

10.4.3.2. Техника сварки.
Приемы выполнения электрошлаковой сварки должны обеспечивать надежное возбуждение электрошлакового процесса сварки, стабильное удержание сварочной ванны, получение высокого качества шва, равномерное проплавление кромок и хорошее формирование шва в вертикальной плоскости.
Электрошлаковую сварку прямолинейного соединения выполняют в такой последовательности:
Электроды замыкают через металлическую стружку на нижнюю входную планку (рис. 10.3) с глубиной выреза 90-100 мм; иногда при замыкании применяют специальный плавленый флюс марки АН-25;
Вокруг электрода насыпают небольшой слой сварочного флюса (около 20-30 мм);
Возбуждают сварочную дугу (дуги); при расплавлении флюса образуется шлаковая ванна; процесс ведут на малом токе при небольшой скорости подачи электродной (электродных) проволок (60-100 м/ч);
Включают механизм поперечного колебания электродов;
После получения шлаковой ванны дуговой процесс переходит в электрошлаковый; скорости подачи проволоки и сварки, сварочный ток устанавливают согласно выбранному режиму;
Процесс электрошлаковой сварки протекает спокойно и бесшумно; по мере уменьшения глубины шлаковой ванны в нее небольшими порциями подают флюс;
Перед окончанием процесса сварки во избежание увеличения ширины шва из-за значительного нагрева верхней части стыка немного уменьшают напряжение или дополнительно вводят присадочный пруток;
Заканчивают процесс на выводных планках высотой 80-100 мм, чтобы вывести за расчетную длину шва усадочную раковину. После сварки входная и выводные планки срезают.
Более сложная техника сварки швов отличной от прямолинейной конфигурации.
Электрошлаковой сваркой возможно выполнение сварных соединений со швами сложной конфигурации – кольцевой, переменного сечения, переменной кривизны (рис. 10.5).
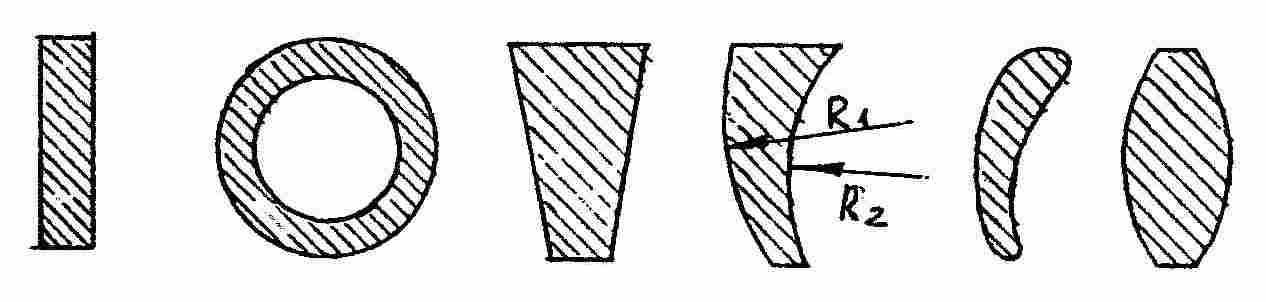
Рис. 10.5. Виды сечений швов переменной формы, выполняемых электрошлаковой сваркой
14. Сварка арматурной стали
14.1. Общие сведения об арматуре и применяемых способах сварки
Для армирования обычных и предварительно напряженных железобетонных конструкций применяют прокат арматурный гладкого и периодического профиля по ДСТУ 3760-98 [1].
Арматурный прокат (А) подразделяется на классы в зависимости от показателя механических свойств – установленного указанным стандартом нормируемого значения условного или физического предела текучести в Н/мм2.
Арматурный прокат изготовляют классов:
– А240С – с гладким профилем;
– А300С, А400С, А500С, А600, А600С, А600К, А800, А800К и А1000 – с периодическим профилем;
В зависимости от служебных свойств прокат подразделяют на:
– свариваемый (индекс С);
– стойкий против коррозионного растрескивания (индекс К);
– несвариваемый (без индекса С);
– нестойкий против коррозионного растрескивания (без индекса К).
Арматурные стержни круглого профиля изготовляют диаметром от 5,5 до 40 мм, периодического профиля – номинальным диаметром от 6,0 до 40 мм (рис. 14.1). Поставляют арматурный прокат в прутках и мотках (согласно заказа).
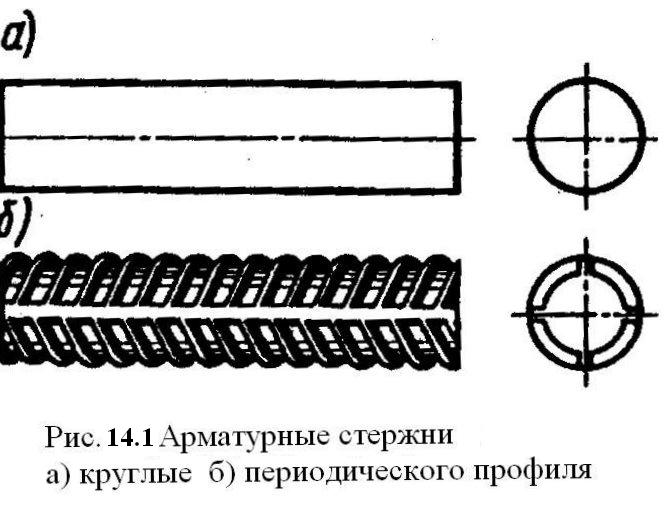

Рис. 14.11. Арматурные стержни
а) круглые; б) периодического профиля
Основные механические свойства арматурного проката в состоянии поставки должны соответствовать нормам, приведенным в таблице 14.1.
Таблица 14.1
Механические свойства арматурного проката по ДСТУ 3760-98
Класс арматур-ного проката* |
Механические свойства |
|||||
Временное сопротив-ление разрыву, σВ, Н/мм2 |
Условный (физичес-кий) предел текучести, σ02, Н/мм2 |
Относи-тельное удлинение после разрыва Δ5, % |
Началь-ный модуль упругости Е104, Н/мм2 |
Испытание на холодный загиб |
||
Не менее |
Диаметр оправки (dH-номинальный диаметр прутка) |
Угол изгиба, α, град |
||||
А240С (А-І) А300С (А-ІІ) А400С (А-ІІІ) А500С (А-ІІІс) |
370
490
500
600 |
240
290
400
500 |
25
19
16
14 |
21
21
20
19 |
0,5 dH
3 dH
3 dH
3 dH |
180
180
90
90 |
А600 А600С (А-IV) А600К |
800 |
600 |
12 |
19 |
5 dH |
45 |
А800 (А-V) А800К |
1000 |
800 |
8 |
19 |
5 dH |
45 |
A1000 (A-VI) |
1250 |
1000 |
7 |
19 |
5 dH |
45 |
* – В знаменателе указаны классы по СНиП 2.03.01-84 и ГОСТ 5721-82*
Пример условного обозначения:
Арматурный прокат диаметром 8 мм класса А400С свариваемый: 8 А400С ДСТУ 3760-98.
По межгосударственному стандарту (ГОСТ 10884-94) [2] изготовляют сталь арматурную термомеханически упроченную для железобетонных конструкций классов: Ат400С, Ат500С, Ат600, Ат600С, Ат600К, Ат1000, Ат1000К и Ат1200.
Арматурную сталь изготовляют с периодическим профилем, а по согласованию с потребителем сталь класса прочности Ат800 и выше допускается изготовлять гладкой.
Пример условного обозначения:
Арматурная сталь диаметром 10 мм, класса прочности Ат400, свариваемый (С): 10 Ат400С ГОСТ 10884-94.
Для изготовления арматурной термомеханически упроченной стали ГОСТ 10884-94 рекомендует марки углеродистой и низколегированной стали, которые приведены в таблице 14.2.
Таблица 14.2
Сталь, используемая для получения арматурного термомеханически упроченного проката
Класс арматурной стали |
Номинальный диаметр, мм |
Марка стали |
Ат400С |
6-40 |
Ст3сп, Ст3пс |
Ат500С |
Ст5сп, Ст5пс |
|
Ат600 Ат600С Ат6000К |
10-40 |
20ГС, 25Г2С, 35ГС, 21С, 27ГС 10ГС2, 08Г2С, 25С2Р |
Ат800 |
10-32 |
20ГС, 20ГС2, О8Г2С,10ГС2, 28С, 25Г2С, 22С |
18-32 |
35ГС, 25С2Р, 20ГС2 |
|
Ат800К |
18-32 |
35ГС, 25С2Р |
Ат1000 |
10-32 |
20ГС, 20ГС2, 25С2Р, 20ХГС2 |
Ат1000К |
||
Ат1200 |
10-32 |
30ХС2 |
Свариваемость арматурного проката обеспечивается химическим составом и технологией изготовления.
Величина углеродного эквивалента для свариваемого проката должна быть в пределах 0,30-0,52% для классов А240С, А300С и А400С; 0,35-0,52 для класса А500С и 0,4-0,65 для класса А600С.
Величину углеродного эквивалента Сэ рассчитывают по формуле
![]()
где С, Mn, Cr, V, Mo, Cu, Ni – фактическая массовая доля углерода , марганца, хрома, ванадия, молибдена, меди и никеля в стали, %, соответственно.
Для проката из стали, легированной кремнием, допускается величину углеродного эквивалента Сэ вычислять по формуле
![]() ,
,
где Si – массовая доля кремния.
Согласно ГОСТ 10922-80 [6] для железобетонных конструкций изготовляют следующие типы сварных арматурных изделий:
– арматурные сетки;
– арматурные каркасы;
– стальные стержни арматуры со сварными стыковыми соединениями по длине стержня;
– сварные закладные изделия открытого и закрытого типов.
Для соединения арматурных стержней при изготовлении и монтаже сборных железобетонных конструкций ГОСТ 14098-85 [3] установил следующие типы сварных соединений и их обозначения:
– крестообразные К1, К2, К3;
– стыковые от С1 до С32;
– нахлесточные от Н1 до Н4;
– тавровые от Т1 до Т13.
Стандартом предусмотрено применение:
– контактной точечной сварки для крестообразных соединений при изготовлении арматурных каркасов и сеток;
– контактной стыковой сварки для стыкования стержней и соединения их с закладными деталями;
– контактной рельефной сварки для соединения арматурных стержней с закладными деталями;
– дуговой механизированной сварки порошковой проволокой и открытой дугой для стыковой сварки и сварки тавровых соединений арматуры с закладными деталями;
– дуговой механизированной сварки под флюсом и в углекислом газе (СО2) для сварки тавровых соединений;
– ванной механизированной сварки под флюсом для стыковой сварки стержней;
– ванной и ванно-шовной ручной сварки стыковых соединений;
– дуговой ручной одноэлектродной сварки швами стыковых соединений арматурных стержней и тавровых соединений арматуры с закладными деталями.
Допускается применять сварные соединения не предусмотренные стандартом с разработкой чертежей и технологии сварки.