35. Способы получения заготовок валов.
Штамповка в закрытых и открытых штампах на прессах или молотах (вес заготовки уменьшается до 15% и стоимость 1 тонны увеличивается до 7%).
Штамповка на ГКМ.
Точной ковкой на ковочных машинах (радиально-ковочные), средняя продолжительность 1-2 минуты.
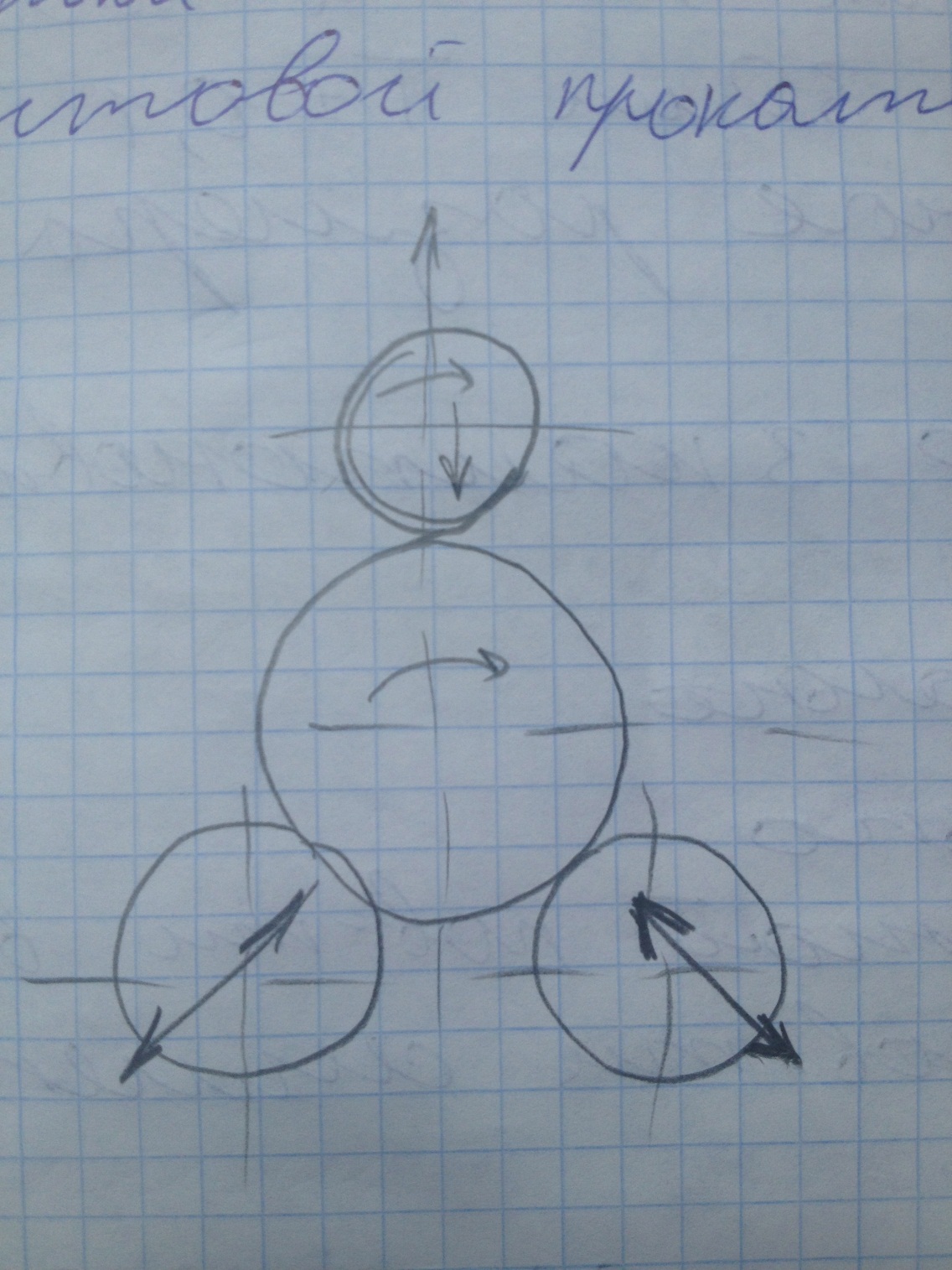
Прокатка на станках поперечно-винтовой прокатки.
Прокатка на ковочных вальцах
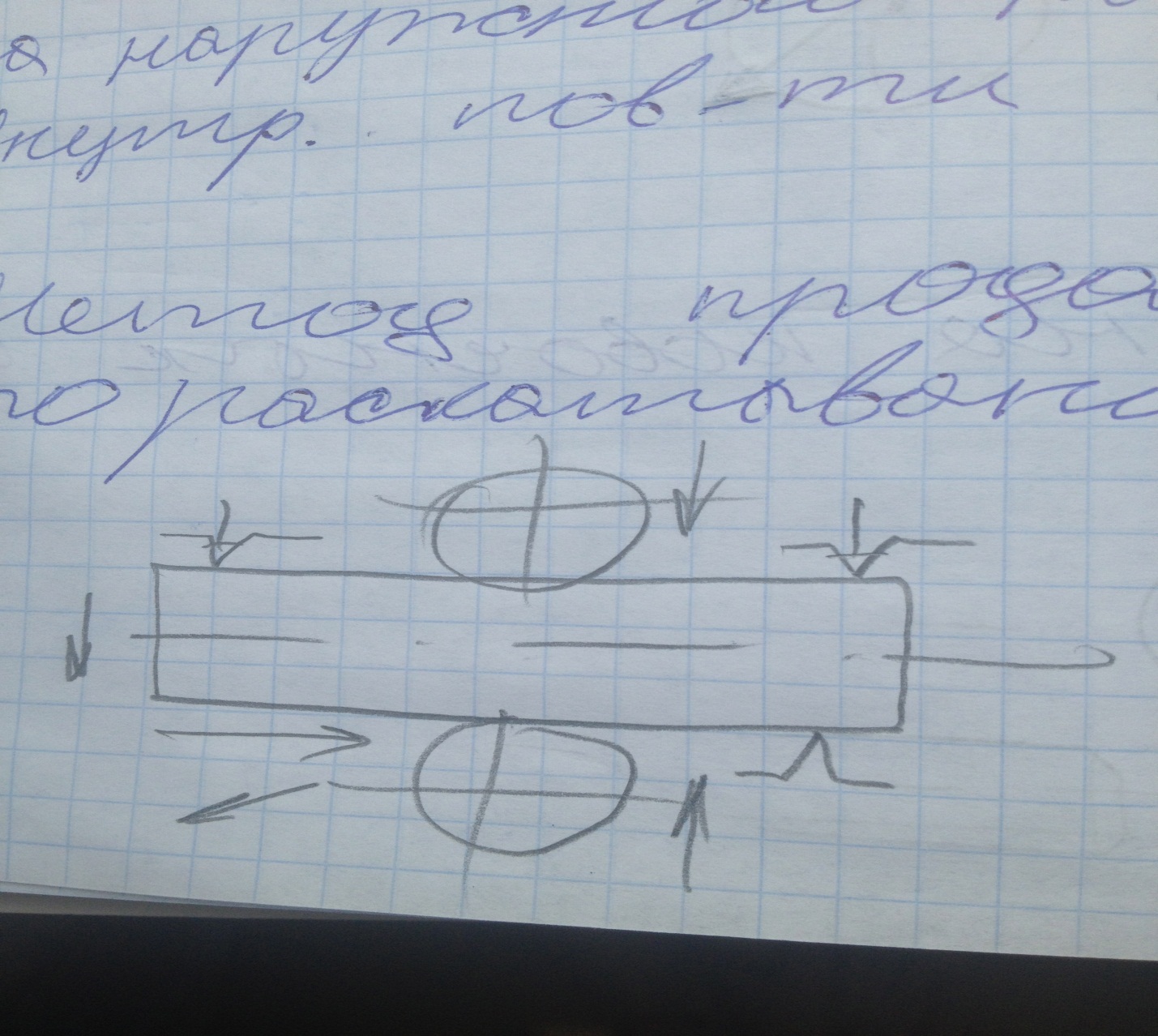
Прокатка на станках поперечно-клиновой прокатки
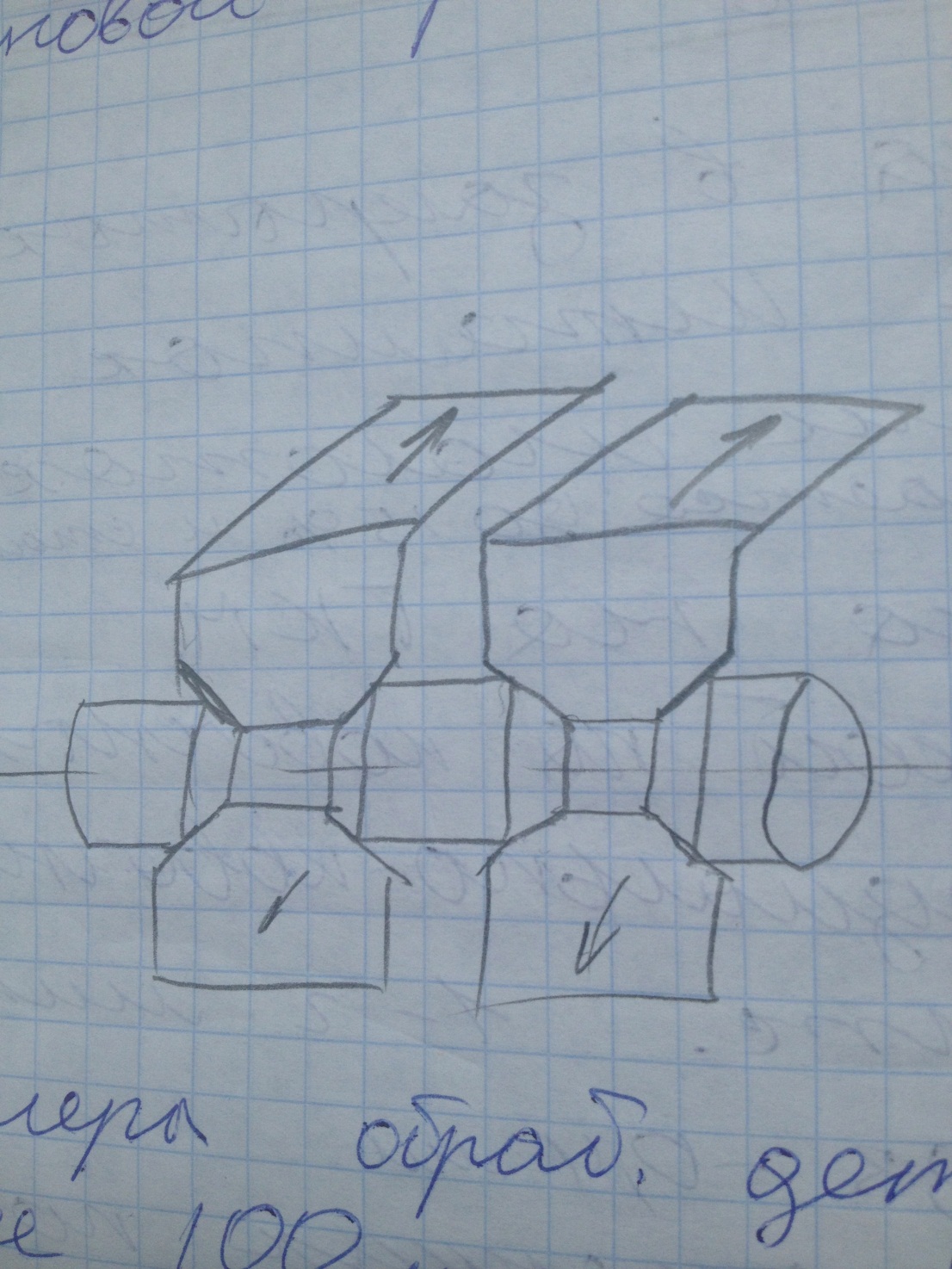
Размеры обработанных деталей не более 100 мм по dи 800 мм по L.
Для диаметра до 30 мм Т ± 0,1. На линейные размеры до 400 мм.
Возможно 3 компоновки станка:
- Горизонтально
- Вертикально
- На наружной поверхности волка и внутренней поверхности сегмента.
Метод продольного холодного раскатывания
36. Предварительные работы по обработке валов: правка, резка, обработку торцов, зацентровка.
Заготовка из прутка и паковки длинной 500 мм и более подвергают правке, с целью устранения искривления оси.
Пресса бывают:
- Гидравлические (L=0,05-0,15 м на 1 мм). Прутковый материал правят на правильно-корректировочных станках.
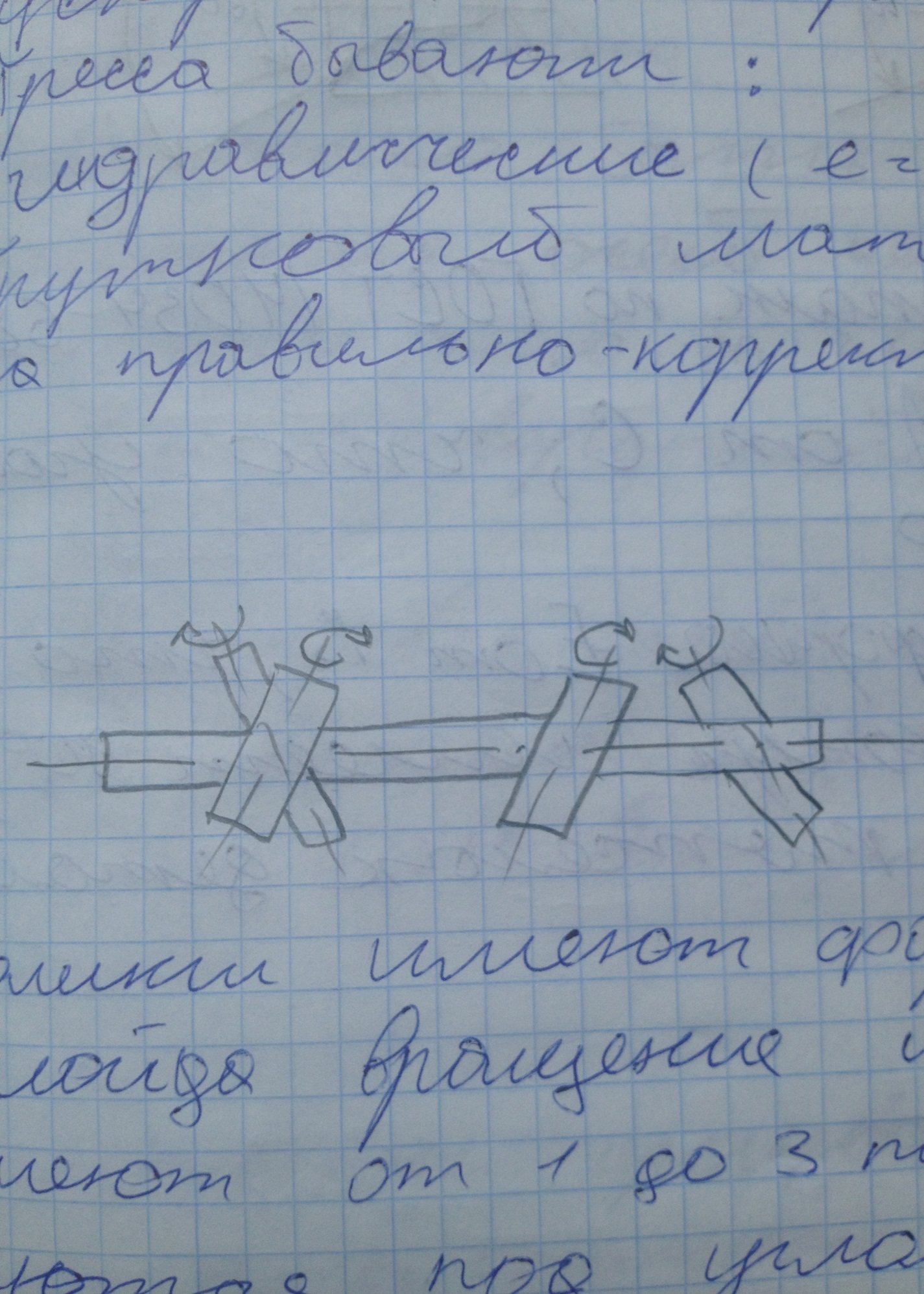
Ролики имеют форму: гиперболоида вращения и V=5-30 мм/мин.
Имеют от 1 до 3 пар и располагаются под углом от 20º по оси прутка; допуск диаметра до 0,03 мкм.
Резка заготовок из проката может производиться на токарно-отрезных станках дисковых, приводных, фрикционных пилах, анодно-механическим методом и станках, работающих тонко-абразивным кругом. В заготовительных цехах прутки разрезают на прессах и ножницами.
Центрование заготовок А,B,C,E,R,F,H.
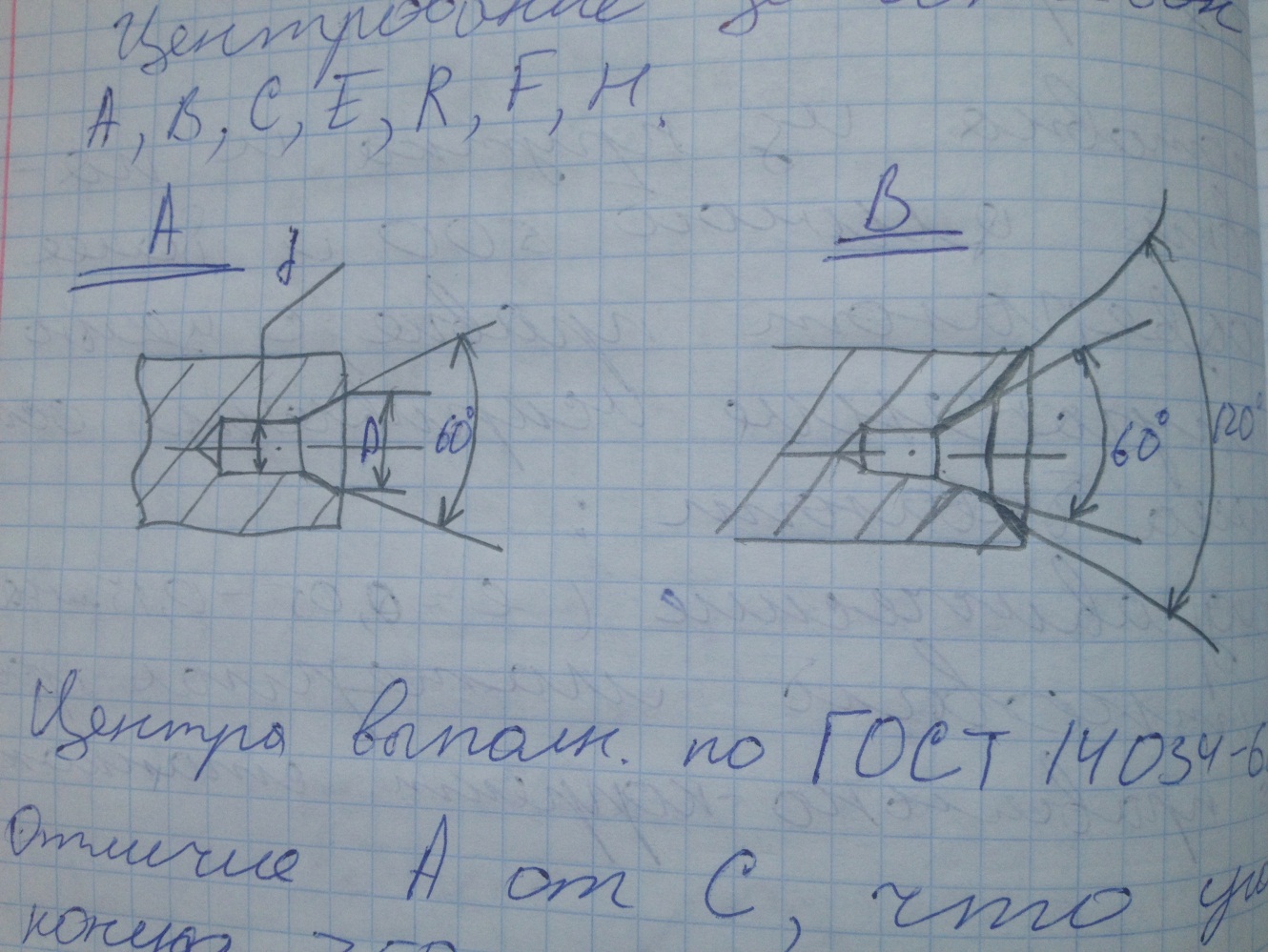
Центра выполняют по ГОСТ 14034-68
Отличие А от С в том, что угол конуса 75º. Отличие формы Е от В в том, что основной конус имеет 90º, для более тяжелых деталей.
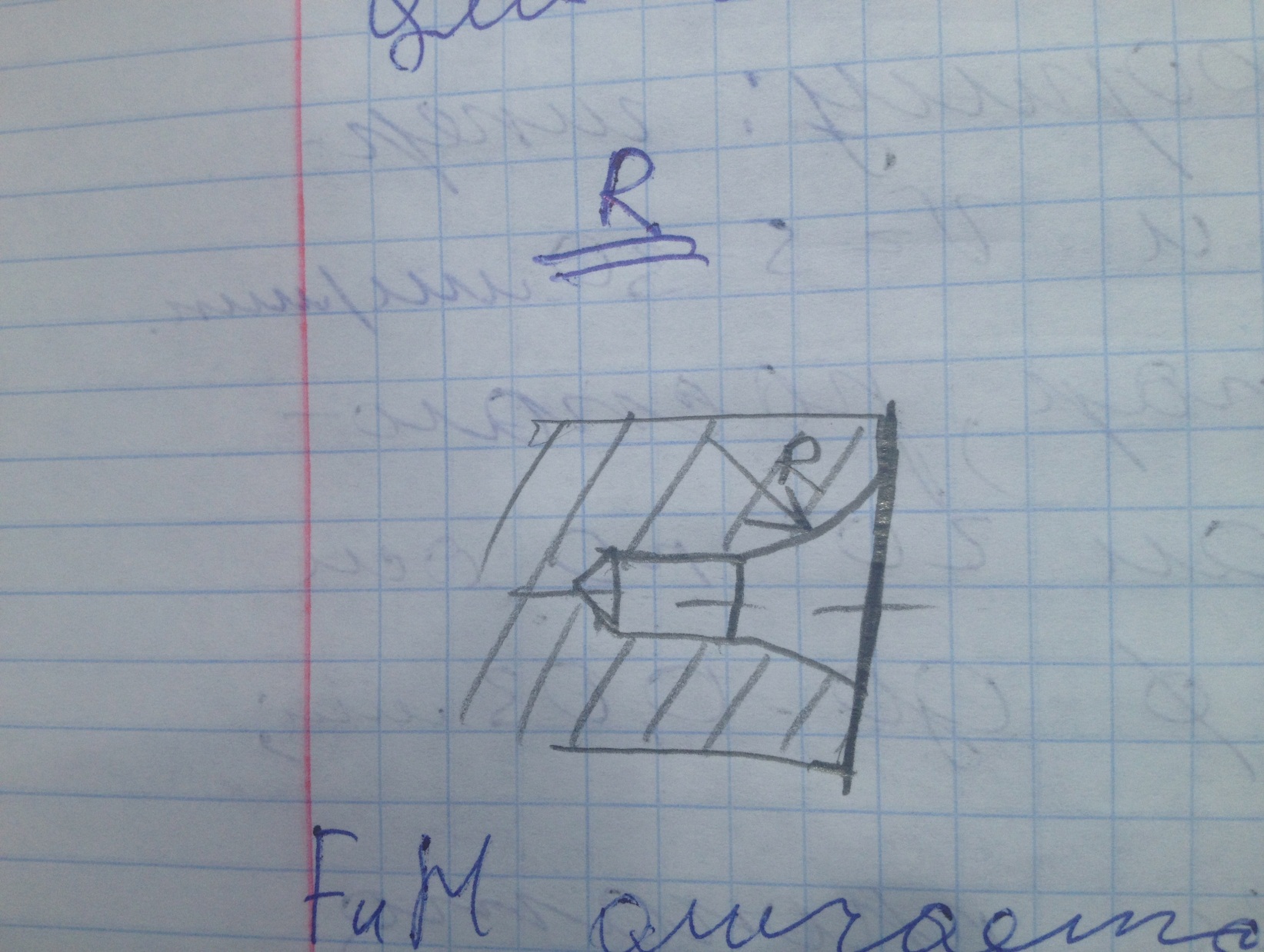
FиHотличаются от А и В тем, что нарезается резьба. Это необходимо для транспортировки деталей в вертикальном положении и применяют их для жестких деталей.
При центровании соблюдают следующие требования:
Центровые отверстия должны служить необходимой опорой, следовательно иметь достаточные размеры.
Необходимо обеспечить совпадение углов и центров станка.
Должно быть обеспечено совпадение осей деталей, желательно, что бы глубина центровых отверстий была одинакова.
Центровые отверстия могут выполняться сверлом или цековкой, или специальным сверлом.
Центрование производят на:
- Вертикально-сверлильных станках,
- Горизонтально-сверлильных станках,
- Револьверных станках,
- Фрезерно-центровальных станках.
На этих станках деталь устанавливается в самоцентрирующейся призме.
Имеется так же опыт использования так же двух сторонних центровочных станков, где применяется калиброванный инструмент.
37. Основные виды токарной обработки валов.
По точности:
Черновое (обдирочное) – 11-12 квалитет, удаление большей части припуска (для неточной заготовки).
Получистовое обтачивание – 9-11 квалитет.
Чистовое – 8-9 квалитет.
Тонкое точение – 6-8 квалитет.
Чистовое точение бывает по режимам:
При высокой скорости резания (средние и малые размеры деталей) и низкой подаче.
При низкой скорости резания и высокой подаче (20 мм/об) – тяжелое машиностроение.
Экономическая точность токарной обработки 8-9 квалитет.
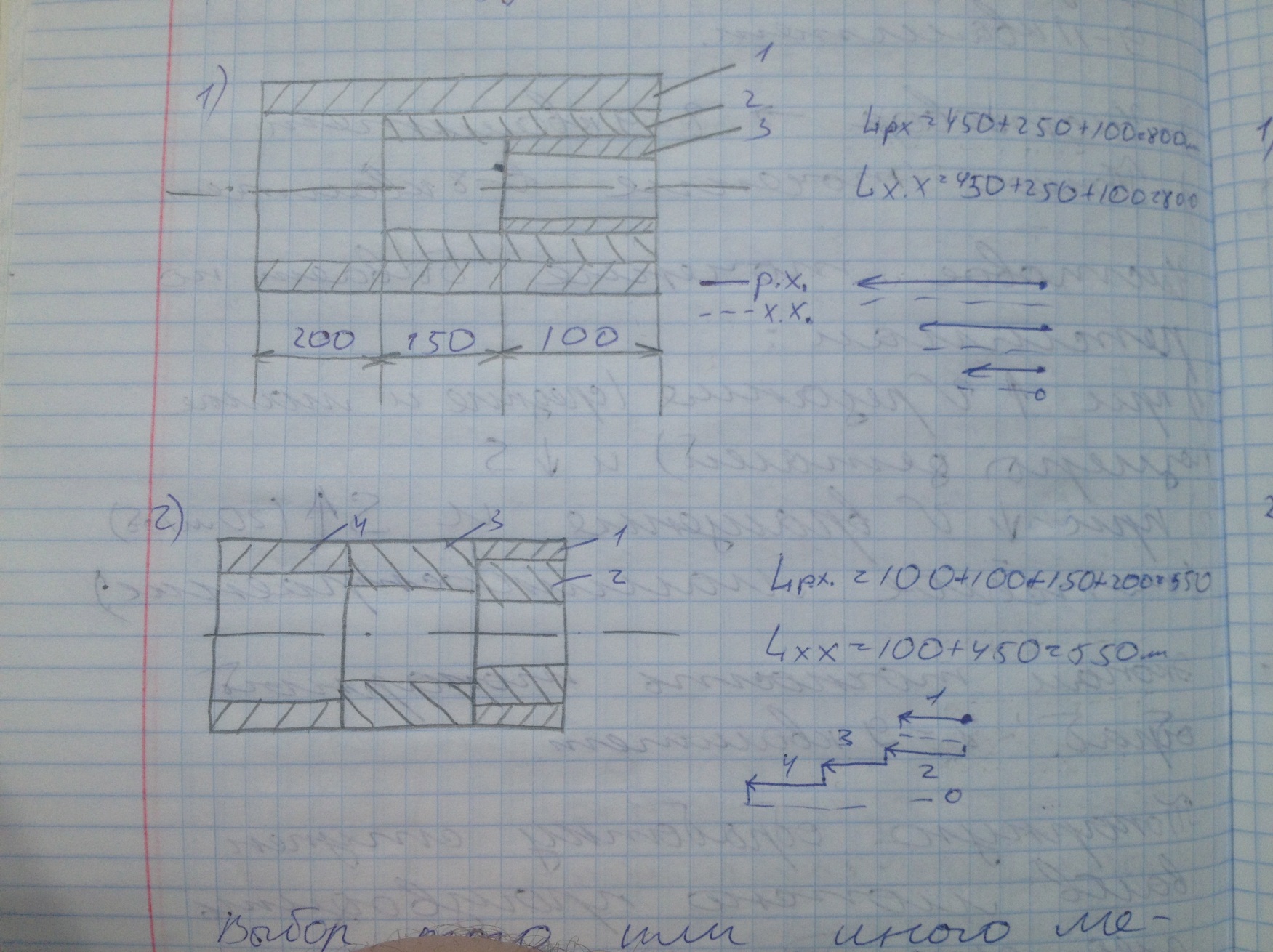
Токарную обработку ступенчатых валов могут производить следующими способами:
Одним резцом.
Одним резцом по копиру с продольной подачей и несколькими резцами с поперечной подачей.
Несколькими резцами одновременно с продольного суппорта.
Обтачивание не жестких валов (15d<L). Неподвижный люнет устанавливают на станке, для этого протачивают шейку.
Выбор того или иного метода определяется суммой времени, а так же необходимой точностью и способом простановки размеров.
Токарная обработка возможна по следующим схемам: