

10.3.2 Паровая турбина мощностью 200 мВт
Эффект модернизации ЦВД (паровой турбины мощностью 200 МВт (рис. 10.5))
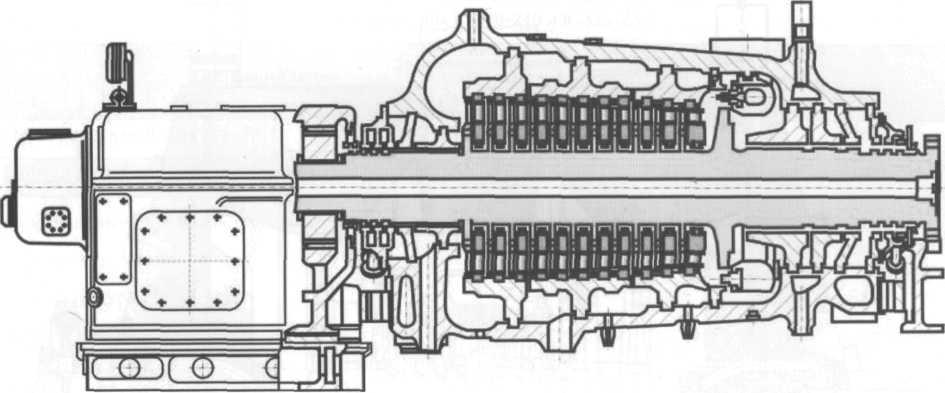 Рис.10.5
Рис.10.5
достигается за счет:
- приведения пропускной способности турбины к фактической паропроизводительности котла путем замены соплового аппарата и рабочих лопаток 1-й ступени;
- использование модернизированных диафрагм с оптимизированными профилями направляющих лопаток;
- использование рабочих лопаток с цельнофрезерованными бандажными полками, имеющих многодроссельные радиальные уплотнения и усовершенствованные профили рабочей части.
Замена элементов проточной части осуществляется как с использованием существующего ротора высокого давления (при возможности продления ресурса), так и с установкой нового цельнокованого ротора.
Указанные мероприятия обеспечивают получение КПД ЦВД 88,1 % при параметрах перед стопорным клапаном: Р0 = 12,75 МПа; t0 = 540 0С.
В цилиндре среднего давления (рис. 10.6,а) при условии продления ресурса ротора предлагается замена насадных дисков четырех последних ступеней, установка модернизированных диафрагм и рабочих лопаток с цельнофрезерованными бандажными полками на всех ступенях с выполнением в полном объеме мероприятий, предусмотренных в ЦВД. При необходимости замены ротора предлагается использование цельнокованого ротора (рис. 10.6,б).

Рис.10.6
Реализация мероприятий по модернизации обеспечивает получение КПД ЦСД 94,3 %.
Существенный выигрыш в экономичности обеспечивается в ЦНД (рис. 10.7) за счет использования современной проточной части с рабочей лопаткой последней ступени длинной активной части 1030 мм, устанавливаемой на сварном роторе.
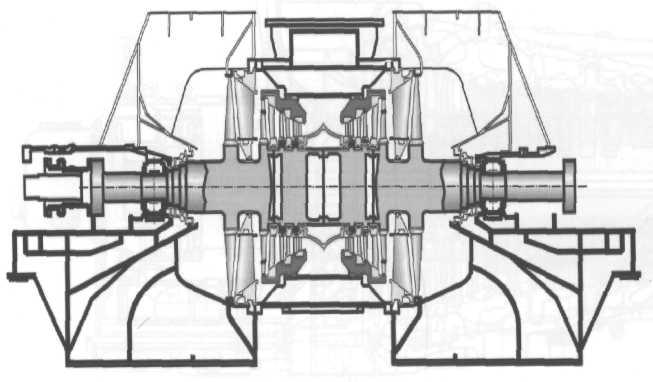
Рис.10.7
Рабочие лопатки всех ступеней имеют цельнофрезерованные бандажные полки.
Минимальный эрозионный износ последней ступени обеспечивается совершенной аэродинамикой, внутриканальной сепарацией влаги в полых лопатках диафрагмы.
Наработка аналогичных ступеней превышает 120 тыс. часов без повреждений.
Модернизированная проточная часть устанавливается в существующую обойму цилиндра. Гарантированный КПД ЦНД 86,8 % при температуре охлаждающей воды 12 0С.
Итоговая эффективность модернизация турбины мощностью 200 МВт при реализации названых мероприятий обеспечивает:
- повышение мощности турбины на 10 – 30 МВт при расчетном расходе пара и проектных условиях в зависимости от варианта модернизации;
- увеличение межремонтного периода от 50 – 60 тыс. часов, сокращение эксплуатационных расходов;
- продление срока службы турбоагрегата на 200 – 220 тыс. часов.
При исчерпании индивидуального ресурса необходимо осуществление полной замены турбоагрегата.
В ОАО «Турбоатом» также разработан проект современной конкурентоспособной турбоустановки типа К–225–12,8, предназначенной для замены турбин ЛМЗ с сохранением строительной части машинного зала, геометрических размеров фундамента, с возможностью использования пригодного для дальнейшей эксплуатации вспомогательного оборудования.