

Базирование. Понятия о базах.
При обработке заготовке требуется придать определённое положение относительно режущего инструмента или приспособления, точнее говоря, относительно системы координат станка .
Придание заготовке требуемого положения относительно системы координат станка называется базированием.
Базы поверхности, линии, точки, принадлежащие заготовке или изделию и используемые для базирования.
Классификация баз.
Различают базы: конструкторские, сборочные, технологические и измерительные.
Конструкторские базы это совокупность поверхностей, линий или точек, посредством которых определяется расчетное положение детали относительно других деталей изделия (оси отверстий, валов, оси симметрии, биссектрис углов).

Сборочные базы поверхности (обработанные), которыми деталь присоединяется к другим деталям (отверстия к торцу зубчатого колеса; обработанные шейки червяка и его торец).
Измерительные базы совокупность поверхностей, линий, точек, от которых производят отсчёт выполняемых размеров при обработке детали тли проверку взаимного положения поверхностей детали
H1
Технологические базы это базы, используемые в процессе механической обработки детали.
Исходная база это поверхность, линия или точка, относительно которой на операционном эскизе координируется положение обрабатываемой поверхности.
Размер, который определяет это положение, называется исходным.
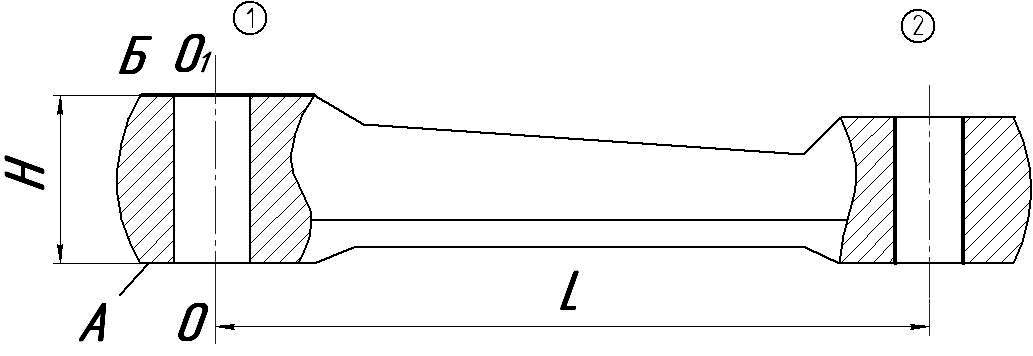
А исходная база
ОО1 исходная база
Н, L исходные размеры
Установочными базами называют такие поверхности детали (не линии, не точки), которыми деталь устанавливается для обработки в определённом положении относительно станка (или приспособления) и режущего инструмента.
Если в качестве установочной базы приняты не обработанные поверхности это черновые базы, обработанные поверхности чистовые. Черновые базы должны быть по возможности ровными и гладкими. Пользоваться ими можно лишь на начальных операциях. Рекомендуется за черновую базу принимать поверхности, остающиеся у детали чёрными.
Основная база поверхность, которая служит для установки детали при обработке и сопрягается с другой деталью, совместно работающей в собранной машине.
Вспомогательной базой называется поверхность детали, которая служит только для её установки при обработке (центровые отверстия).
Выбор баз. Принцип постоянства и принцип совмещения баз.
При разработке ТП процессов выбирают исходные, установочные и измерительные базы для каждой операции.
Выбор баз один из ответственных моментов в разработке технологического процесса, т.к. он определяет точность и конструкцию приспособления. Неправильный выбор баз часто приводит к усложнению конструкции приспособления, появлению брака и увеличению вспомогательного времени на установку и снятие детали.
Как правило, обработку детали следует начинать с той поверхности, которая будет служить установочной базой для последующих операций. На первой операции в качестве установочной базы обычно принимают необработанную поверхность черновую базу. Однако нельзя принимать каждую черновую поверхность детали в качестве черновой базы, а только ту, которая в дальнейшем не подлежит обработке и является достаточно чистой, гладкой и ровной.
Если нет поверхности, удовлетворяющей этим требованиям, то у заготовки предусматривают специальные установочные бобышки, которые при первой операции служат установочной базой.
В зависимости от конфигурации и сложности детали обработку её на последующих операциях ведут с использованием одной и той же установочной базы. Если все операции обработки детали выполняют при одной и той же базе, то используется принцип постоянства базы.
Необходимо иметь в виду, что для обработки многих деталей не всегда удаётся применить принцип постоянства базы. В этом случае необходимо руководствоваться принципом совмещения баз.
Этот принцип состоит в том, чтобы в качестве исходной, установочной и измерительной использовать конструкторскую базу. Часто совмещают все четыре базы, т.е. строят операцию, полностью отвечающую принципу совмещения баз.