

Определение погрешностей при не совмещении баз.
Вместе с тем, встречаются случаи, когда по тем или иным причинам делают отступление от принципа совмещения баз. Наиболее характерны два отступления:
исходная база не совмещена с конструкторской;
установочная база не совмещена с исходной.
При не совмещении баз возникает погрешность. Такая погрешность не связана с процессами обработки, установки или контроля, а зависит только от выбора баз.
Рассмотрим случаи не совмещения баз и определим величину погрешностей
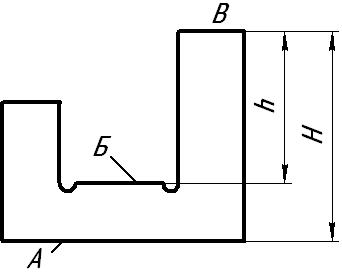
А) Несовмещение конструкторской и исходной базы .
 ,
Т – технологический размер
,
Т – технологический размер
Д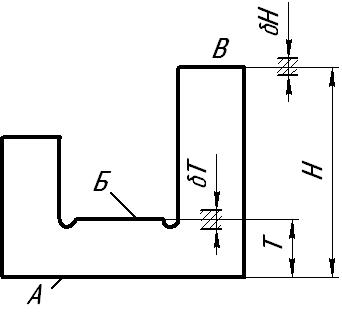 ругой
раз
ругой
раз
 получается настолько малым, что нет
возможности ввести технологический
размер.
получается настолько малым, что нет
возможности ввести технологический
размер.
Б) Не совмещение исходной и установочной
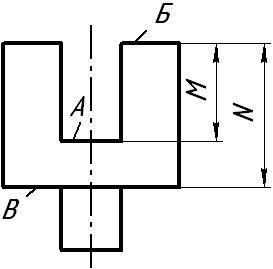
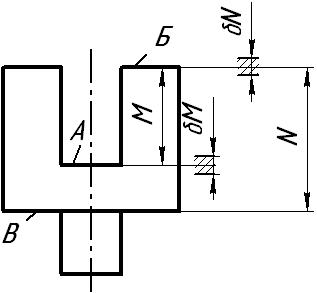
Если
 или
или
 -
обработку вести нельзя.
-
обработку вести нельзя.
Основные схемы базирования
а) схема базирования призматических деталей
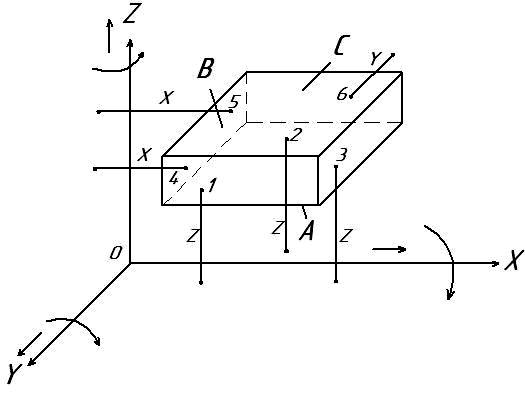
Любое твёрдое тело в пространстве имеет шесть степеней свободы. Для получения подвижности необходимо лишить его этих шести степеней свободы. Это достигается наложением связей.
Для ориентировки призматического тела в пространстве необходимо соединить три точки 1,2,3 его нижней поверхности, не лежащей на одной прямой , связями с плоскостью XOY прямоугольной системы координат (Связи могут быть представлены в виде недеформируемых стержней, сохраняющих однако возможности скользить по плоскости XOY вдоль осей ОХ и ОУ , не отрываясь от неё и от нижней плоскости А призматического тела.
В
результате этого твёрдое тело лишается
трёх степеней свободы( ).
).
Для
лишения ещё двух степеней свободы
необходимо соединить его боковую
поверхность В двумя связями с плоскостью
ZOY
( ).
).
Для
полной ориентировки тела в пространстве
необходимо лишить его шести степеней
свободы, т.е. ( ).
).
На практике связи реализуются опорными точками. Опорные точки обозначаются :

спереди сбоку в плане
Данный пример продемонстрировал правило шести точек: для того, чтобы придать заготовке вполне определённое положение в приспособлении, необходимо и достаточно иметь шесть опорных точек, лишающих её шести степеней свободы.
Плоскость А – основная установочная плоскость (база)
Плоскость Б – направляющая плоскость (база)
Плоскость С – упорная плоскость (база)
В качестве установочной - поверхность с наибольшими размерами, позволяющее располагать три основных точки на значительном расстоянии друг от друга – для повышенной точности и надёжности.
Направляющая – самая длинная поверхность
Упорная - может быть самых малых размеров.
б) длинное цилиндрическое тело.
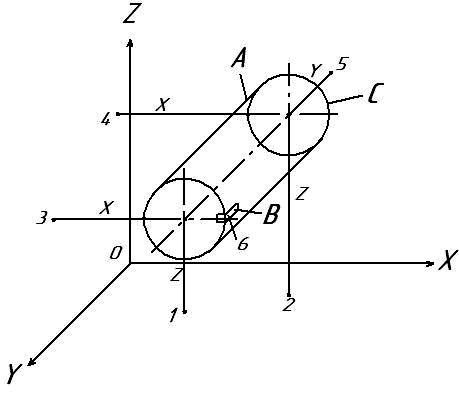
Необходимо соединять поверхность А двумя координатами ХОY, двумя Х – с плоскостью ZOY , одной Y - с плоскостью ZOX.
Шестая опорная точка – на поверхности шпоночной канавки.
В реальных условиях четыре


Три базирующие плоскости
двухсторонние связи заменяются четырьмя опорными точками, находящимися в контакте с цилиндрической поверхностью А (двойная направляющая база).
А – двойная направляющая база
С – опорная база
В – вторая опорная база
Три
базирующие плоскости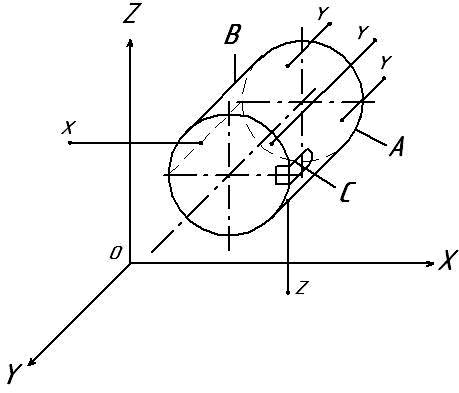 А
– установочная база
А
– установочная база
В – двойная опорная
(центрирующая) база
С – опорная база