

Материалы для валов.
Материалом для деталей типа валов, применяемых в пищевом машиностроении, в основном служит сталь. Марка стали выбирается в зависимости от условий эксплуатации. Номенклатура применяемых марок сталей весьма разнообразна от конструкционных углеродных сталей по ГОСТ 1050-74, до высоколегированных хромистых, хромоникелевых, хромомолибденовых и др. по ГОСТ 4543 -71. В отдельных случаях валы выполняют из модифицированного или специального чугуна ( износостойкий легированный или отбеленный чугун). Эти чугуны износостойки и обладают возможностью демифировать колебания. (Стали 25,30,35,40,45,45Г2,40Х,35ХС, 40ХС, 35СТ, 35ХН3М, 45ХН2МФ)
Способы получения заготовок.
Заготовками стальных волов могут быть:
- отрезки проката
- поковки
- горячие штамповки
- отливки
- сварные заготовки
Выбор вида заготовки зависит от сложности конфигурации и размеров детали, объема производства, а также от требований к прочности.
Для гладких валов в крупносерийном и массовом производстве применяют калиброванные прутки круглого сечения, т.к. прутки изготовляют с высокой точностью (от 12 до 7 квалитета с соответствующей шероховатостью поверхности) то во многих случаях отпадает необходимость в обработке наружной цилиндрической поверхности.
Ступенчатые валы с небольшой разницей между диаметрами ступеней изготовляют обычно из прутков горячекатаной стали, стоимость, которой меньше стоимости калиброванной стали.
Заготовки для ступенчатых валов со значительной разницей между диаметрами ступеней, фланцевых, коленчатых, кривошипных и кулачковых получают свободной ковкой.
Заготовки, полученные горячей штамповкой, реже используют для валов, т.к. это связано с изготовлением дорогостоящих штампов, что экономически оправдывается лишь при значительных партиях деталей.
При использовании методов пластической деформации улучшается структура и механические свойства металла, поэтому для ответственных тяжелонагруженных валов в качестве заготовка применяют штамповки поковки даже тогда, когда конфигурация деталей допускает применение проката (валы высокоскоростных сепараторов и центрифуг)
Отливки редко являются заготовками для стальных валов. Отливают в основном заготовки для чугунных валов, что позволяет в значительной мере приблизить конфигурацию и размеры заготовки к конфигурации и размерам готовой детали и, следовательно, уменьшить количество снимаемой стружки.
Предварительная обработка заготовок валов.
Заготовки из проката, отливки, штампованные заготовки и поковки перед поступлением на основную механическую обработку в заготовительных участках и цехах.
К операциям предварительной обработки относятся:
- зачистка
- правка прутков
- обдирка
- предв. т.о. (при необходимости)
- торцевание
- центрование
- контроль
Зачистка – устранение неровностей, заусенцев, окалины у литых и штампованных заготовка.
Правка – на правильно – калибровочных станках.
Обдирка – грубая токарная обработка либо на шлифовальных станках.
Торцевание - это подрезка торцов.
Несколько в стороне стоит предварительная обработка отливок.
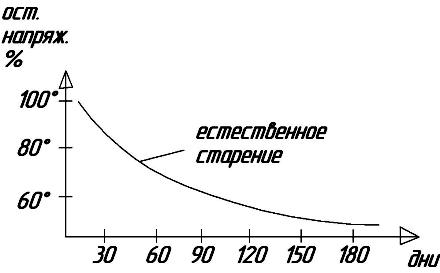
Отливки: - линейные налужения, особенно в местах резко изменения сечения вала. Если подвергнуть механической обработке, то равновесие остаточных напряжений из-за снятия поверхностных слоев метала нарушается и заготовка деформируется. Эта деформация происходит не мгновенно, а в течении длительного промежутка времени. При передаче предварительно обработанной заготовки на отделку (без разрыва во времени) деформация продолжается и после приемки готовой детали, что ведет к недоразумениям при оборке и последующей эксплуатации машин.
-естественное старение
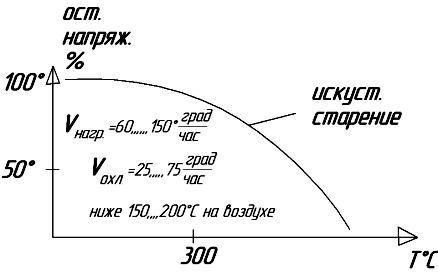
-искусственное старение (ТО)
-некоторые методы механического воздействия обстукивание мест концентрации напряжений пневмолотками или дробеструйная обработка, однако, она радикальных результатов не дает
Штампованные и паковки - в них возникают ковочные напряжения из-за неравномерного охлаждения заготовки. Для их снятия – отжиг.
Сварочное напряжение – из–за неравномерного нагрева и остывания металла. Имеет место интенсивный нагрев металла в зоне шва, а смежные участки препятствуют расширению нагретого металла и создают в нем остаточное напряжение сжатия, при остывании - напряжения растяжения.
Снимаются высокотемпературным отпускам (600-650ºС). Однако они не возвращаются к правильной форме, а могут получить дополнительные деформации, поэтому правка валов обязательна.
Центрование – для образование единой базы для установки обрабатываемого вала на всех операциях. Этой базой является центровые отверстия. При этом оба отверстия должны иметь общую осевую линию, во всех деталях партии заготовок глубина отверстий должна быть одинаковой, что имеет важное значение при обработке на настроенных станках.
При неодинаковой глубине центровых отверстий наблюдается «просадка» центров, что является причиной погрешности базирования при установке на жесткий передний центр.
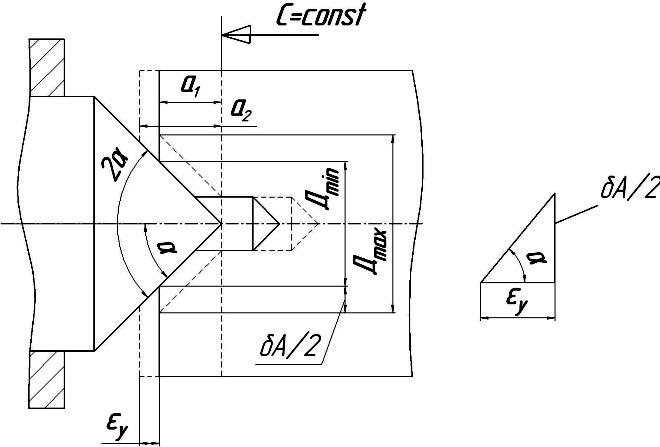
 – половина
допуска на диаметральные размеры
конической части центровых гнезд и
– половина угла при вершине конуса, то
из прямоугольного треугольника
погрешность
– половина
допуска на диаметральные размеры
конической части центровых гнезд и
– половина угла при вершине конуса, то
из прямоугольного треугольника
погрешность
 .
.