

Режимы работа системы автоматического регулирования толщины полосы широкополосного стана 2000 оао «ммк» в.Р.Храмшин, с.А.Петряков, р.А.Леднов
(Магнитогорский государственный технический университет,
г. Магнитогорск)
Схема расположения нажимных устройств чистовой группы стана 2000 ОАО «Магнитогорский металлургический комбинат (ОАО «ММК») приведена на рисунок 1. В семи чистовых клетях прокатка ведется до получения полосы заданной толщины на выходе стана. Комплекс САРТ чистовой группы клетей включает в себя: гидравлические нажимные устройства (ГНУ), непосредственно систему автоматического регулирования толщины (САРТ), систему изгиба рабочих валков клетей [1]. Основной регулятор САРТ выполнен по принципу косвенного измерения толщины полосы в прокатываемой клети. В качестве основной коррекции применяется коррекция по сигналу от выходного толщиномера.
Косвенное регулирование толщины
Основным режимом САРТ является поддержание толщины полосы на выходе каждой клети на основе косвенного ее вычисления по зависимости Симса-Головина [2]. Целью данного режима является получение проката с минимальной продольной разнотолщинностью. В системе осуществляется запоминание выходной толщины на момент включения САРТ и поддержание ее до конца партии либо до ручного вмешательства оператора, когда происходит запоминание нового значения. Однако при данном способе регулирования может возникать отклонение толщины в сторону уменьшения (статическая ошибка) из-за того, что запоминание толщины происходит выше по кривой температурного клина (рис. 2) и, следовательно, в момент включения, при входе полосы в следующую клеть САРТ начинает стремиться в эту точку и разводит клеть.
График отклонения толщины для следующих полос будет выглядеть аналогично линии 1 на рисунке 2. В результате средняя толщина полосы снижается относительно заданной. Данный способ коррекции толщины начинает работать, когда полоса заходит в следующую клеть. Включение его сразу же при входе полосы в данную клеть на практике приводит к резким изменениям зазора клети, в результате чего происходит застревание полосы в следующей клети. Достоинством данного способа является получения партии полос с “одинаковой” выходной толщиной (отклонение выходной толщины для партии полос одно и то же).

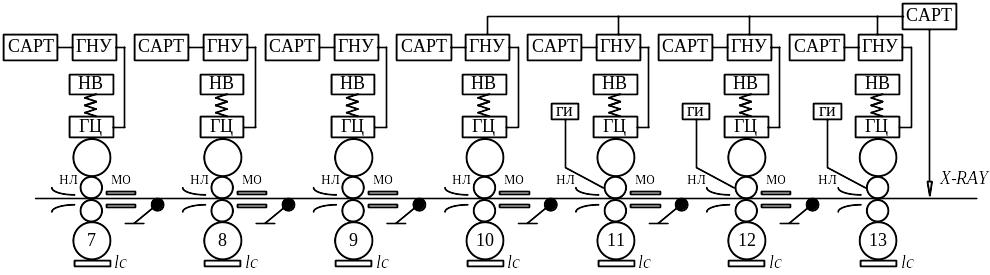
Рисунок 2 – Дефект горячекатанной полосы – температурный клин
Вместе с тем необходимо учитывать, что в САРТ с косвенным измерением по принципу Симса-Головина все неконтролируемые изменения свободного зазора между валками преобразуются в отклонение толщины полосы от заданного значения. Это является основным недостатком данного способа регулирования. К неконтролируемым изменениям межвалкового зазора относятся: изменения диаметров опорных и рабочих валков, изменения толщины масляной пленки в подшипниках жидкостного трения, эксцентриситет опорных валков и др. Поэтому для устранения вышеперечисленных возмущающих воздействий необходимо применять дополнительные корректирующие устройства, например, компенсацию масляной пленки, компенсацию нагрева валков, компенсацию эксцентриситета опорных валков за счет коррекции по сигналу от выходного толщиномера.
Коррекция толщины от выходного толщиномера
Целью данной коррекции является получение заданной выходной толщины полосы. При этом возможно увеличение продольной разнотолщинности на полосе. Данная коррекция является относительно “медленной” в силу транспортного запаздывания. Принцип рассмотрен в [3], работа совместно с системой косвенного регулирования толщины поясняется с помощью рисунка 3.
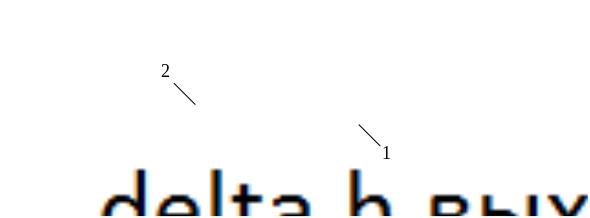
1 – только косвенная коррекция САРТ;
2 – косвенная коррекция и коррекция от толщиномера
Рисунок 3 – Работа САРТ с коррекцией от толщиномера
Сравнение рис. 2 и 3 показывает, что совместное применение двух корректирующих воздействий позволяет добиться ликвидации установившейся ошибки регулирования толщины на основном участке полосы.
СПИСОК ЛИТЕРАТУРЫ
Петряков С.А., Храмшин В.Р. Система автоматического регулирования толщины широкополосного стана горячей прокатки // Электропривод, электротехнологии и электрооборудование предприятий: Сб. науч. тр. III Всерос. науч.-техн. конф. (с международным участием). – Уфа: ИД «Чурагул», 2011. – С. 264–268.
Бычков В.П. Электропривод и автоматизация металлургического производства. – М.: Высшая школа, 1977. – 391с.
Филатов А.С., Зайцев А.П., Смирнов А.А. Автоматические системы стабилизации толщины полосы при прокатке. – М.: Металлургия, 1982. – 128 с.
УДК697.1