

Теплофизические свойства свариваемых материалов [1]
Параметр |
Материал |
|||
Ст3 |
08Х18Н9Т |
АМг5В |
ВТ1 |
|
Коэффициент , см3/Дж |
-8,4310-7 |
-13,410-7 |
-32,910-7 |
-16,210-7 |
Объемная теплоемкость с, Дж/(см3град) |
4,78 |
4,78 |
2,66 |
2,85 |
Коэффициент А, см4с/Дж2 |
4,6110-7 |
3,3810-7 |
3,5610-7 |
1,5110-7 |
Коэффициент линейного расширения , град-1 |
1210-6 |
1910-6 |
2510-6 |
910-6 |
Таблица 5
Ориентировочные режимы автоматической и полуавтоматической электродуговой сварки угловых швов [2]
Материал |
Сварка |
Катет шва, мм |
Iсв , А |
Uд , В |
Vсв , см/с |
Углеродистая сталь Ст3 |
Полуавтоматическая в СО2 |
6 |
280 – 320 |
30 – 34 |
0,54 – 0,60 |
8 |
340 – 360 |
34 – 36 |
0,38 – 0,42 |
||
Автоматическая в СО2 |
6 |
350 – 400 |
35 – 38 |
0,76 – 0,96 |
|
8 |
400 – 450 |
38 – 40 |
0,55 – 0,65 |
||
Нержавеющая сталь 08Х18Н9Т |
Полуавтоматическая в СО2 |
6 |
250 – 260 |
28 – 30 |
0,48 – 0,52 |
8 |
260 – 280 |
28 – 30 |
0,28 – 0,32 |
||
Автоматическая в СО2 |
6 |
320 – 360 |
28 – 32 |
0,62 – 0,68 |
|
8 |
380 – 400 |
30 – 32 |
0,45 – 0,50 |
||
Алюминиево-магниевый сплав АМг5В |
Полуавтоматическая в Аr |
6 |
240 – 260 |
23 – 25 |
0,37 – 0,40 |
8 |
350 – 380 |
28 – 30 |
0,35 – 0,40 |
||
Автоматическая в Ar |
6 |
320 – 340 |
26 – 28 |
0,55 – 0,65 |
|
8 |
340 – 360 |
28 – 30 |
0,35 – 0,40 |
||
Титановый сплав ВТ1 |
Полуавтоматическая в Ar |
6 |
280 – 320 |
24 – 28 |
0,50 – 0,60 |
8 |
300 – 320 |
26 – 28 |
0,28 – 0,34 |
||
Автоматическая в Ar |
6 |
320 – 350 |
28 – 32 |
0,60 – 0,70 |
|
8 |
340 – 360 |
30 – 32 |
0,35 – 0,40 |
Прогиб балки от поперечных швов
При наложении t-х поперечных швов прогиб балки (см) можно определить по следующей зависимости:
![]() , (2)
, (2)
где n – количество поперечных ребер, n =[L/d]+1,
d – расстояние между ребрами, см;
Lt – длина поперечного t-го шва, см;
zt-j=zt-zj – расстояние от центра t-го поперечного шва zt до центра тяжести j-го технологического узла zj, см;
![]() – погонная энергия сварки t-го
поперечного шва, Дж/см;
– погонная энергия сварки t-го
поперечного шва, Дж/см;
t – коэффициент, учитывающий величину погонной энергии, приходящейся элементу, к которому приваривается поперечное ребро; для сварки в тавр
![]() ,
здесь St
– толщина продольного элемента в месте
приварки поперечного ребра t-м
швом, см; Sp
– толщина ребра, см;
,
здесь St
– толщина продольного элемента в месте
приварки поперечного ребра t-м
швом, см; Sp
– толщина ребра, см;
t – коэффициент, зависящий от теплофизических свойств свариваемого материала, типа сварного соединения и тепловложения в элемент, к которому приваривается поперечное ребро, см3/Дж,
 ;
;
– коэффициент линейного расширения, град-1 (табл.4);
с – объемная теплоемкость, Дж/см3град (см. табл.4);
![]() ;
;
 ,
А – коэффициенты (их значения представлены
в табл.4);
,
А – коэффициенты (их значения представлены
в табл.4);
Fj – площадь поперечного сечения j-го технологического узла, см2.
Особенности сборки стыковых элементов с начальной
кривизной
При последовательной сборке и сварке
балочных конструкций нередко приходится
собирать между собой деформированные
элементы. Сборка двух элементов U
и V с исходными значениями
прогибов
![]() и
и
![]() (рис.1) заключается в ликвидации зазора
между ними
(рис.1) заключается в ликвидации зазора
между ними
![]() (с учетом знака: прогиб с выпуклостью
вверх считаем положительным, выпуклостью
вниз – отрицательным). Обозначив через
(с учетом знака: прогиб с выпуклостью
вверх считаем положительным, выпуклостью
вниз – отрицательным). Обозначив через
![]() и
и
![]() прогибы этих элементов от совместной
сборки, можно записать:
прогибы этих элементов от совместной
сборки, можно записать:
![]() .
(3)
.
(3)
Значения и через внешнюю нагрузку выражаются так:
![]() ;
; ![]() .
(4)
.
(4)
Здесь Mn – изгибающий момент от внешней нагрузки (его значения по величине равны для элементов U и V и противоположны по знаку);
Mm – изгибающий момент от фиктивной силы, Р=1, приложенной к середине пролета балки в направлении оси z;
Выражения (4) можно переписать, приняв
![]() :
:
![]() ;
; ![]() или
или ![]() .
(5)
.
(5)
Решая уравнения (3) и (5), получим:
 ;
;  .
(6)
.
(6)
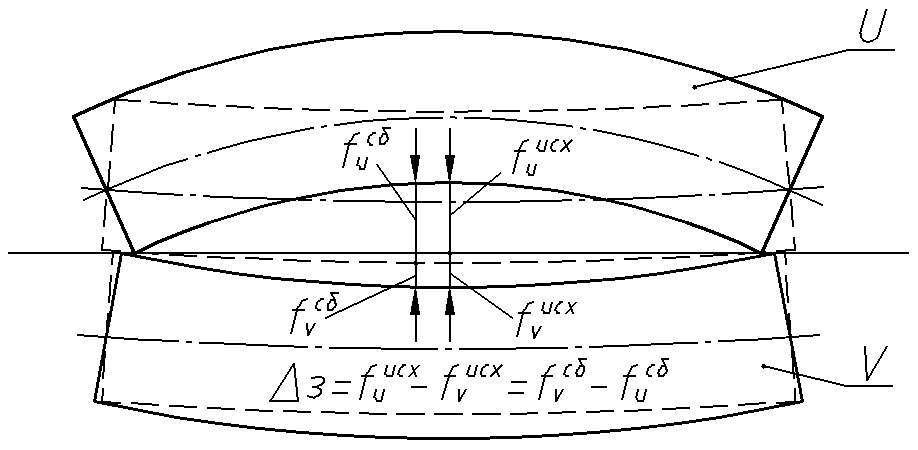
Рис. 1. Сборка двух деформированных элементов:
– положение
элементов до сборки;
положение
элементов до сборки;
– положение
элементов после сборки
положение
элементов после сборки
Значение прогиба j-го технологического узла после сборки найдем как сумму прогибов исходного и от сборки его составных элементов U и V, т.е.
![]() .
(7)
.
(7)
Результирующее значение прогиба сваренного узла находим как суммарное от сборки и сварки, и принимаем это значение за исходное для последующих расчетов прогиба от сборки более крупного технологического узла, в который данный узел входит как составной элемент:
![]() .
(8)
.
(8)
Укорочение волокон от продольных швов
Для того, чтобы правильно задать исходную длину заготовок составных элементов балки, необходимо знать, какое укорочение получат их центральные волокна (ЦВ) при сборке и сварке. Абсолютное укорочение ЦВ k-го составного элемента, обусловленное наложением центральных швов, можно найти по формуле
![]() ,
(9)
,
(9)
где
![]() – укорочение ЦВ j-го
технологического узла от наложения
продольных швов, см;
– укорочение ЦВ j-го
технологического узла от наложения
продольных швов, см;
![]() – абсолютная деформация укорочения
(удлинения) ЦВ k-го элемента,
обусловленная изгибом свариваемого
узла из-за нецентрального расположения
сварных швов, см;
– абсолютная деформация укорочения
(удлинения) ЦВ k-го элемента,
обусловленная изгибом свариваемого
узла из-за нецентрального расположения
сварных швов, см;
![]() – расстояние от ЦВ k-го
составного элемента (с координатой
центра тяжести (ЦТ) – zk)
до ЦТ сечения свариваемого j-го
технологического узла (с координатой
ЦТ – zj),
см.
– расстояние от ЦВ k-го
составного элемента (с координатой
центра тяжести (ЦТ) – zk)
до ЦТ сечения свариваемого j-го
технологического узла (с координатой
ЦТ – zj),
см.
Укорочение составных элементов от поперечных швов
Укорочение ЦВ составных элементов балки от поперечных швов может быть найдено по формуле
![]() ,
(10)
,
(10)
где
![]() – укорочение ЦВ k-го
элемента с укорочением ЦВ свариваемого
технологического узла от поперечных
швов, см;
– укорочение ЦВ k-го
элемента с укорочением ЦВ свариваемого
технологического узла от поперечных
швов, см;
![]() – укорочение (удлинение) ЦВ k-го
элемента, обусловленное изгибом
свариваемого узла из-за нецентрального
расположения поперечных швов (zt-j0),
см.
– укорочение (удлинение) ЦВ k-го
элемента, обусловленное изгибом
свариваемого узла из-за нецентрального
расположения поперечных швов (zt-j0),
см.
Определение продольного укорочения волокон от сборки
Принимаем, что при сборке элементов U и V длина волокон, совпадающих с ЦТ их сечений, не изменяется (т.е. пренебрегаем трением между собираемыми элементами). Тогда сокращение (удлинение) ЦВ составных элементов балки после сборки может быть рассчитано по формуле
![]() ,
(11)
,
(11)
если k-й элемент входит в сборочную единицу U и
![]() ,
(12)
,
(12)
если определяем укорочение ЦВ k-го
элемента, входящего в сборочную единицу
V. Здесь
![]() ,
,
![]() – расстояние от ЦВ k-го
составного элемента до ЦВ сборочной
единицы U или V,
см.
– расстояние от ЦВ k-го
составного элемента до ЦВ сборочной
единицы U или V,
см.
Результирующее укорочение ЦВ k-го элемента как составной части j-го технологического узла найдем как суммарное от сборки и сварки:
![]() ,
(13)
,
(13)
где
![]() – начальное укорочение ЦВ k-го
элемента перед сборкой и сваркой.
– начальное укорочение ЦВ k-го
элемента перед сборкой и сваркой.
Рассчитанное по выражению (13) значение
![]() принимаем за начальное (исходное) для
определения укорочения k-го
элемента от сборки и сварки более
крупного технологического узла, в
который рассматриваемый узел входит
как сборочная единица, т.е.
принимаем за начальное (исходное) для
определения укорочения k-го
элемента от сборки и сварки более
крупного технологического узла, в
который рассматриваемый узел входит
как сборочная единица, т.е.
![]() .
Это позволит воспользоваться формулой
(13) для расчета общего укорочения ЦВ
k-го элемента при сборке
и сварке балки.
.
Это позволит воспользоваться формулой
(13) для расчета общего укорочения ЦВ
k-го элемента при сборке
и сварке балки.
Пример расчета остаточных деформаций сварной балки
На рис.2 представлено сечение и составные элементы исследуемой балки. Материал балки – сталь Ст3. Длина балки и сварных поясных швов А и В по 10 м. Поясные швы выполняются автоматической сваркой в среде СО2, катет швов принят равным 6 мм.
Для увеличения местной устойчивости сжатой части сечения балки устанавливаются поперечные ребра (рис.2, поз.К4), которые привариваются полуавтоматической сваркой в среде СО2, швы поперечные С, D и Е, катет швов 6 мм. Длины поперечных швов определяются размерами ребра жесткости и соответственно равны: LC=4,52=9 см; LD=52=10 см; LE=182=36 см. Толщина ребер Sр=8 мм. Толщина продольных элементов в месте приварки ребер жесткости: SC=5 мм; SD=9 мм; SE=10 мм. Расстояние между ребрами жесткости по длине балки d=60, общее количество ребер n =[L/d]+1 = 17 шт.
Рассмотрим вариант сборки и сварки, представленный в табл.6.
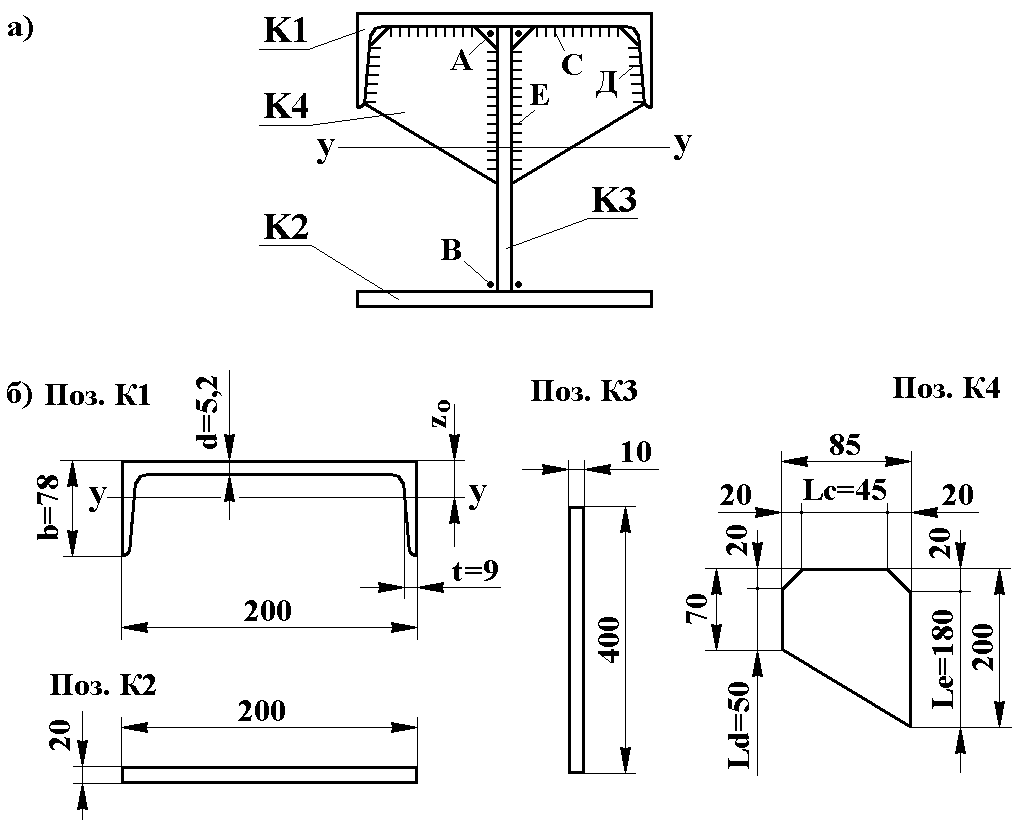
Рис. 2. К примеру по оценке остаточных деформаций:
а – сечение балки; б – составные элементы
Таблица 6