшению радиусов при вершине и скруглению режущей кромки инструмента, т.е. необходимо обработку производить остро заточенным инструментом.
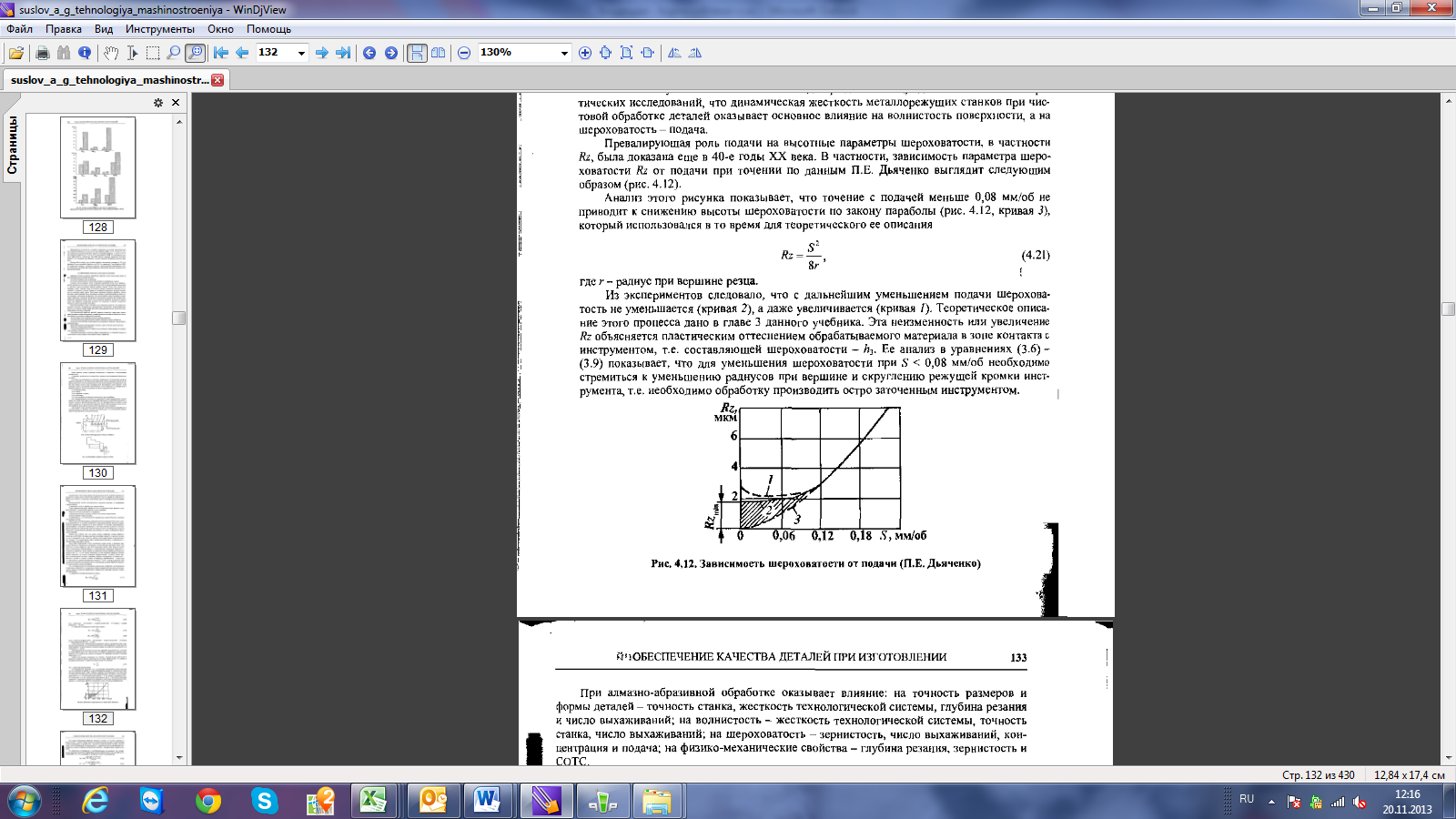
Рис. 4.12. Зависимость шероховатости от подачи (П.Е. Дьяченко)
При алмазно-абразивной обработке оказывает влияние: на точность размеров и формы деталей - точность станка, жесткость технологической системы, глубина резания и число выхаживаний; на волнистость - жесткость технологической системы, точность станка, число выхаживаний; на шероховатость - зернистость, число выхаживаний, концентрация и подача; на физико-механические свойства - глубина резания, зернистость иСОТС.
Это убедительно подтверждают и экспериментальные исследования. Так, эмпирические уравнения взаимосвязи параметров качества поверхностного слоя деталей из стали 40Х (HRCэ30...35) с условиями их шлифования имеют следующий вид:
 (4.22)
(4.22)
 (4.23)
(4.23)
 (4.24)
(4.24)
где v- окружная скорость детали (0,33 ... 0,83 м/с); Sпр - продольная подача (0,3В...0,8В, В - ширина круга); Sрад - радиальная подача (0,01 ... 0,05 мм/дв.ход); n - число выхаживаний (5 ... 10); H-твердость круга (СТ2; СМ1); Z - зернистость круга (16 ... 40);jст - жесткость круглошлифовального станка (9,8 ... 29,4 мН/м).
При отделочно-упрочняющей обработке ППД точность размеров и формы деталей зависят, в основном, от исходного значения, частично, от рабочего усилия, числа рабочих ходов и предела текучести обрабатываемого материала; волнистость, кроме перечисленных факторов, зависит от формы рабочего инструмента; шероховатость - от ее исходного значения, рабочего давления, подачи и предела текучести обрабатываемого материала. Анализ табл. 3.3 показывает, что при ОУО ППД в наибольшей мере можно управлять физико-механическими свойствами, которые значительно зависят от рабочего давления, числа рабочих ходов, подачи, формы инструмента, предела текучести обрабатываемого материала и СОТС.
Это подтверждают и результаты экспериментальных исследований. Так, при вибронакатывании плоских поверхностей деталей из стали 40Х (HRC, 30...35) эмпирические уравнения взаимосвязи параметров качества поверхностного слоя с условиями обработки имеют следующий вид:
 (4.25)
(4.25)
 (4.26)
(4.26)
 (4.27)
(4.27)
где Raисх - исходная шероховатость поверхности (0,5...1,6 мкм); р - рабочее давление (200...600 МПа); п - число рабочих ходов (1...3); Sпр, - продольная подача (200...600 мм/мин).
Их анализ подтверждает вывод, сделанный по теоретическим исследованиям, что основное влияние на качество поверхностного слоя при ОУО ППД оказывает рабочее давление и исходное качество поверхности.
При электроэрозионной обработке деталей:
 (4.28)
(4.28)
 (4.29)
(4.29)
 (4.30)
(4.30)
где
Аи–
энергия импульса (0,0002...0,0125 Дж); Пд
- критерий Палатника материала детали
(2,51 1014...6,8
1014
1014...6,8
1014 ); Пи
- критерий Палатника материала
инструмента(5,98
1014...2,23
1014
);
); Пи
- критерий Палатника материала
инструмента(5,98
1014...2,23
1014
);  —
исходная волнистость
обрабатываемой поверхности(1,6...10мкм);
—
исходная волнистость
обрабатываемой поверхности(1,6...10мкм);
 -
волнистость рабочей поверхности
инструмента (1,6...5 мкм).
-
волнистость рабочей поверхности
инструмента (1,6...5 мкм).
Для автоматизированной корректировки режимов обработки используются различные адаптивные системы активного контроля с обратной связью.
Адаптивное управление точностью обработки разработано в МГТУ (СТАНКИН) коллективом ученых во главе с профессором Б.С. Балакшиным. Его сущность заключается в автоматизированном управлении упругими перемещениями путем изменения продольной подачи. Они позволяют:
существенно повысить точность обрабатываемых заготовок и других показателей качества за счет уменьшения поля рассеяния, порождаемого совокупным действием факторов, являющихся случайными при обычной обработке; повышение точности обработанных заготовок при этом тем больше, чем выше удельное влияние поля рассеяния, создаваемого совокупным действием случайных факторов, в поле допуска, установленного на соответствующий параметр точности заготовки;
увеличить штучную производительность подавляющего большинства технологических систем; рост производительности обработки достигается за счет применения наивысших режимов резания, допускаемых технологической системой при заданной точности и реально существующих колебаниях твердости и размеров исходной заготовки и жесткости системы по длине обработки, а также за счет прохождения режущим инструментом холостых ходов и участков обработки с минимальным припуском при максимальной подаче;
использовать чрезвычайно тонкий и чувствительный механизм регулирования технологической системы, работающей без скачков, с сохранением постоянного размера статической настройки;
обеспечить обработку заготовок с равномерной нагрузкой технологической системы, что способствует более экономичному использованию системы и режущего инструмента, повышает долговечность работы системы и снижает затраты на режущий инструмент.
К недостаткам метода управления упругими перемещениями технологической системы следует отнести влияние изменения продольной подачи на шероховатость обработанной поверхности. Известно, что при увеличении продольной подачи шероховатость обрабатываемой поверхности возрастает, поэтому при колебаниях продольной подачи (при ее регулировании с целью компенсации изменения усилия резания) шероховатость поверхности становится неоднородной. Следует, однако, заметить, что во многих случаях обработки этот недостаток не является существенным, так как наиболее ответственные детали, для служебных свойств которых важно постоянство шероховатости поверхности, после обычных получистовых и чистовых операций проходят более тонкую доводочную обработку.
Системы автоматического управления точности обработки нашли применение в ряде конструкций станков, выпускаемых отечественной промышленностью. Вместе с тем следует отметить, что, несмотря на большие достоинства систем адаптивного управления, имеется ряд факторов, ограничивающих их использование. К ним относятся рост стоимости станков, оснащаемых этими системами; усложнение и удорожание их наладки, обслуживания и ремонта. В случаях многоинструментной обработки системы адаптивного управления в значительной мере теряют свои преимущества.
Изложенные идеи автоматического управления в настоящее время широко разрабатываются у нас в стране и за рубежом при создании станков с адаптивным управлением по различным параметрам режимов резания (сила, мощность, температура в зоне резания) или одновременно по комплексу параметров. При этом наиболее перспективно применение подобных систем в станках с ЧПУ, управляемых мини-ЭВМ и микропроцессорами.
Так, Рыбинской авиационной технологической академией, под руководством проф. В.Ф. Безъязычного, разработана адаптивная система, базирующаяся на косвенном контроле параметров качества обрабатываемой поверхности через силу и температуру резания.
В ФРГ под руководством проф. X. Салье разработана прямая система адаптивного управления качеством обрабатываемой детали, в том числе и параметром шероховатости Ra, при шлифовании (рис. 4.13).
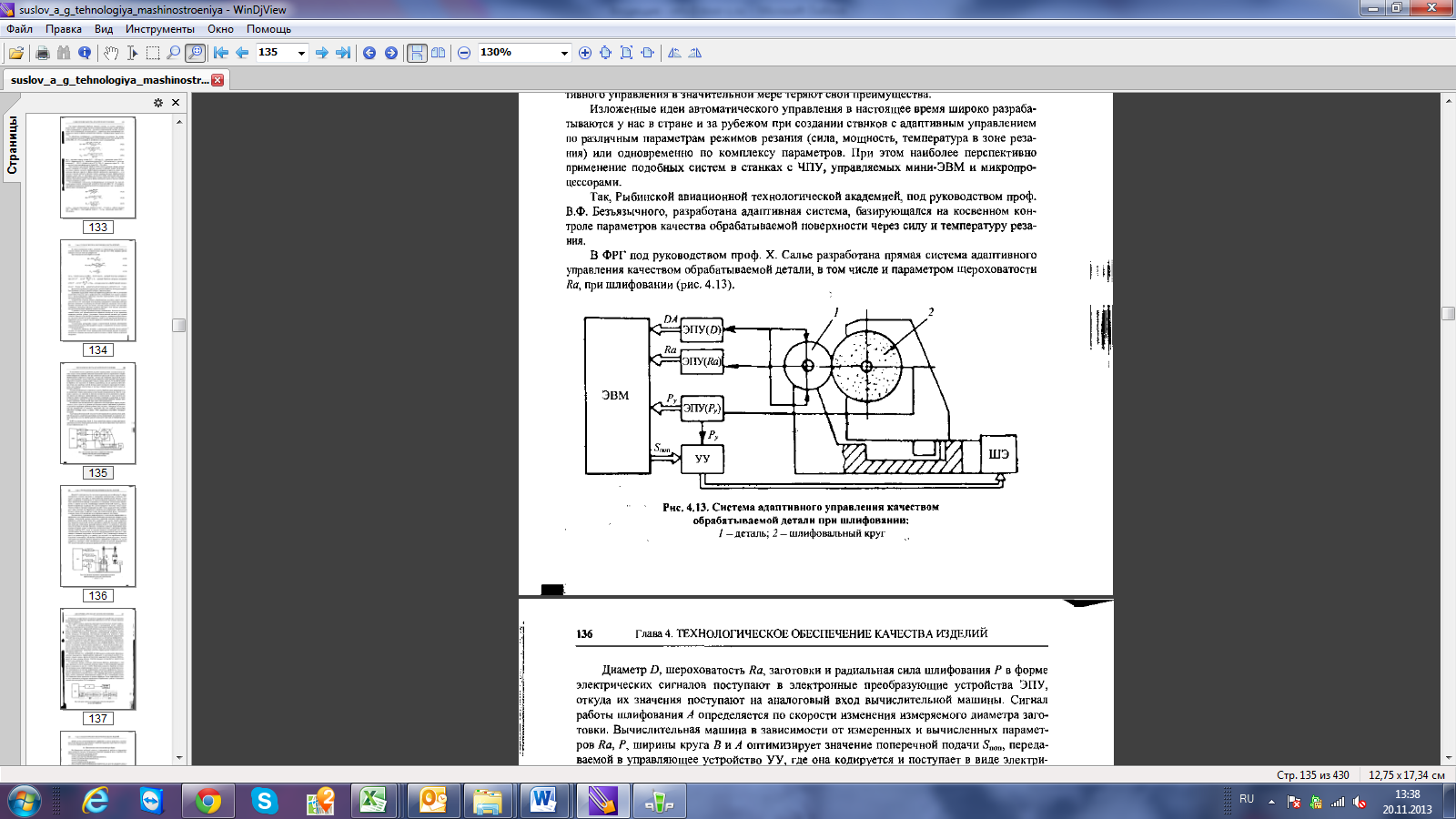
Рис. 4.13. Система адаптивного управления качеством обрабатываемой детали при шлифовании:
1 – деталь; 2 – шлифовальный круг
Диаметр D, шероховатость Ra, заготовки и радиальная сила шлифования Р в форме электрических сигналов поступают в электронные преобразующие устройства ЭПУ, откуда их значения поступают на аналоговый вход вычислительной машины. Сигнал работы шлифованияА определяется по скорости изменения измеряемого диаметра заготовки. Вычислительная машина в зависимости от измеренных и вычисленных параметров Ra, Р, ширины круга В и А оптимизирует значение поперечной подачи Sпоп, передаваемой вуправляющее устройство УУ, где она кодируется и поступает в виде электрического сигнала на шаговый электродвигатель ШЭ. Сигнал радиальной силы шлифования Р также поступает на управляющее устройство для своевременного переключения быстрого подвода круга на рабочую подачу при соприкосновении круга с заготовкой и остановки станка, если радиальная сила шлифования превысит допустимую.
Для адаптивного управления микротвердостью и остаточными напряжениями поверхностного слоя обрабатываемой детали необходимо дополнительно измерять ее температуру, Аналогичный принцип адаптивного управления качеством обрабатываемой поверхности деталей машин может быть применен и при других методах обработки. Так, общий вид аналогичной системы адаптивного управления качеством обрабатываемой детали при хонинговании цилиндра приведен на рис. 4.14. Диаметр D, шероховатость Ra заготовки и давление брусков р, измеряемые в процессе хонингования специальными датчиками, в виде электрических сигналов поступают в электронные преобразующие устройства ЭПУ, откуда их значения передаются в аналоговый вход вычислительной машины. Вычислительная машина по запрограммированной стратегии и в зависимости от величины измеренных и вычисленных D, Ra и р оптимизирует значение подачи Sили давление брусков р по диаметру при чистовом и по шероховатости Ra при отделочном хонинговании, обеспечивая максимальную производительность. Значение этой подачи или давление брусков передается в управляющее устройство УУ, где оно кодируется и поступает в виде электрического сигнала на шаговый электродвигатель ШЭ, осуществляющий регулирование радиальной подачи или давления брусков.
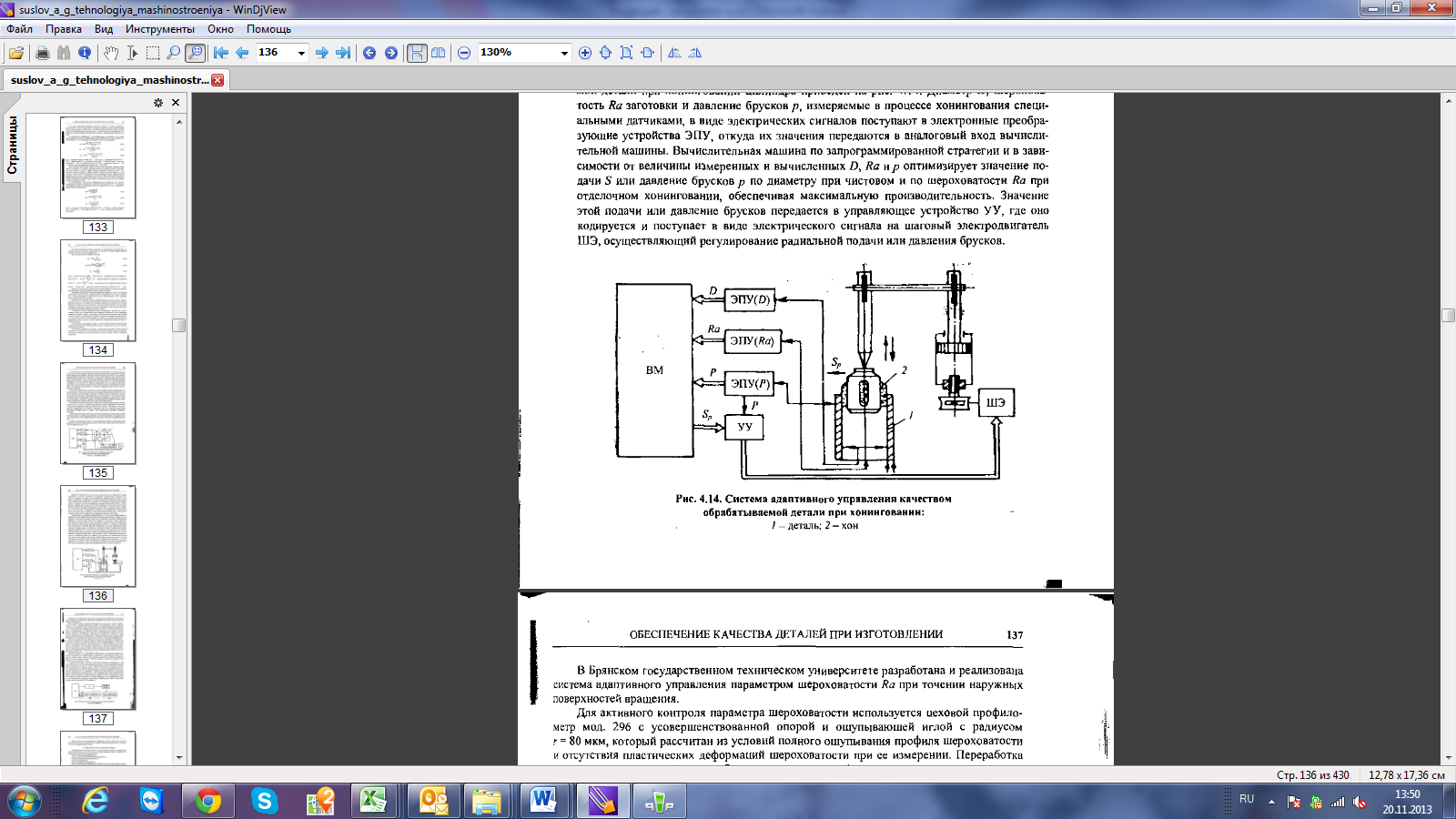
Рис. 4.14. Система адаптивного управления качеством обрабатываемой детали при хонинговании:
1 – деталь; 2 – хон
В Брянском государственном техническом университете разработана и реализована система адаптивного управления параметром шероховатости Ra при точении наружных поверхностей вращения.
Для активного контроля параметра шероховатости используется цеховой профилометр мод.296 с усовершенствованной опорой и ощупывающей иглой с радиусом т= 80 мкм, который рассчитан из условий полного ощупывания профиля шероховатости и отсутствия пластических деформаций шероховатости при ее измерении. Переработка опоры и ощупывающей иглы объясняется еще и необходимостью устранить их касательные колебания, обусловленные вращением контактирующей измеряемой детали. Поэтому специально изготовленная ощупывающая алмазная игла вставлена в торец штока, который вертикально перемещается в бронзовой прецизионной направляющей. Обратный торец штока находится в постоянном контакте с иглой датчика профилометра,
В качестве воздействующего фактора на возможность оперативного изменения шероховатости поверхности в процессе обработки было проанализировано теоретическое уравнение по расчету параметра шероховатости при лезвийной обработке. Этот анализ показал, что изменение скорости подачи оказывает в 5 - 20 раз большее влияние на изменение шероховатости, чем изменение скорости резания. Поэтому в качестве воздействующею режима была выбрана скорость подачи. Общая блок-схема разработанной системы автоматизированного управления качеством обрабатываемой поверхности детали представлена на рис. 4.15.
Принцип действия САУ следующий. В ПЭВМ вводится необходимая информация: требуемая шероховатость обрабатываемой поверхности и допустимый диапазон ее изменения; диаметр, длина и физико-механические характеристики материала обрабатываемой заготовки, режимы резания, геометрия режущего инструмента и динамическая жесткость металлорежущего станка.
По введенным данным, используя теоретические формулы, приведенные в этой главе, производится расчет начальной величины подачи S, обеспечивающий заданный параметр шероховатости Ra (Ra= 0,2 Rz). После этого начинается обработка заготовки. При достижении длины обрабатываемого участка l ≥ 10 мм на нее устанавливается опора и ощупывающая игла датчика профилометраизапускается профилометр. После измерения шероховатости и ее сравнения с заданной, при необходимости производится расчет и корректировка величины подачи через цифровой аналоговый преобразователь (ЦАП), систему управления электроприводом подачи (СУЭП) и электропривод подачи (ЭП), Изменение подачи происходит в процессе обработки. После корректировки подачи, опять производится измерение шероховатости обработанного участка с измененной подачей и весь цикл работы САУ повторяется.
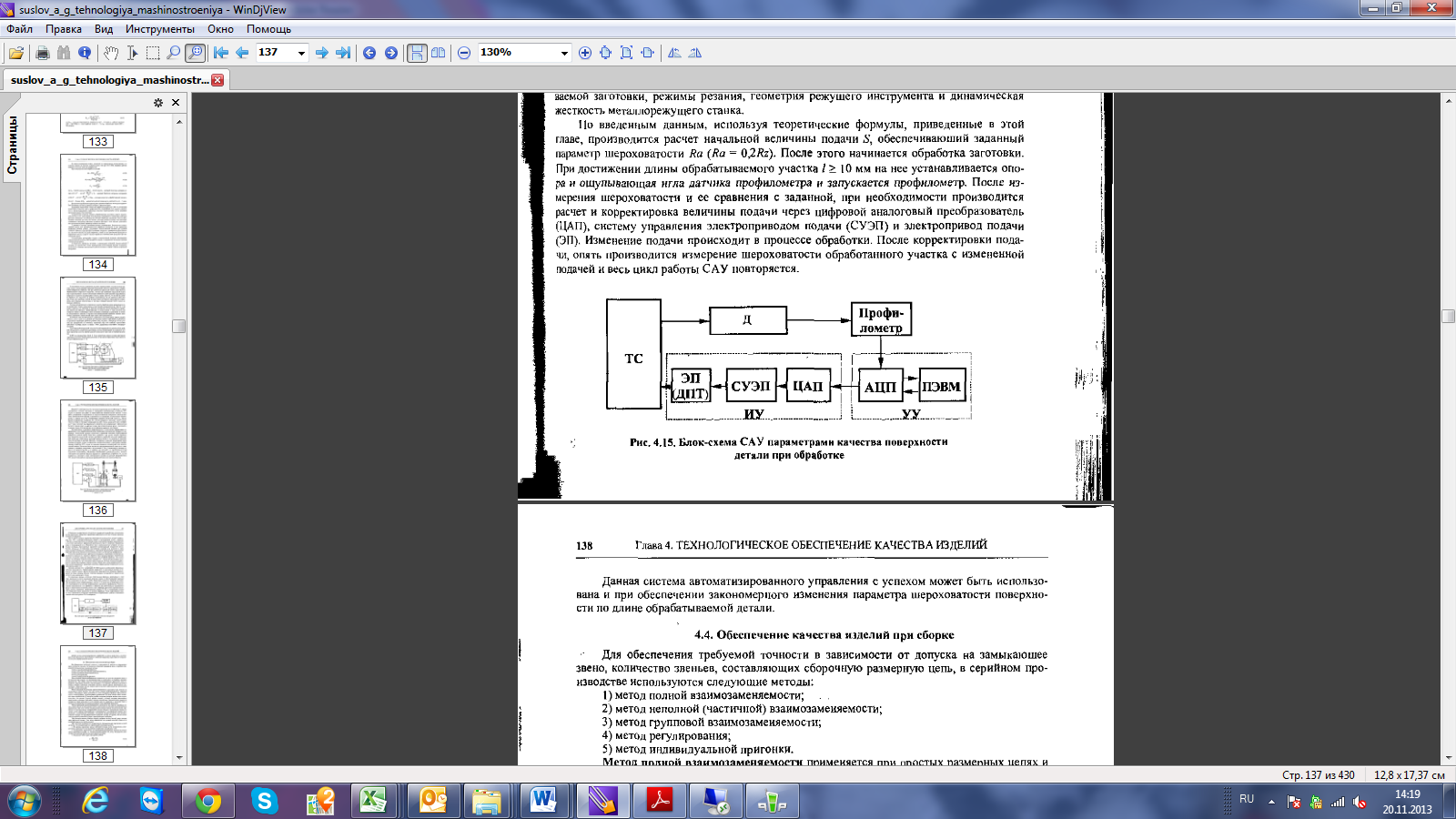
Рис. 4.15. Блок-схема САУ параметрами качества поверхности детали при обработке
Данная система автоматизированного управления с успехом может быть использована и при обеспечении закономерного изменения параметра шероховатости поверхности по длине обрабатываемой детали.