

Схемы установки заготовок и установочные элементы приспособлений.
1. Для установки на угловые базовые плоскости используют постоянные опоры с рифлёной, гладкой и сферической поверхностями.
В общем случае опоры располагают в корпусе приспособления по правилу шести точек. Расстояние между опорами следует выбирать, возможно, большими в целях повышения устойчивости заготовки при её установке в приспособление. Такие точечные опоры применяют при установке корпусных деталей, плит, планок, кронштейнов и других деталей с развитыми базовыми плоскостями.
При обработке не жестких заготовок часто предусматриваются дополнительные (сверх шести) опоры, которые должны быть обязательно индивидуально подводимыми или самоустанавливающимися. После установки на 6 жёстких опор заготовка закрепляется с силой Q. Затем подводятся дополнительные опоры до соприкосновения с вступающей частью заготовки и прочно закрепляется ,превращаясь в жёсткую. Дополнительным зажимом устройством заготовка прижимается к этой опоре.
2. Установку заготовок чисто обрабатываемыми базами производят на опорные пластинки.
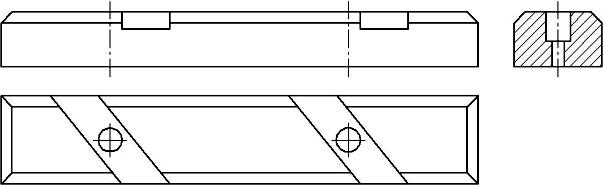
Для повышения износостойкости опоры производят из стали У8 или стали 20 с цементацией и закалкой HRC 55…60. Применяют также хромирование и наплавку опор твердым сплавом. Несущие поверхности опор шлифуют по 8 классу шероховатости.
3. Установку заготовок на внешнюю цилиндрическую поверхность производят в опорные призмы и самоцентрирующие патроны. Для чисто обработанных базовых поверхностей применяют широкие опорные призмы, для чёрных – узкие: в этом случае в результате локализации контакта по узкой площадке уменьшается влияние искривленностей и других погрешностей упорами заготовки на устойчивость её положения. Призмы изготавливают из стали 20Х, предусматривая цементацию на глубину 0,8 ….1,2 мм и замену рабочих поверхностей. Призмы крепят к корпусу приспособления винтами. Для полной ориентации заготовки призме необходим осевой упор, определяющий её положение по длине и дополнительный элемент (шунт, планка, опора), определяющий (если нужно) условие положения заготовки.
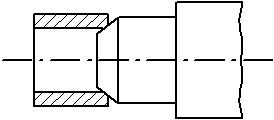
4. Если базовые шейки заготовки, выполненные по 6..7 квалитету точности, применяется в установке во втулку
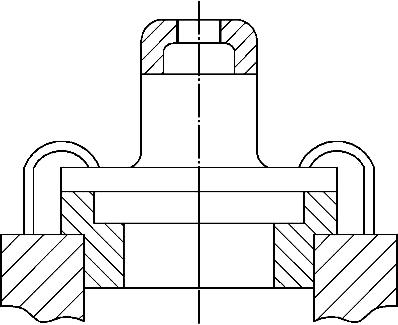
5. Детали, типа тройников и крестовин применяющимися цилиндрическими поверхностями, являющимися базовыми производят в три узкие призмы.
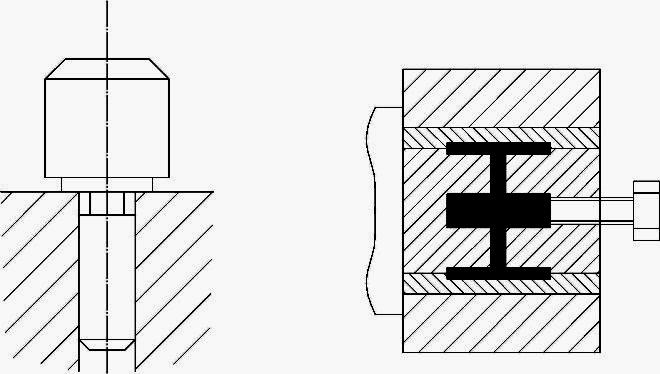
6. При обработке деталей машин довольно часто распространена установка на внутреннюю цилиндрическую поверхность и перпендикулярно к её оси плоскости. Установку заготовок типа тел вращения производят на оправке. Оправки выполняют жёсткого и разжимного типов. На …………….. заготовку насаживают с зазором (в этом случае её закрепляют по торцам) или с натягом под прессом. При использовании жёстких оправок базовые поверхности заготовок (отверстия) обычно выполняют по 6..7 квалитету точности примером разжимной оправки может служить оправка с гидропластмассой.
Оправки выполняют консольного и центрового типов. Первые закрепляют в коническом отверстии шпинделя станка, вторые устанавливают в центра. Oправки – закалка, либо цементация и последующая закалка, 8 класс шероховатости.
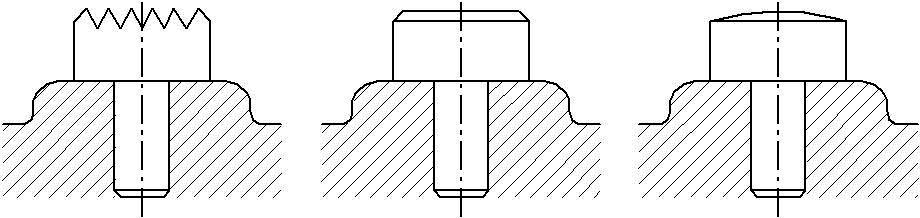
7.Установку заготовок на базовые отверстия в стационарные приспособления производят на консольные цилиндрические пальцы.
8. Заготовки корпусных деталей, плит, рам, картеров и др. деталей устанавливают на плоскость и перпендикулярные к ней два цилиндрических отверстия.
О дин
палец делают срезанным. Установочными
элементами в приспособлении являются
пластинки и два пальца цилиндрических.
дин
палец делают срезанным. Установочными
элементами в приспособлении являются
пластинки и два пальца цилиндрических.
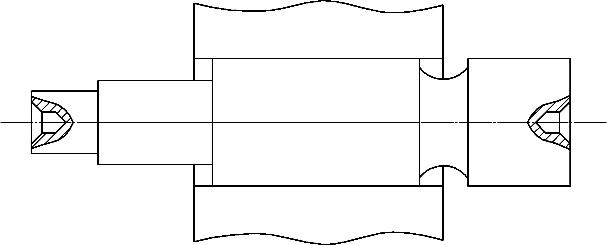
9. При обработке валов установку производят на центровые гнёзда, используя в качестве установочных элементов центры.
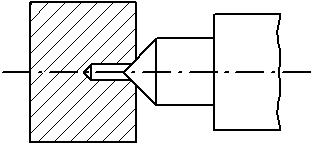
Полые заготовки устанавливают коническими фасками на срезанные центры.
Для точной установки по длине применяют плавающий передний центр.