

4 . Деревообрабатывающее оборудование и режущий инструмент
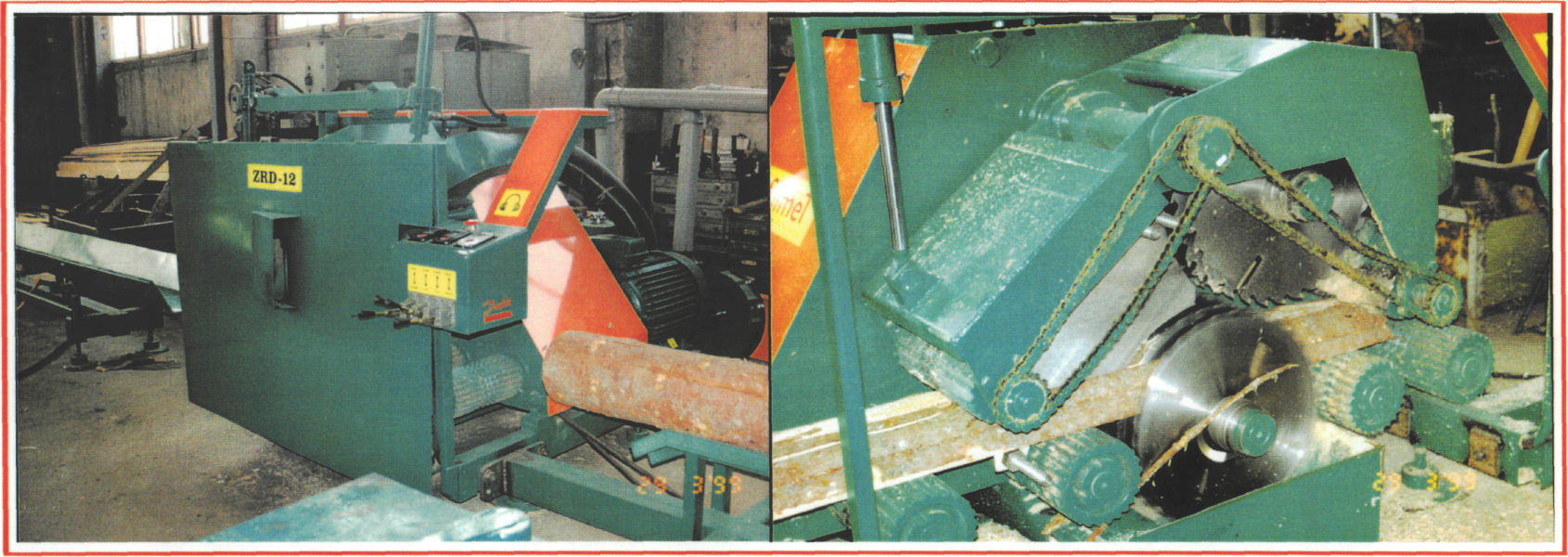
В данном разделе рассмотрим многопильный круглопильный станок ZRD-12.
Многопильный двухвальный станок ZRD-12 предназначен для переработки круглого леса в полубрус и необрезную доску, а также полубруса и необрезных
досок в обрезной пиломатериал.
Технология обеспечивает наибольший выход деловой древесины, отличное качество пиломатериала и высокую производительность при низком потреблении электроэнергии.
На станке установлена специально разработанная гидросистема известной в мире фирмы "DANFOS", при помощи которой осуществляется привод рабочих органов и управление станка.
Монтаж и пусконаладочные работы многопильного станка производятся в течении 4-х часов.
Отвод опилок происходит при помощи сильных отсасывающих вентиляторов, установленных на станке.
4.1. Паспорт станка
-
Наименьшая длина обрабатываемого материала, мм
2000
Высота пропила, мм
350
Количество пильных дисков, шт
12
Посадочный диаметр, мм
65
Диаметр верхних пильных дисков, мм
500
Диаметр нижних пильных дисков, мм
500
Количество эл. двигателей
7,5 кВт – 1 шт,
50-55 кВт – 2 шт
Подача и прижим бревна
гидравлический привод
Скорость подачи, м/мин
0-40
Обороты пильного вала, об/мин
2650
Производительность по сырью, м3/час
8
Габариты, м
1622
Вес, т
3,2
Модель
передвижной, фундамент не нужен
4.2. Описание работы станка
После включения всех электроприводов станка, проверяется работа гидромеханизмов. Передвигая рычаг гидрораспределителя в положение ,,вперёд", масло подается на гидродвигатель и приводятся в движении вся бревноподающая система, т.е. все втягивающие зубчатые катки. Медленным движением рычага гидрораспределителя обороты катков доводятся до максимума, потом обратно. Все шестерни, цепи и валы должны работать ровно, без заеданий, обороты катков должны нарастать плавно, также плавно должно происходить снижение оборотов подающих катков. Во вторую очередь проверяют систему прижима бревен. Рычагами управления ,,вверх-вниз" проверяется работа каждого гидроцилиндра отдельно. Движение штоков гидроцилиндров должно быть ровным, без задержек и остановок. Сила прижима верхних прижимных катков должна находиться в пределах до 70 кг. После проведения всех работ по проверке можно приступить к пилению. На подающие тележки кладут бревно комлевым концом в направлении пил. Это необходимо учесть чтобы комлевая часть бревна не была зажата между боковыми пластинами станка в случае, когда размер (диаметр) комлевой части бревна превышает допустимых пределов. Бревно на задней тележке закрепляется захватом. Первая тележка по высоте регулируется несколько (1-2 см) ниже первого подающего катка. Подавая бревно вперед, его надвигают на каток и одновременно прижимают верхним прижимным катком.
В приложении 4представим принципиальную схему данного станка