

Лабораторна робота № 15 Принципи роботи| різальних| машин
Мета роботи – 1) вивчення механізмів забезпечення точності різання; 2) аналіз і систематизація інформації щодо особливостей використання різальних машин.
Дане лабораторне заняття забезпечує напрацювання таких умінь:
використовувати механізми забезпечення точності різання |;
управляти роботою різальних машин .
Указані вміння надають можливість вирішення наступних задач:
технологічне забезпечення післядрукарської обробки за допомо-гою різальних машин;
забезпечення точності різання.
Хід роботи
1. Аналіз принципів побудови|устрою| окремих видів різальних машин.
За кількістю різальних елементів паперорізальні| машини бувають з одним і трьома ножами. Останні|з'являються| є досить специфічними машинами і призначені тіль|лише|ки для остаточного підрізування книжно-журнальної продукції. Вони по-операційно| виконують: завантаже|загрузку|ння і вирівнювання заготі|заготовки|вки, подовжній і поперечний зрізи|, вивантаження готової продукції. Трьохножові машини доста|досить|тньо до|любі|рогі і, зважаюч|внаслідок|и на свою специфіч-ність, знахо|находять|дять застосув|вживання|ання лише на підприємств|із|ах з великим обсягом книжно-журнального виробництва.
За типом ріжучого механізму одноножові| машини (далі просто різальні машини) можна розділити на апарати |із|з дисковим, ножичним| або плоским ножем. Перші два типи застосовуються в основному на недорогих ручних різаках, орієнтованих на розрізання невеликої кількості паперу або плівки. Основне застосуван|вживання|ня цих апаратів в сучасному виробництві – підрізування плівки на формній, кольоропробній| ділянках або за широкоформатного др|печатці|уку. Ми їх також не розглядатим|розглядуватимемо|емо в цій лабораторній роботі. Для промислового різання паперу застосовуються виклю|винятково|чно машин|із|и з плоским ножем. На рис. 24 показана схема розрізання стопи на класичній одноножовій| паперорізальній| машині.
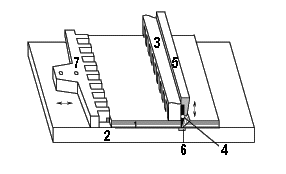
Рис.24. Схема розрізання стопи
Стопа 1 поміщається на стіл 2 і вирівнюється за рахунок приштовхування до заднього зіштовхувача (затлу|) 7 і до однієї з бічни|бокових|х направлячих. У цьому положенн|становищі|і вона утримуєтьс|стримується|я під час різання притиском 3. Ніж 4, закріплений в утримувач|тримачі|і 5, опускається і прорізає стопу до марзана 6 (бруска прямокутного перетину |із|з поліуретану або фторопласту), зрізу|, що розташовується по лінії, і ножа, що запобігає затупленню|. Для завда|задавання|ння величини зрізу| затл| має можли|спроможність|вість пере-міщення і фіксації в потрібному поло|становищі|женні.
У звіті з лабораторної роботи слід описати характерні|вдача| для кожного з видів різальних машин принципи пристрою|устрою| і роботи.
2. Вивчення механізмів забезпечення точності різання.
Відомо, що найбільш якісними на сьогоднішній день вважаються|лічать| різальні машини з|із| точністю зрізу| до однієї сотої міліметра. Кажучи про це, багато хто і не замислюється про те, що 0.01мм – це чверт|четвертина|ь товщини людського волоса. Зрозуміло, що |із|з такою точністю різати стопу звичайног|звичного|о паперу заввишки в 7-13см неможливо, хоч б|хоча би|и за наступни|слідуючих|ми причинами:
1) навіть ідеально зіштовхнутий папір в стопі лежить нерівно, і, як би різальник не старався, зіштовхнути стопу з|із| точністю більшою, ніж десяті долі міліметра, йому навряд чи вдасться;
2) папір - матеріал пружний і, під дією притиску і ножа, не тільки|не лише| зрізається, але і деформується (стискується|стискає| або розтягується). Відповідно, після|потім| зняття навантаження виникає зворотна деформація відпущення|відпуску|, величина якої на порядок|лад| перевищує рубіж в 0,01мм;
3) точність різання залежить не тільки|не лише| від механізму установки розміру. Під час різання високих стоп щільних паперів і плівок, а також із-за тупого леза, обов'язково, хоч би і трохи, але|та| все-таки відбувається|походить| відведення ножа убік. В результаті, яким би жорстким не був ніж і точним механізм його приводу, все одно нижні листи будуть довші верхніх на декілька сотих доль міліметра;
4) неминучі люфти затла| також можуть привести до змін розміру злів|ліворуч|а і справа стопи на величини більші, ніж позначена вище межа.
У звіті з лабораторної роботи слід проаналізувати особливості забезпечення точності різання в різальних машинах різних фірм|фірма-виготовлювачів|-виробників.
3. Вивчення особливостей управління різальними машинами.
Різальні
машини можуть мати різні модифікації
систем управління. У|біля|
примітивних електромеханічних машин
затл|
переміщають, обертаючи ручний маховик.
Розмір зрізу|
при цьому відлічується на механічній
стрічці-лінійці. Зрозуміло, що на таких
машинах точність установки розміру не
може перевищувати
![]() 0,5
мм.|біля|
У більш просунутих моделей привід затлу|
повні|цілком|стю
механізований, команди на установку
розміру передаються з центрального
пул|пульт-панелі|ьта,
а величина зрізу|
відлічується за цифровим дисплєм.
Найбільш простий варіант управління в
цьому випадку – дві клавіші (вперед-назад)
або джойстик. Переважніше ріш|розв'язання|ення
– цифрова клавіатура, на якій відразу
можна виставити необхідний розмір. Як
правило, сучасні машини оснащуються
саме такою клавіатурою, на якій, окрім
простого набору чисел, можна ще
запам'ятовувати і повторювати розміри,
а також прово|виробляти|дити
прості арифметичні дії (і|інколи|ноді
необхідні під час підрахунку розмірів
зрізу|).
0,5
мм.|біля|
У більш просунутих моделей привід затлу|
повні|цілком|стю
механізований, команди на установку
розміру передаються з центрального
пул|пульт-панелі|ьта,
а величина зрізу|
відлічується за цифровим дисплєм.
Найбільш простий варіант управління в
цьому випадку – дві клавіші (вперед-назад)
або джойстик. Переважніше ріш|розв'язання|ення
– цифрова клавіатура, на якій відразу
можна виставити необхідний розмір. Як
правило, сучасні машини оснащуються
саме такою клавіатурою, на якій, окрім
простого набору чисел, можна ще
запам'ятовувати і повторювати розміри,
а також прово|виробляти|дити
прості арифметичні дії (і|інколи|ноді
необхідні під час підрахунку розмірів
зрізу|).
Істотне|суттєве| підвищення зручності роботи і продуктивності різальної машини дає можливість|спроможність| програмування їх робочих операцій. Декілька хвилин|мінути|, витрачених на первинний|початковий| запис програми, згодом повертаються годинником заощадженого часу під час різання крупнотиражної| продукції. При цьому голова різальника звільняєтьс|визволяє|я від запам'ято-вування зайвих цифр і, навіть за втоми, йому буде важко помилитися в розмірах зрізу|. Сучасні машини можуть тримати сотні різних програм на тисячі позицій в своїй пам'яті.|біля| У деяких програмованих машин під час роботи автоматично переміщається лише затл|, а сам зріз| кожного разу оператор повинен ро|чинити|бити сам, натиск|натискувати|аючи клавіші на корпусі машини. Інші, розвиненіші машини весь цикл різання за програмою роб|чинять|лять самі, і на долю робітника залишається лише завантаж|загрузка|ення і вивантаження паперу. Зрозуміло, в цьому випадку робота неможлива без надійної системи захисту.
Найдосконаліші|довершені| і дорожчі|любі| різальні машини мають пульти|пульт-панелі| управління з|із| графічними моніторами, на яких можна ввести|запроваджувати| і проглянути весь текст програми різання або схему різання паперу. Борючись за гаманці багатих клієнтів, деякі виробники доходять до крайнощів. Саме до цього розряду відносяться сенсорні екрани з|із| мультиплікацією і зображенням процедури різання паперу, різні магнітні картки|карточки|, комп'ютерний інтерфейс, вбудовані принтери і тому подібне
4. За наслідками|за результатами| виконання пунктів 1 – 3 скласти звіт.