

Раздел 6 механическая обработка заготовок деталей машин
Глава I Физико-механические основы обработки конструкционных материалов резанием
Базой научно-технического прогресса всех отраслей народного хозяйства служит машиностроение.
Развитие и совершенствование машиностроения связаны с его автоматизацией, созданием робототехнических комплексов, обработки заготовок, построенных на основе гибких производственных систем (ГПС). Гибкие производственные системы оснащаются современными станками с числовым программным управлением (ЧПУ) или управляемыми от ЭВМ, обеспечивающих функционирование ГПС в целом.
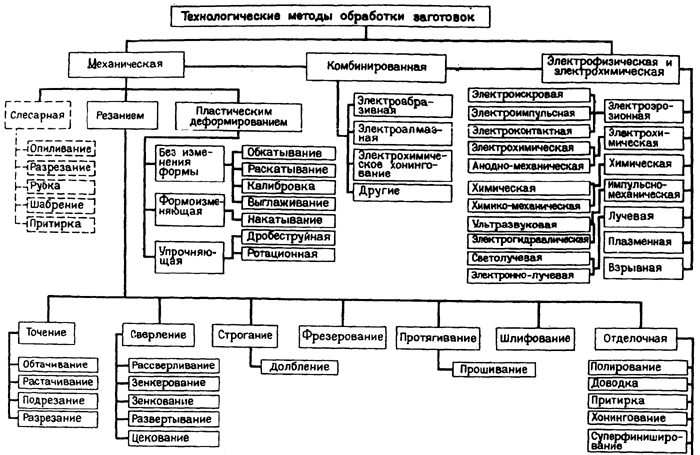
Одна из актуальных задач машиностроения - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей. Особое внимание уделяется чистовым и отделочным технологическим методам обработки, объем которых в общей трудоемкости обработки деталей постоянно возрастает. Наряду с обработкой резанием применяют методы обработки пластическим деформированием с использованием химической, электрической, световой, лучевой и других видов энергии (рис. 6.1).
1. КЛАССИФИКАЦИЯ ДВИЖЕНИИ В МЕТАЛЛОРЕЖУЩИХ СТАНКАХ. СХЕМЫ ОБРАБОТКИ РЕЗАНИЕМ
Обработка металлов резанием - процесс срезания режущим инструментом с поверхности заготовки слоя металла в виде стружки для получения необходимых геометрической формы, точности размеров, взаиморасположения и шероховатости поверхностей детали. Чтобы срезать с заготовки слой металла, необходимо режущему инструменту и заготовке сообщать относительные движения. Инструмент и заготовку устанавливают и закрепляют в рабочих органах станков, обеспечивающих эти относительные движения: в шпинделе, на столе, в револьверной головке. Движения рабочих органов станков подразделяют на движения резания, установочные и вспомогательные. Движения, которые обеспечивают срезание с заготовки слоя металла или вызывают изменение состояния обработанной поверхности заготовки, называют движениями резания. К ним относят главное движение резания и движение подачи.
За главное (Dr) движение резания принимают движение, определяющее скорость деформирования материала и отделения стружки, за движение подачи (Ds) -движение, обеспечивающее врезание режущей кромки инструмента в материал заготовки. Эти движения могут быть непрерывными или прерывистыми, а по своему
295
МЕХАНИЧЕСКАЯ ОБРАБОТКА ЗАГОТОВОК
ДЕТАЛЕЙ МАШИН
296
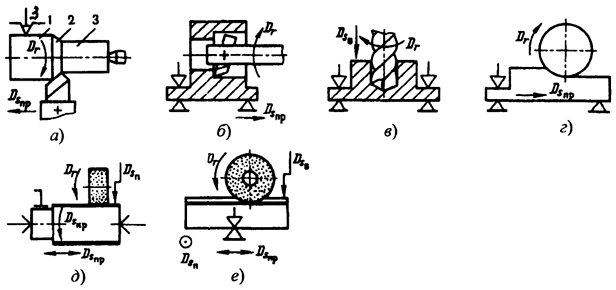 Рис.
6.2. Схемы обработки заготовок:
а
- точением; б - растачиванием; в
- сверлением; г - фрезерованием; д
- шлифованием на круглошлифовальном
станке; е - шлифованием на
плоскошлифовальном станке
Рис.
6.2. Схемы обработки заготовок:
а
- точением; б - растачиванием; в
- сверлением; г - фрезерованием; д
- шлифованием на круглошлифовальном
станке; е - шлифованием на
плоскошлифовальном станке
характеру вращательными, поступательными, возвратно-поступательными. Скорость главного движения резания обозначают v, скорость движения подачи - vs.
Движения, обеспечивающие взаимное положение инструмента и заготовки для срезания с нее определенного слоя материала, называют установочными. К вспомогательным движениям относят транспортирование заготовки, закрепление заготовок и инструмента, быстрые перемещения рабочих органов станка.
Для любого процесса резания можно составить схему обработки. На схеме условно изображают обрабатываемую заготовку, ее установку и закрепление на станке, закрепление и положение инструмента относительно заготовки, а также движения резания (рис. 6.2). Инструмент показывают в положении, соответствующем окончанию обработки поверхности заготовки. Обработанную поверхность на схеме выделяют другим цветом или утолщенными линиями. На схемах обработки показывают характер движений резания и их технологическое назначение, используя условные обозначения.
Существуют движения подачи: продольное (пр), поперечное (п), вертикальное (в), круговое (кр), окружное (о), тангенциальное (т). В процессе резания на заготовке различают обрабатываемую поверхность 1, обработанную поверхность 3
и поверхность резания 2 (рис. 6.2, а). На схемах обработки закрепление заготовки и инструмента показывают полуконструктивно или условными обозначениями в соответствии с ГОСТ 3.1107-81.
При обработке заготовок на станках с ЧПУ абсолютные значения скоростей главного движения резания и движения подачи вносятся в программу специальными кодами.
При использовании в ГПС многоцелевых металлорежущих станков на одном станке можно осуществить несколько технологических способов обработки, например сверление, развертывание, растачивание, фрезерование, что расширяет номенклатуру деталей, обрабатываемых на одном станке, и повышает их производительность.
2. МЕТОДЫ ФОРМООБРАЗОВАНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН
Пространственную форму детали определяет сочетание различных поверхностей. Для облегчения обработки конструктор стремится использовать простые геометрические поверхности: плоские, круговые цилиндрические и конические, шаровые, торовые, геликоидные. Геометрическая поверхность представляет собой совокупность последовательных положений следов одной производящей линии, назы-
297
ваемой образующей, движущейся по другой производящей линии, называемой направляющей. Например, для образования круговой цилиндрической поверхности прямую линию (образующую) перемещают по окружности (направляющей). При обработке поверхностей на металлорежущих станках образующие и направляющие линии в большинстве случаев отсутствуют. Они воспроизводятся комбинацией движений заготовки и инструмента, скорости которых согласованы между собой. Движения резания являются формообразующими. Механическая обработка заготовок деталей машин реализует четыре метода формообразования поверхностей.
Образование поверхностей по методу копирования состоит в том, что режущая кромка инструмента соответствует форме образующей 1 обрабатываемой поверхности детали (рис. 6.3, а). Направляющая линия 2 воспроизводится вращением заготовки. Главное движение здесь является формообразующим. Движение подачи необходимо для того, чтобы получить геометрическую поверхность определенного размера. Метод копирования широко используют при обработке фасонных поверхностей деталей на различных металлорежущих станках.
Образование поверхностей по методу следов состоит в том, что образующая линия 1 является траекторией движения точки вершины режущей кромки инструмента, а направляющая линия 2 - траекторией движения точки заготовки (рис. 6.3, б). Движения резания являются формообразующими.
Образование поверхностей по методу касания состоит в том, что образующей линией 1 служит режущая кромка инструмента (рис. 6.3, в), а направляющей линией 2 - касательная к ряду геометрических вспомогательных линий - траекторий точек режущей кромки инструмента. Здесь формообразующим является только движение подачи.
Образование поверхностей по методу обкатки (огибания) состоит в том, что направляющая линия 2 воспроизводится вращением заготовки (рис. 6.3, г). Образующая линия 1 получается как огибающая кривая к ряду последовательных положений режущей кромки инструмента относительно заготовки благодаря согласованию двух движений подачи. Скорости движений согласуют так, что за время прохождения круглым резцом расстояния l он делает один полный оборот относительно своей оси вращения.
298
3. РЕЖИМ РЕЗАНИЯ, ГЕОМЕТРИЯ СРЕЗАЕМОГО СЛОЯ, ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
При назначении режима резания определяют скорости главного движения резания и подачи и глубину резания.
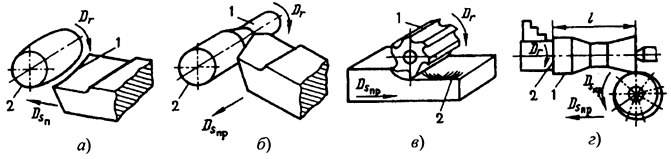 Рис.
6.3. Методы формообразования поверхностей
Рис.
6.3. Методы формообразования поверхностей
298
Скоростью главного движения резания v называют расстояние, пройденное точкой режущей кромки инструмента относительно заготовки в единицу времени. Эта скорость измеряется в метрах в секунду (м/с). Если главное движение резания вращательное (точение), то скорость главного движения резания, м/с,
v = π Dзаг n /(l000 · 60),
где DЗАГ - наибольший диаметр обрабатываемой поверхности заготовки, мм; п - частота вращения заготовки в минуту.
Если главное движение возвратно-поступательное, а скорости рабочего и вспомогательного ходов различны, то скорость главного движения резания, м/с,
v = Lm (k + 1)/(1000 · 60),
где L - расчетная длина хода инструмента, мм; т - число двойных ходов инструмента в минуту; k - коэффициент, показывающий соотношение скоростей рабочего и вспомогательного ходов.
Подачей s называют путь точки режущей кромки инструмента относительно заготовки в направлении движения подачи за один ход заготовки или инструмента. Подача в зависимости от технологического метода обработки измеряется в мм/об - для точения и сверления; мм/дв. ход - для строгания и шлифования.
На станках с ЧПУ величина подачи может непрерывно изменяться в процессе обработки заготовки в соответствии с задаваемой программой управления. В адаптивных системах ЧПУ подача может автоматически изменяться по результатам измерения шероховатости обработанной поверхности заготовки (самонастраивающаяся система ЧПУ).
Глубиной резания t называют расстояние между обрабатываемой и обработанной поверхностями заготовки, измеренное перпендикулярно к последней. Глубину резания задают на каждый рабочий ход инструмента относительно обрабатываемой поверхности. Глубина резания измеряется в миллиметрах.
При точении цилиндрической поверхности глубину резания определяют как полуразность диаметров до и после обработки (рис. 6.4):
t = (Dзаг - d)/2,
где d - диаметр обработанной поверхности заготовки, мм.
Форму сечения срезаемого слоя материала рассмотрим на примере обтачивания цилиндрической поверхности на токарном станке. На рис. 6.4 показаны два последовательных положения резца относительно заготовки за время одного полного ее оборота. Резец срезает с заготовки материал площадью поперечного сечения fABCD, называемой номинальной площадью среза fн мм2. Для резцов с прямолинейной режущей кромкой
fH = fABCD = ts.
Форма и размеры номинального сечения срезаемого слоя материала зависят от sпр и t, углов φ и φ’ и формы режущей кромки. В процессе резания участвуют одновременно два движения, поэтому траекторией движения вершины резца относительно заготовки будет винтовая линия. Начав резание в точке А, резец вновь встретится с этой образующей цилиндрической поверхности только в точке В.
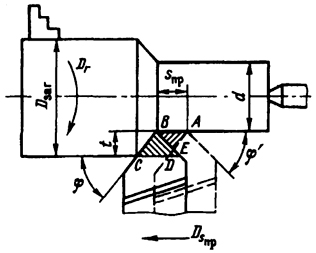 Рис.
6.4. Элементы резания и геометрия срезаемого
слоя
Рис.
6.4. Элементы резания и геометрия срезаемого
слоя
299
Следовательно, не вся площадь среза fABCD будет срезана с заготовки, а только часть ее, и на обработанной поверхности останутся микронеровности. Остаточное сечение площади срезаемого слоя f0 = fABE. Действительное сечение площади срезаемого слоя материала fд = fBCDE будет меньше номинального fн на величину площади осевого сечения микронеровностей.
Остаточное сечение площади срезаемого слоя материала образует на обработанной поверхности микровыступы и микровпадины, что создает шероховатость поверхности. Этим и отличается реальная обработанная поверхность от идеальной геометрической.
Шероховатость поверхности - это совокупность неровностей обработанной поверхности с относительно малыми шагами. Шероховатость - одна из характеристик качества поверхностного слоя заготовки. Она оценивается несколькими параметрами, в частности критерием Ra - средним арифметическим отклонением профиля, т.е. средним арифметическим абсолютных значений отклонений профиля в пределах определенной базовой длины обработанной поверхности.
Допустимое значение шероховатости обработанных поверхностей деталей машин указывается на чертежах условными обозначениями по ГОСТ 2789-73. Предпочтительные значения параметра Ra для разных технологических методов обработки лежат в следующих пределах, мкм: для предварительной, черновой, обработки 100 ... 22,5; для чистовой обработки 6,3 ... 0,4; для отделочной и доводочной обработки 0,2 ...0,012.
На шероховатость поверхности, обработанной резанием, оказывает влияние большое число факторов, связанных с условиями изготовления детали, например режим резания, геометрия режущего инструмента, вибрации, физико-механические свойства материала заготовки.
К параметрам процесса резания относят основное технологическое время обработки, время, затрачиваемое непосредственно на процесс изменения формы, размеров и шероховатости обрабатываемой поверхности заготовки. При токарной обработке цилиндрической поверхности основное время Т0, мин,
Т0 = Li/(nsпр) ,
где L = I + Δl - путь режущего инструмента относительно заготовки в направлении подачи [l - длина обработанной поверхности, мм; Δl - величина врезания и выхода (перебег) резца, мм]; i - число рабочих ходов резца, необходимое для снятия материала, оставленного на обработку.
4. ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕГО ИНСТРУМЕНТА И ИХ ВЛИЯНИЕ НА ПРОЦЕСС РЕЗАНИЯ И КАЧЕСТВО ОБРАБОТАННОЙ ПОВЕРХНОСТИ
Геометрические параметры режущего инструмента целесообразно рассматривать на примере токарного прямого проходного резца как типового образца режущего клина. Геометрические параметры других лезвийных режущих инструментов всегда можно отождествлять с геометрическими параметрами токарного прямого проходного резца с учетом особенностей их конструкции и способа воздействия на обрабатываемый материал заготовки.
Токарный прямой проходной резец (рис. 6.5) имеет режущую часть I и присоединительную часть II, которая служит для закрепления резца в резцедержателе. Режущая часть образуется при специальной заточке резца и имеет следующие элементы: переднюю поверхность лезвия 1, по которой сходит стружка; заднюю поверхность лезвия 2, обращенную к поверхности резания заготовки; вспомогательную заднюю поверхность 5, обращенную к обработанной поверхности заготовки; режущую кромку 3, вспомогательную режущую кромку 6, вершину лезвия 4. Инструмент затачивают по передней и задним поверхностям. Для определения
300
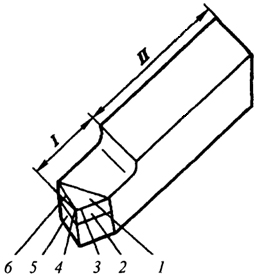 Рис.
6.5. Элементы токарного прямого проходного
резца
Рис.
6.5. Элементы токарного прямого проходного
резца
углов, под которыми расположены поверхности режущей части инструмента относительно друг друга, вводят координатные плоскости (рис. 6.6). Основная плоскость Pvc проходит через точку режущей кромки перпендикулярно к направлению скорости главного движения резания. Плоскость резания РПС проходит касательно к режущей кромке лезвия перпендикулярно к основной плоскости. Главная секущая плоскость Рτс проходит перпендикулярно к линии пересечения основной плоскости и плоскости резания. Вспомогательная секущая плоскость Рτс1 - плоскость, перпендикулярная к проекции вспомогательной режущей кромки на основную плоскость.
Углы резца определяют положение элементов режущей части в пространстве относительно координатных плоскостей и относительно друг друга. Эти углы называют углами резца в статике. Углы инструмента оказывают существенное влияние на процесс резания и качество обработанных поверхностей заготовок.
У токарного резца различают главные и вспомогательные углы, которые рассматривают исходя из следующих условий: ось резца перпендикулярна к линии центров станка; вершина резца находится на линии центров станка; совершается главное движение резания.
Передний угол γ измеряют в главной секущей плоскости между следом передней поверхности лезвия и следом плоскости, перпендикулярной к следу плоскости резания. Передний угол γ оказывает большое влияние на процесс резания. С увеличением угла γ уменьшается деформация срезаемого слоя, так как инструмент легче врезается в материал, снижаются силы резания и расход мощности. Одновременно улучшаются условия схода стружки, а качество обработанной поверхности заготовки повышается. Чрезмерное увеличение угла γ приводит к снижению прочности главной режущей кромки, увеличению износа вследствие выкрашивания, ухудшению условий теплоотвода от режущей кромки.
При обработке заготовок из хрупких и твердых материалов для повышения прочности и стойкости резца следует назначать меньшие значения угла γ, иногда - отрицательные. При обработке заготовок из мягких и вязких материалов угол γ увеличивают.
Главный задний угол α измеряют в главной секущей плоскости между следом плоскости резания и следом главной задней поверхности. Наличие угла α уменьшает трение между главной задней поверхностью инструмента и поверхностью резания заготовки, что уменьшает износ инструмента по главной задней поверхности. Чрезмерное увеличение угла α приводит
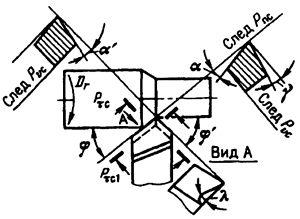 Рис.
6.6. Углы резца в статике
Рис.
6.6. Углы резца в статике
301
к снижению прочности режущей кромки. Угол а назначают исходя из величины упругого деформирования материала обрабатываемой заготовки.
Вспомогательный задний угол α’ измеряют во вспомогательной секущей плоскости между следом вспомогательной задней поверхности и следом плоскости, проходящей через вспомогательную режущую кромку перпендикулярно к основной плоскости. Наличие угла α’ уменьшает трение между вспомогательной задней поверхностью инструмента и обработанной поверхностью заготовки.
Угол в плане φ - угол между проекцией главной режущей кромки на основную плоскость и направлением движения подачи - оказывает значительное влияние на шероховатость обработанной поверхности. С уменьшением угла φ шероховатость обработанной поверхности снижается. Одновременно увеличивается активная рабочая длина главной режущей кромки. Сила и температура резания, приходящиеся на единицу длины кромки, уменьшаются, что снижает износ инструмента. С уменьшением угла φ возрастает сила резания, направленная перпендикулярно к оси заготовки и вызывающая ее повышенную деформацию. С уменьшением угла φ возможно возникновение вибраций в процессе резания, снижающих качество обработанной поверхности.
Вспомогательный угол в плане φ’ -угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением, обратным движению подачи. С уменьшением угла φ’ шероховатость обработанной поверхности снижается, увеличивается прочность вершины резца, снижается его износ.
Угол наклона режущей кромки λ - угол в плоскости резания между режущей кромкой и основной плоскостью. С увеличением угла λ качество обработанной поверхности ухудшается.
Углы γ, α, φ и φ’ могут изменяться вследствие погрешности установки резца.
Если при обтачивании цилиндрической поверхности вершину резца установить выше линии центров, то угол γ увеличится, а угол α уменьшится, а при установке вершины резца ниже линии центров станка - наоборот. Если ось резца будет неперпендикулярна к линии центров станка, то это вызовет изменение углов φ и φ’.
В процессе резания углы γ и α резца меняются. Это можно объяснить тем, что меняется положение плоскости резания в пространстве вследствие вращения заготовки и поступательного движения резца. В этом случае реальной поверхностью резания, к которой касательна плоскость резания, будет винтовая поверхность. При работе с большими подачами и при нарезании резьбы резцом изменение углов γ и α будет существенным, что следует учитывать при изготовлении резцов, внося коррекцию в значение этих углов.
Углы γ и α в процессе резания могут оказаться переменными, что имеет место при обработке сложных поверхностей деталей типа кулачков, лопаток турбин, винтовых поверхностей с переменным шагом.
302
5. ФИЗИЧЕСКАЯ СУЩНОСТЬ ПРОЦЕССА РЕЗАНИЯ
Резание металлов - сложный процесс взаимодействия режущего инструмента и заготовки, сопровождающийся определенными физическими явлениями, например деформированием срезаемого слоя металла. Упрощенно процесс резания можно представить по следующей схеме. В начальный момент процесса резания, когда движущийся резец под действием силы резания Р (рис. 6.7) вдавливается в металл, в срезаемом слое возникают упругие деформации. При движении резца они, накапливаясь по абсолютной величине, переходят в пластические. В прирезцовом срезаемом слое материала заготовки возникает сложное упругонапряженное состояние. В плоскости, перпендикулярной к траектории движения резца, возникают
302
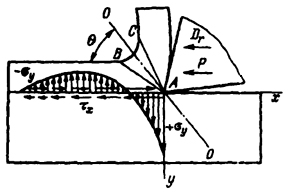 Рис.
6.7. Упругонапряженное состояние металла
при обработке резанием
Рис.
6.7. Упругонапряженное состояние металла
при обработке резанием
нормальные напряжения σу, а в плоскости, совпадающей с траекторией движения резца, - касательные напряжения τx. В точке приложения действующей силы значение τx наибольшее. По мере удаления от точки Aτx уменьшается. Нормальные напряжения σу в начале действуют как растягивающие, затем они уменьшаются и, переходя через нуль, превращаются в напряжения сжатия. Срезаемый слой металла находится под действием давления резца, касательных и нормальных напряжений.
Сложное упругонапряженное состояние металла приводит к пластической деформации, а рост ее - к сдвиговым деформациям, т.е. к смещению частей кристаллитов относительно друг друга. Сдвиговые деформации происходят в зоне стружкообразования ABC, причем деформации начинаются по плоскости АВ и заканчиваются по плоскости АС, в которой завершается разрушение кристаллитов, т.е. скалывается элементарный объем металла и образуется стружка. Далее процесс повторяется и образуется следующий элемент стружки.
Условно считают, что сдвиговые деформации происходят по плоскости ОО, которую называют плоскостью сдвига. Она располагается под углом θ ≈ 30° к направлению движения резца. Угол θ называют углом сдвига. Наличие поверхности сдвига в процессе стружкообразования и положение ее в пространстве установлены русскими учеными И. А. Тиме и К. А. Зворыкиным. Срезанный слой металла дополнительно деформируется вследствие трения стружки о переднюю поверхность инструмента. Структуры металла зоны ABC и стружки резко отличаются от структуры основного металла. В зоне ABC расположены деформированные и разрушенные кристаллиты, сильно измельченные и вытянутые в цепочки в одном, вполне определенном направлении, совпадающем с направлением плоскости О1О1, которая с плоскостью сдвига составляет угол (3 (рис. 6.8).
Характер деформирования срезаемого слоя зависит от физико-механических свойств материала обрабатываемой заготовки, геометрии инструмента, режима резания, условий обработки. В процессе резания заготовок из пластичных металлов и сталей средней твердости превалирует пластическая деформация. У хрупких металлов пластическая деформация практически отсутствует. Поэтому при обработке хрупких металлов угол β близок к нулю, а при обработке пластичных металлов β доходит до 30°, что свидетельствует о сложном внутреннем процессе деформирования кристаллитов и формировании новой структуры. Знание законов пластического деформирования и явлений, сопровождающих процесс резания, позволяет повысить качество обработанных поверхностей деталей машин и их надежность.
При резании металлов образуется стружка сливная, суставчатая или элементная. Сливная стружка, появляющаяся
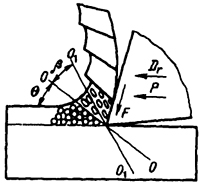 Рис.
6.8. Схема процесса образования стружки
Рис.
6.8. Схема процесса образования стружки
303
при резании пластичных металлов, представляет собой сплошную ленту с гладкой прирезцовой стороной. На внешней стороне ее видны слабые пилообразные зазубрины. Стружка суставчатая, образующаяся при резании металлов средней твердости, представляет собой ленту с гладкой прирезцовой стороной, на внешней стороне - ярко выраженные зазубрины. Стружка элементная образуется при резании хрупких металлов и состоит из отдельных, не связанных между собой элементов. Вид образующейся стружки зависит от физико-механических свойств металла обрабатываемой заготовки, режима резания, геометрических параметров режущего инструмента, применяемых в процессе резания смазочно-охлаждающих средств.
Вид образующей стружки влияет на износ режущего инструмента, шероховатость обработанной поверхности, силу резания, конструкцию инструмента. От вида стружки зависит возможность ее автоматического отвода из зоны резания и транспортирования. Особые проблемы отвода и транспортирования стружки из зоны резания возникают при обработке заготовок на станках с ЧПУ в условиях ГПС. Станки с ЧПУ оснащаются специальными транспортными системами (шнековыми, скребковыми), что в ряде случаев вызывает перекомпоновку узлов станков и ГПС.
Чтобы перевести стружку из одного состояния в другое, например стружку суставчатую в элементную, в конструкции режущего инструмента вводят стружко-ломательные устройства, пороги, разделительные канавки. Иногда применяют прерывистый процесс резания, например при сверлении отверстий на станках с ЧПУ, или вибрационное резание материалов. Кроме того, стружка в процессе обработки заготовки может забиваться в ее полости, оставаться в отверстиях. Для удаления стружки из заготовок в линиях ГПС приходится встраивать специальные автоматические моечные машины. Однако все эти мероприятия полностью не решают проблем удаления стружки из заготовок и со станка, ее транспортирования и дальнейшей переработки.
Стружка, образующаяся в процессе резания, подвергается значительному пластическому деформированию, в результате которого происходят ее укорочение и утолщение. Эти изменения стружки состоят в том, что длина стружки оказывается меньше длины обработанной поверхности, а толщина - больше толщины среза. Изменение размеров стружки характеризуется коэффициентами укорочения и утолщения (Kl и Ка).
Чем пластичнее металл заготовки, тем больше значение коэффициента Кl стружки. Для заготовок из хрупких металлов Кl близко к 1, а для заготовок из пластичных металлов Кl доходит до 5 ... 7. Величины укорочения и утолщения стружки зависят от физико-механических свойств обрабатываемого металла, режима и условий резания, геометрических параметров инструмента.
Изменение размеров стружки следует учитывать при проектировании режущего инструмента и назначении размеров стружечных канавок между режущими элементами инструмента, например, размеров канавок между двумя соседними зубьями фрезы, протяжки.
Силовое взаимодействие инструмента и заготовки. Деформирование и срезание с заготовки слоя металла происходят под действием внешней силы резания, приложенной со стороны инструмента к обрабатываемой заготовке. Направление вектора силы совпадает с вектором скорости главного движения резания v. Работа, затрачиваемая на деформирование и разрушение материала заготовки (Pv), расходуется на упругое и пластическое деформирование металла, его разрушение, на преодоление сил трения задних поверхностей о заготовку и стружки о переднюю поверхность лезвия инструмента.
В результате сопротивления металла процессу деформирования возникают реактивные
304
силы, действующие на режущий инструмент. Реактивные силы - это силы упругого (Ру1 и Py2) и пластического (Рп1 и Рп2) деформирования, векторы которых направлены перпендикулярно к передней и задней поверхностям лезвия резца (рис. 6.9, а). Наличие нормальных сил обусловливает возникновение сил трения (F1 и F2), направленных по передней и задней поверхностям лезвия инструмента Указанную систему сил приводят к равнодействующей силе резания:
P = Ру1 + Py2 + Рп1 + Рп2 + F1 + F2
Считают, что точка приложения силы резания Р находится на главной режущей кромке инструмента (рис. 6.9, б). Абсолютное значение, точка приложения и направление равнодействующей силы резания Р в процессе обработки переменны. Это можно объяснить неоднородностью структуры материала заготовки, переменной поверхностной твердостью материала заготовки, непостоянством срезаемого слоя металла, наличием штамповочных и литейных уклонов, изменением углов γ и α в процессе резания. Для расчетов используют не равнодействующую силу резания, а ее составляющие, действующие по трем взаимно перпендикулярным направлениям - координатным осям металлорежущего станка.
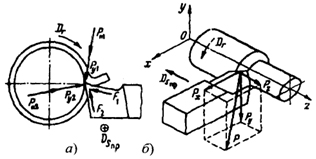 Рис.
6.9. Силы, действующие на резец (а),
и разложение силы резания на составляющие
(б) при обработке заготовки на
токарном станке с ЧПУ
Рис.
6.9. Силы, действующие на резец (а),
и разложение силы резания на составляющие
(б) при обработке заготовки на
токарном станке с ЧПУ
Для обеспечения единства трактовки международный стандарт ISO-841 и отечественный отраслевой устанавливают номенклатуру и единое направление координатных осей металлорежущих станков с ЧПУ, обязательные для всех изготовителей. Например, для токарно-винторезного станка с ЧПУ: ось z - линия центров станка; ось x - горизонтальная линия, перпендикулярная к линии центров станка; ось у - линия, перпендикулярная к плоскости zOx (рис. 6.9, б).
Стандарт устанавливает следующее общее направление координатных осей: ось z - ось вращения заготовки или инструмента; оси х и у - направления продольного и поперечного движений подачи заготовки или инструмента. За положительное направление координатных осей считают то, при котором инструмент или заготовка отходят друг от друга.
Для токарного станка с ЧПУ главная составляющая силы резания Ру (Рz)1 действует в плоскости резания в направлении главного движения резания по оси y(z). По силе Ру определяют крутящий момент на шпинделе станка, эффективную мощность резания, деформацию изгиба (рис. 6.10, а) заготовки в плоскости zOy, изгибающий момент, действующий на стержень резца (рис. 6.10, б), а также ведут динамический расчет механизмов коробки скоростей станка. Радиальная составляющая силы резания Рх (Ру) действует в плоскости xOz перпендикулярно к оси заготовки. По силе PX (Ру) определяют величину упругого отжатия резца от заготовки и деформацию изгиба заготовки в плоскости xOz (рис. 6.10, а). Осевая составляющая силы резания Рz (Рх) действует в плоскости xOz вдоль оси заготовки. По силе Рz (Рх) рассчитывают механизм подачи станка, а также изгибающий момент, действующий на стержень резца (рис. 6.10, б).
305
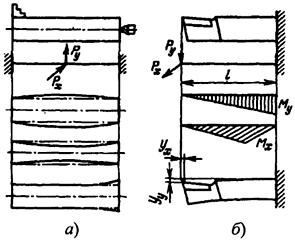 Рис.
6.10. Силы, действующие на заготовку (а)
и резец (б), при обработке заготовки
на токарном станке с ЧПУ
Рис.
6.10. Силы, действующие на заготовку (а)
и резец (б), при обработке заготовки
на токарном станке с ЧПУ
По деформации заготовки от сил Рх и РY рассчитывают ожидаемую точность размерной обработки заготовки и погрешность ее геометрической формы. По суммарному изгибающему моменту от сил Ру и Рх рассчитывают стержень резца на прочность. Равнодействующая силы резания, Н:
P = |
√ |
|
Py2 + Рx2 + Рz2. |
Силу Ру (Рz) определяют по эмпирической формуле, Н:
Ру = CPуtxPySyPyvnPykмPу,
где CPу - коэффициент, учитывающийфизико-механические свойства материала обрабатываемой заготовки; kмPу коэффициент, учитывающий факторы, не вошедшие в формулу, значения углов резца, материал резца и т.д.
Значения коэффициентов CPу и kмPу ,а также показателей степеней xPy и yPy даны в справочниках для конкретных условий обработки.
Аналогичные формулы существуют для определения сил Рх и Рz Условно можно считать, что для острого резца с γ = 15°, φ = 45°, λ = 0 при точении сталибез охлаждения Ру: Рх : Рz = 1: 0,45 : 0,35. Отношения Рх : Ру и Рz : Ру растут с увеличением износа резца, уменьшение угла φ увеличивает отношение Рх : Ру, а повышение подачи приводит к росту отношения Рz : Ру. Знание значений и направлений сил Ру, Рх и Рz необходимо для расчета элементов станка, а также приспособлений и режущего инструмента.
Крутящий момент на шпинделе станка, Н · м:
Мкт = 0,5PуDзаг · 10-3.
Изгибающий момент, действующий на стержень резца (рис. 6.10, б), Н · м:
М = |
√ |
|
= l |
√ |
|
Му2 + Мz2 |
Ру2 + Рz2 |
Величина общего упругого перемещения стержня резца и заготовки под действием силы Рх (расчет на точность обработки), мм:
x = Рх /Jзаг + РX / Jи ,
где Jзаг - жесткость системы заготовка -приспособление - элемент станка, на котором закреплена заготовка; Jи - жесткость системы инструмент - приспособление - элемент станка, на котором закреплен инструмент.
Зная составляющие силы резания, можно определить эффективную мощность и мощность электродвигателя станка.
Эффективной мощностью Ne называют мощность, расходуемую на процесс деформирования и срезания с заготовки слоя металла. При точении цилиндрической поверхности на токарно-винторезном станке эффективная мощность, кВт:
Nе = Руv / (60 · 103) + Рzп snp / (60 · 106) ,
где п - частота вращения заготовки, об/мин.
Мощность электродвигателя станка Nэ, кВт:
Nэ = Nе / η
где η - КПД механизмов и передач станка.
306
![]()
1 В скобках дано обозначение составляющих силы резания по ГОСТ 25762-83 для универсального токарного и других станков.
6. ФИЗИЧЕСКАЯ СУЩНОСТЬ КОНТАКТНЫХ ПРОЦЕССОВ ПРИ РЕЗАНИИ МЕТАЛЛОВ
Наростообразование при резании металлов. При обработке пластичных металлов резанием на передней поверхности лезвия инструмента образуется металл, который называют наростом. Это сильно деформированный металл высокой твердости, структура которого отличается от структур обрабатываемого металла и стружки.
Образование нароста объясняется тем, что геометрическая форма инструмента не идеальна для обтекания ее металлом. При некоторых условиях обработки силы трения между передней поверхностью лезвия инструмента и частицами срезанного слоя металла становятся больше сил внутреннего сцепления, и при определенных температурных условиях металл прочно оседает на передней поверхности лезвия инструмента.
В процессе обработки резанием размеры и форма нароста непрерывно меняются в результате действия сил трения между отходящей стружкой и внешней поверхностью нароста. Частицы нароста постоянно уносятся стружкой, увлекаются обработанной поверхностью заготовки, иногда нарост целиком срывается с передней поверхности лезвия инструмента и тут же вновь образуется (рис. 6. 11, а). Объясняется это тем, что нарост находится под действием силы трения Т, сил сжатия Р1и Р2и силы растяжения Q (рис. 6.11, б). С изменением размеров нароста меняется соотношение действующих сил. Когда сумма сил P1, Р2 и Q становится больше силы трения Т, происходят разрушение и срыв нароста. Частота срывов нароста зависит от скорости резания и достигает нескольких сотен в секунду.
Нарост существенно влияет на процесс резания и качество обработанной поверхности заготовки, так как при его наличии меняются условия стружкообразования.
Положительное влияние нароста состоит в том, что при наличии его меняется форма передней поверхности лезвия инструмента, это приводит к увеличению главного переднего угла, а следовательно, к уменьшению силы резания. Вследствие высокой твердости нарост способен резать металл. Нарост удаляет центр давления стружки от главной режущей кромки, в результате чего уменьшается износ режущего инструмента по передней поверхности лезвия. Нарост улучшает теплоотвод от режущего инструмента.
Отрицательное влияние нароста состоит в том, что он увеличивает шероховатость обработанной поверхности. Частицы нароста, внедрившиеся в обработанную поверхность, при работе детали с сопрягаемой деталью вызывают повышенный износ пары. Вследствие изменения наростом геометрических параметров режущего инструмента меняются размеры обрабатываемой поверхности в поперечных диаметральных сечениях по длине заготовки, и обработанная поверхность получается волнистой. Вследствие изменения переднего угла инструмента меняется сила резания, что вызывает вибрацию узлов станка и инструмента, а это, в свою очередь, ухудшает качество обработанной поверхности.
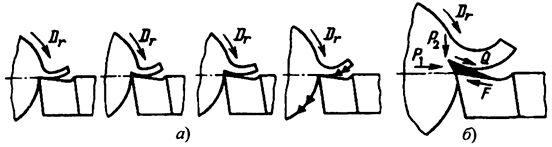 Рис.
6.11. Схемы образования и разрушения
нароста (а) и силы, действующие на
нарост (б)
Рис.
6.11. Схемы образования и разрушения
нароста (а) и силы, действующие на
нарост (б)
307
Следовательно, нарост оказывает благоприятное действие при черновой обработке, когда возникают большие силы резания, срезается толстый слой металла и выделяется большое количество теплоты, и, наоборот, нарост вреден при чистовой обработке, например при протягивании, нарезании резьбы, развертывании, так как приводит к снижению качества обработанной поверхности.
Наростообразование зависит от физико-механических свойств обрабатываемого металла, скорости резания, геометрических параметров режущего инструмента и других факторов. Наиболее интенсивно нарост образуется при обработке пластичных металлов. Считают, что наибольшее наростообразование при обработке пластичных металлов происходит при скоростях резания 0,3 ... 0,5 м/с, а при скоростях резания до 0,2 м/с и свыше 1 м/с нарост на режущем инструменте не образуется.
Исследование процесса наростообразования позволяет дать рекомендации по борьбе с ним в условиях чистовой обработки. Это изменение геометрических параметров режущего инструмента и скорости движения резания, применение смазочно-охлаждающих жидкостей, тщательная доводка передней поверхности лезвия инструмента для снижения коэффициента трения между ней и отходящей стружкой.
Упрочнение поверхностного слоя заготовки при обработке резанием. Результатом упругого и пластического деформирования материала обрабатываемой заготовки является упрочнение (наклеп) поверхностного слоя. При рассмотрении процесса стружкообразования считают инструмент острым. Однако инструмент всегда имеет радиус скругления режущей кромки ρ (рис. 6.12, а), равный при обычных методах заточки примерно 0,02 мм. Такой инструмент срезает с заготовки стружку при условии, что глубина резания t больше радиуса ρ. Тогда в стружку переходит часть срезаемого слоя металла, лежащая выше линии CD. Слой металла, соизмеримый с радиусом ρ и лежащий между линиями АВ и CD, упругопластически деформируется. При работе инструмента значение радиуса ρ быстро растет вследствие затупления режущей кромки, и расстояние между линиями АВ и CD увеличивается.
Упрочнение металла обработанной поверхности заготовки проявляется в повышении ее поверхностной твердости. Твердость металла обработанной поверхности после обработки резанием может увеличиться в ∼2 раза. Значение твердости может колебаться, так как значение пластической деформации и глубина ее зависят от физико-механических свойств металла обрабатываемой заготовки, геометрии режущего инструмента и режима резания.
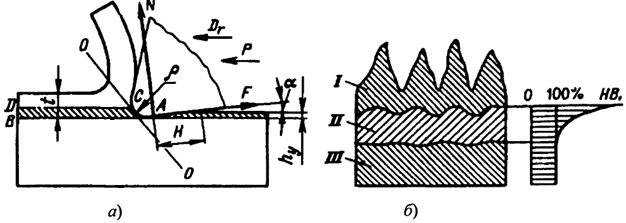 Рис.
6.12. Схема образования поверхностного
слоя заготовки (а) и эпюра
распространения упрочнения по толщине
заготовки (б)
Рис.
6.12. Схема образования поверхностного
слоя заготовки (а) и эпюра
распространения упрочнения по толщине
заготовки (б)
308
После перемещения резца относительно обработанной поверхности происходит упругое восстановление поверхностного деформированного слоя на величину hy (рис. 6.12, а) - упругое последействие. В результате образуется контактная площадка шириной Н между обработанной поверхностью и вспомогательной задней поверхностью резца. Со стороны обработанной поверхности возникают силы нормального давления N и трения F. Чем больше значение упругой деформации, тем больше сила трения. Для уменьшения сил трения у режущего инструмента делают задние углы (α и α’), значения которых зависят от степени упругой деформации металла заготовки.
Упругопластическое деформирование металла приводит к возникновению в поверхностном слое заготовки остаточных напряжений растяжения или сжатия. Напряжения растяжения снижают предел выносливости металла заготовки, так как приводят к появлению микротрещин в поверхностном слое, развитие которых ускоряется действием корродирующей среды. Напряжения сжатия, напротив, повышают предел выносливости деталей. Неравномерная релаксация остаточных напряжений искажает геометрическую форму обработанных поверхностей, снижает точность их взаимного расположения и размеров. Релаксация напряжений, продолжающаяся в процессе эксплуатации машин, снижает их качество и, в частности, надежность.
Следовательно, окончательную обработку поверхностей заготовок следует вести такими методами и в таких условиях, чтобы остаточные напряжения отсутствовали или были минимальными. Целесообразно, чтобы в поверхностном слое возникали напряжения сжатия. Напряжения можно снизить, применяя, например, электрохимическую обработку. Для получения в поверхностном слое напряжений сжатия можно рекомендовать обработку поверхностным пластическим деформированием, например обкатку поверхностей заготовок стальным закаленным роликом или шариком.
Условно поверхностный слой обработанной заготовки можно разделить на три зоны (рис. 6.12, б): I - зону разрушенной структуры с измельченными зернами, резкими искажениями кристаллической решетки и большим количеством микротрещин; ее следует обязательно удалять при каждой последующей обработке поверхности заготовки; II - зону наклепанного металла; III - основной металл. В зависимости от физико-механических свойств материала обрабатываемой заготовки и режима резания глубина наклепанного слоя составляет от нескольких миллиметров при черновой обработке до сотых и тысячных долей миллиметра при чистовой обработке. Пластичные металлы подвергаются большему упрочнению, чем твердые.
Наклеп обработанной поверхности можно рассматривать как полезное явление, если возникающие остаточные напряжения являются сжимающими. Однако наклеп, полученный при черновой обработке, отрицательно влияет на процесс резания при последующей чистовой обработке, когда срезаются тонкие стружки (при развертывании, протягивании). В этом случае инструмент работает по поверхности с повышенной твердостью, что приводит к его быстрому затуплению; шероховатость поверхности увеличивается.
7. ТЕПЛОТА И ТЕМПЕРАТУРА В ЗОНЕ РЕЗАНИЯ МАТЕРИАЛА
Одним из физических процессов, сопровождающих стружкообразование и разрушение конструкционного материала резанием, является тепловыделение. Практически вся механическая работа, затрачиваемая на срезание припуска с заготовки, превращается в теплоту. Полное количество теплоты Q, выделяющейся в единицу времени, можно определить из выражения, Дж/с,
Q≈Pzv.
309
Теплота генерируется в результате упругопластического деформирования материала заготовки в зоне стружкообразования, трения стружки о переднюю поверхность лезвия инструмента, трения задних поверхностей инструмента о поверхность резания и обработанную поверхность заготовки (рис. 6.13). Тепловой баланс процесса резания можно представить тождеством, Дж:
Q = Qд + Qп.п + Qз.п = Qс + Qзаг + Qи + Qл
где Qд - количество теплоты, выделяемой при упругопластическом деформировании обрабатываемого материала; Qп.п - количество теплоты, выделяемой при трении стружки о переднюю поверхность лезвия инструмента; Qзп - количество теплоты, выделяемой при трении задних поверхностей инструмента о заготовку; Qс - количество теплоты, отводимой стружкой; Qзаг - количество теплоты, отводимой заготовкой; Qи - количество теплоты, отводимой режущим инструментом; Qлколичество теплоты, отводимой в окружающую среду (теплота лучеиспускания).
В зависимости от технологического метода и условий обработки стружкой отводится 25 ... 85 % всей выделившейся теплоты; заготовкой 10 ... 50 %; инструментом 2 ... 8 %. Количественное распределение теплоты зависит главным образом от скорости резания (рис. 6.14).
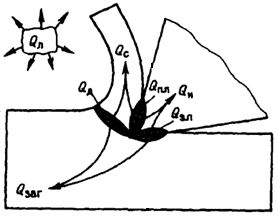 Рис.
6.13. Источники образования и распределения
теплоты резания
Рис.
6.13. Источники образования и распределения
теплоты резания
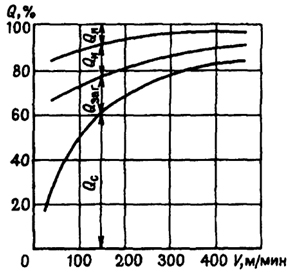 Рис.
6.14. Распределение теплоты резания в
зависимости от скорости резания
Рис.
6.14. Распределение теплоты резания в
зависимости от скорости резания
Теплообразование отрицательно влияет на процесс резания. Нагрев инструмента до высоких температур 800 ... 1000 °С вызывает структурные превращения в металле, из которого он изготовлен, снижение твердости инструмента и потерю режущих свойств. Нагрев инструмента вызывает изменение его геометрических размеров, что влияет на точность размеров и геометрическую форму обработанных поверхностей. Например, при обтачивании цилиндрической поверхности на токарном станке удлинение резца при повышении его температуры изменяет глубину резания, и обработанная поверхность получается конусообразной. Нагрев заготовки вызывает изменение ее геометрических размеров. Вследствие жесткого закрепления на станке заготовка деформируется. Температурные деформации инструмента, приспособления, заготовки и станка снижают качество обработки.
Погрешность формы обработанных поверхностей возрастает из-за непостоянства температурного поля по объему заготовки в процессе обработки (рис. 6.15, я), и после охлаждения обработанной заготовки возникают дополнительные погрешности обработанной поверхности (рис. 6.15, б). Температурные погрешности
310
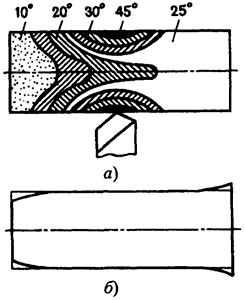 Рис.
6.15. Влияние нагрева на заготовку: а
- температурное поле заготовки; б
- форма заготовки после обработки
Рис.
6.15. Влияние нагрева на заготовку: а
- температурное поле заготовки; б
- форма заготовки после обработки
следует учитывать при наладке станков. Для определения погрешностей необходимо знать температуру инструмента и заготовки или количество теплоты, переходящей в них (см. рис. 6.14).
Количественную оценку тепловых процессов, происходящих в зоне стружкообразования, можно проводить и экспериментальными методами. Измерение количества выделяющейся и отводимой теплоты осуществляют следующими методами: калориметрическим по абсолютному содержанию теплоты в заготовке, инструменте и стружке; по изменению цвета термокрасок, наносимых на заготовку и инструмент; сравнительным анализом цветов побежалости стружки и обработанной поверхности заготовки; методами оптической пирометрии. Однако наибольшее применение нашли методы термоэлектрической эмиссии при использовании различных термопар. Для измерения температуры процесса резания используют искусственные термопары - хромель-алюмелевые и хромель-копелевые (рис. 6.16, а); полуискусственные термопары - копелевую или константано-вую проволоку и инструмент (рис. 6.16, б) или заготовку; естественные термопары -инструмент и заготовку (рис. 6.16, в).
Выделяющаяся теплота отрицательно влияет на экологическую обстановку в цехе и работу систем ЧПУ станков. Поэтому в механообрабатывающих цехах принимают меры по устранению отрицательного влияния теплоты на работу систем ЧПУ: обработка заготовок в условиях обильного охлаждения смазочно-охлаждающими жидкостями, применение систем приточно-вытяжной вентиляции и систем кондиционирования воздуха, изоляция систем ЧПУ в специальных помещениях.
Для уменьшения отрицательного влияния теплоты на процесс резания обработку ведут в условиях применения смазочно-охлаждающих сред. В зависимости от технологического метода обработки, физико-механических свойств материала обрабатываемой заготовки и режущего инструмента, а также от режима резания
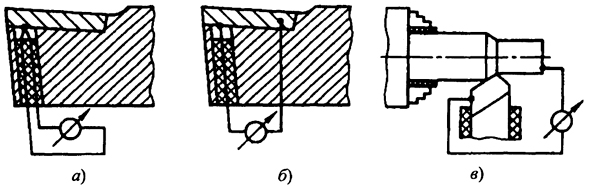 Рис.
6.16. Измерение температуры методом
термопар
Рис.
6.16. Измерение температуры методом
термопар
311
используют различные смазочно-охлаждающие среды, которые делят на следующие группы:
жидкости: водные растворы минеральных электролитов, эмульсии, растворы мыл; минеральные, животные и растительные масла; минеральные масла с добавлением фосфора, серы, хлора (суль-фофрезолы), керосин и растворы поверхностно-активных веществ в керосине; масла и эмульсии с добавлением смазывающих веществ (графита, парафина, воска);
газы и газообразные вещества: газы СО2, ССl4, N2; пары поверхностно-активных веществ; распыленные жидкости (туман) и пены;
твердые вещества: порошки песка, парафина, петролатума, битума; мыльные порошки.
Чаще всего при обработке резанием применяют смазочно-охлаждающие жидкости. Обладая смазывающими свойствами, жидкости снижают внешнее трение стружки о переднюю поверхность лезвия инструмента и задних поверхностей инструмента о заготовку. Одновременно снижается работа деформирования. Общее количество теплоты, выделяющейся при резании, уменьшается. Смазочно-охлаждающие вещества отводят теплоту во внешнюю среду от мест ее образования, охлаждая тем самым режущий инструмент, деформируемый слой и обработанную поверхность заготовки. Интенсивный отвод теплоты снижает общую тепловую напряженность процесса резания. Смазывающее действие сред препятствует наростообразованию на рабочих поверхностях инструмента, в результате чего снижается шероховатость обработанных поверхностей заготовки.
Указанные положительные свойства смазочно-охлаждающих сред приводят к тому, что эффективная мощность резания уменьшается на 10 ... 15 %; стойкость режущего инструмента возрастает, обработанные поверхности заготовок имеют меньшую шероховатость и бóльшую точность, чем при обработке без применения смазочно-охлаждающих средств.
При черновой и получистовой обработке, когда необходимо иметь сильное охлаждающее действие среды, широко применяют водные эмульсии. Количество эмульсии, используемой в процессе резания, зависит от технологического метода обработки и режима резания (5 ... 150 л/мин). Увеличенную подачу жидкости используют при работе инструментов, армированных пластинками твердого сплава, что способствует их равномерному охлаждению и предохраняет от растрескивания. При чистовой обработке, когда требуется получить высокое качество обработанной поверхности, используют различные масла. Для активации смазок к ним добавляют активные вещества - фосфор, серу, хлор. Под влиянием высоких температур и давлений эти вещества образуют с материалом контактирующих поверхностей соединения, снижающие трение, - фосфиды, хлориды, сульфиды. При обработке заготовок из хрупких материалов (чугунов, бронз), когда образуется элементная стружка, в качестве охлаждающей среды применяют сжатый воздух, углекислоту.
Смазочно-охлаждающие среды по-разному подаются в зону резания. Наиболее распространенным способом подачи жидкости служит ее подвод через узкое сопло на переднюю поверхность лезвия инструмента. Более эффективно высоконапорное охлаждение. В этом случае жидкость подается тонкой струей, с большой скоростью со стороны задних поверхностей инструмента. Весьма эффективно охлаждение распыленными жидкостями -туманом, который подается со стороны задних поверхностей лезвия инструмента. В тех случаях, когда охлаждение режущего инструмента затруднено, используют подвод жидкости непосредственно в зону резания через полый режущий инструмент. Такой способ подачи жидкости в зону резания применяют, например, при
312
сверлении глубоких отверстий. Кроме того, охлаждение режущего инструмента можно осуществлять циркуляцией охлаждающей жидкости по каналам, предусмотренным в присоединительных частях инструментов.
313
8. ФИЗИЧЕСЖАЯ СУЩНОСТЬ ПРОЦЕССОВ ИЗНАШИВАНИЯ ЛЕЗВИЙНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ
Трение между стружкой и передней поверхностью лезвия инструмента и между его главной задней поверхностью и поверхностью резания заготовки вызывает износ режущего инструмента. В условиях сухого и полусухого трения преобладает абразивное изнашивание инструмента. Высокие температуры и контактные давления вызывают следующие виды изнашивания: окислительное - разрушение поверхностных оксидных пленок; адгезионное - вырывание частиц материала инструмента стружкой или материалом заготовки вследствие их молекулярного сцепления; термическое - структурные превращения в материале инструмента.
Износ инструмента приводит к снижению точности размеров и геометрической формы обработанных поверхностей.
Работа затупившимся инструментом вызывает рост силы резания. Соответственно, увеличиваются составляющие силы резания, что вызывает повышенную деформацию заготовки и инструмента и еще более снижает точность и форму обработанных поверхностей заготовок. Увеличиваются глубина наклепанного поверхностного слоя материала заготовки и силы трения между заготовкой и инструментом, что, в свою очередь, увеличивает теплообразование в процессе резания.
При обработке на настроенных станках износ инструмента приводит к рассеянию размеров обработанных поверхностей заготовок, что снижает качество сборки деталей в условиях взаимозаменяемости.
Уменьшить влияние износа на точность обработки можно периодической подналадкой станка. Для этого в зоне обработки поверхности заготовки устанавливают специальные устройства активного контроля размеров. В случае отклонения размера обработанной поверхности от допуска на него устройство дает электрический импульс на включение привода системы подналадки или выключает электродвигатель станка.
Общий характер износа режущего инструмента показан на примере токарного резца (рис. 6.17, а). При износе резца на передней поверхности лезвия образуется лунка шириной b, а на главной задней поверхности - ленточка шириной h. У инструментов из разных материалов и при разных режимах резания преобладает износ по передней или главной задней поверхности. При одновременном износе по этим поверхностям образуется перемычка f.
Износ резца по главной задней поверхности в процессе обработки изменяет глубину резания, так как уменьшает вылет резца из резцедержателя на величину и = l-lи (рис. 6.17, б). Значение износа резца пропорционально времени обработки, поэтому по мере роста значения и глубина резания t уменьшается. Обработанная поверхность получается конусообразной с наибольшим диаметром Du и наименьшим D.
Количественное выражение допустимого значения износа называют критерием износа. За критерий износа принимают
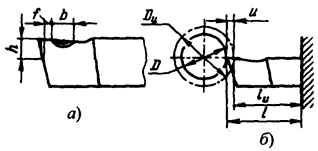 Рис.
6.17. Износ резца (а) и изменение
размеров резца и заготовки в результате
износа (б)
Рис.
6.17. Износ резца (а) и изменение
размеров резца и заготовки в результате
износа (б)
313
в большинстве случаев износ инструмента по главной задней поверхности h. Для токарных резцов из быстрорежущей стали допустимый износ h = 1,5 ... 2 мм, для резцов с пластинками твердого сплава h = 0,8 ... 1 мм, с минералокерамическими пластинками h = 0,5 ... 0,8 мм. Допустимому износу инструмента соответствует определенный период стойкости (стойкость).
Под стойкостью инструмента Т понимают суммарное время (мин) его работы между переточками на определенном режиме резания. Стойкость токарных резцов, режущая часть которых изготовлена из разных инструментальных материалов, составляет 30 ... 90 мин. Стойкость инструмента зависит от физико-механических свойств материала инструмента и заготовки, режима резания, геометрии инструмента и условий обработки. Наибольшее влияние на стойкость оказывает скорость резания.
Между величинами v и Т существует зависимость
v1T1m = v2T2m = vnTnn = const или v = C/Tm ,
где С - постоянная величина; т - показатель относительной стойкости (для резцов т= 0,1... 0,3).
Так как величина т мала, то стойкость резцов резко падает даже при незначительном повышении скорости резания. Поэтому обработку следует вести на расчетной скорости. Это условие легковыполнимо на станках с бесступенчатым регулированием частоты вращения шпинделя, в частности на большинстве типов станков с ЧПУ. На станках со ступенчатым регулированием частоты вращения шпинделя обработку ведут на ближайшей меньшей к расчетной частоте вращения заготовки. В этом случае при небольшом уменьшении скорости главного движения резания стойкость инструмента будет больше принятой. Это уменьшит время на смену затупившегося инструмента, но, как правило, не снизит производительность.
Применение автоматических подна-ладчиков в значительной степени уменьшает влияние износа режущего инструмента на точность размеров и форм обработанных поверхностей заготовок на токарных, фрезерных, шлифовальных и других станках.
В металлорежущих станках с системами программного управления износ режущего инструмента может компенсироваться в процессе обработки партии заготовок специально предусматриваемыми для этой цели блоками систем обратной связи. Когда износ режущего инструмента приводит к тому, что размер обработанной поверхности заготовки не соответствует допуску на него, датчики системы активного контроля дают сигналы в систему коррекции и в программу обработки заготовки вносится соответствующая величина перемещения инструмента в определенном направлении.
В станках с ЧПУ и инструментальными магазинами при износе инструментов или переходе на обработку другого типа заготовок можно целиком заменять весь магазин. Установку и наладку инструментов в магазине производят вне станка. На станках с ЧПУ в условиях обработки заготовок в ГПС для повышения стойкости инструментов широко используют неперетачиваемые пластины из сверхтвердых и керамических материалов.
9. ВИБРАЦИИ В ПРОЦЕССЕ РЕЗАНИЯ
При обработке заготовок на станках иногда возникают периодические колебательные движения вибрации элементов технологической системы: станок - приспособление - инструмент - заготовка. В этих условиях процесс резания Q теряет устойчивость.
Колебания инструмента относительно заготовки резко снижают качество поверхностного слоя: шероховатость возрастает;
314
появляется волнистость; усиливается динамический характер силы резания, а нагрузки на движущиеся детали и узлы станка возрастают в десятки раз, особенно в условиях резонанса, когда частота собственных колебаний технологической системы совпадает с частотой колебаний процесса резания. Стойкость инструмента, особенно с пластинками из твердых сплавов, при колебаниях резко падает. При наличии вибраций возникает шум, утомляюще действующий на окружающих людей, и производительность труда снижается.
При резании вынужденные колебания возникают под действием внешних периодических возмущающих сил вследствие прерывистости процесса резания, неуравновешенности вращающихся масс, погрешностей изготовления и сборки передач и ритмичности работы близко расположенных машин. Вынужденные колебания устраняют, уменьшая величину возмущающих сил и повышая жесткость станка.
Автоколебания (незатухающие самоподдерживающиеся) технологической системы создаются силами, возникающими в процессе резания. Возмущающая сила создается и управляется процессом резания и после прекращения его исчезает. Причины автоколебаний: изменения сил резания, трения на рабочих поверхностях инструмента и площади поперечного сечения срезаемого слоя металла; образование наростов; упругие деформации заготовки и инструмента. Автоколебания могут быть низкочастотными (f = 50 ... 500 Гц) и высокочастотными (f= 800 ... 6000 Гц). Первые вызывают на обработанной поверхности заготовки волнистость, вторые - мелкую рябь. Возникновение автоколебаний можно предупредить, изменяя режим резания и геометрические параметры инструмента, правильно устанавливая заготовку и инструмент на станке, а также обрабатывая заготовки на больших скоростях резания.
Большое влияние на автоколебания оказывает жесткость технологической системы, т.е. способность системы сопротивляться действию возникающих сил в процессе резания.
Для уменьшения автоколебаний жесткость технологической системы изменяют: уменьшают массы колебательных систем, особенно массу обрабатываемой заготовки; применяют виброгасители. Для гашения автоколебаний используют динамические, упругие, гидравлические и другие вибросистемы.
Однако вибрации при обработке можно использовать так, чтобы они положительно влияли на процесс резания и шероховатость обработанных поверхностей, в частности применять вибрационное резание труднообрабатываемых материалов. Сущность вибрационного резания состоит в том, что в процессе обработки создаются искусственные колебания инструмента с регулируемой частотой и заданной амплитудой в определенном направлении. Источниками искусственных колебаний служат механические вибраторы или высокочастотные генераторы. Частота колебаний 200 ... 20 000 Гц, амплитуда колебаний 0,02 ... 0,002 мм. Выбор оптимальных амплитуд и частоты колебаний зависит от технологического метода обработки и режима резания. Колебания задают по направлению движения подачи или скорости главного движения резания.
Вибрационное резание по сравнению с обычным имеет ряд преимуществ: обеспечивает устойчивое дробление стружки на отдельные элементы, снижает сопротивление металла деформированию и эффективную мощность резания. При вибрационном резании не образуются нарост на режущем инструменте и заусенцы на обработанной поверхности, однако в некоторых случаях стойкость инструмента несколько снижается. Вибрационное резание применяют при точении, сверлении,
315
нарезании резьбы плашками и метчиками, шлифовании, фрезеровании и других методах обработки.
316
10. КАЧЕСТВО И ПРОИЗВОДИТЕЛЬНОСТЬ ОБРАБОТКИ
Надежность машины зависит от точности обработки заготовок, качества поверхностных слоев и точности сборки. Под точностью обработки понимают степень совпадения размеров, формы и взаиморасположения поверхностей с указанными на рабочем чертеже детали. Точность выполнения размеров определяет отклонение фактических размеров обработанной поверхности детали от ее конструктивных размеров, указываемых в рабочем чертеже в соответствии с допустимыми отклонениями на размеры обрабатываемых поверхностей, регламентируемыми ГОСТом.
Под точностью формы поверхностей понимают степень их соответствия геометрически правильным поверхностям, с которыми они отождествляются. Предельные отклонения формы обработанных поверхностей регламентируются государственными стандартами так же, как точность их взаимного расположения. Предельные отклонения формы и расположения поверхностей на рабочих чертежах деталей обозначают условно в соответствии с государственными стандартами или оговаривают текстом в технических требованиях на изготовление деталей.
Одним из показателей качества поверхностного слоя изготовленной детали является шероховатость (см. п. 3). Чем выше требования, предъявляемые к точности и качеству поверхностного слоя, тем длительнее процесс обработки заготовки и сложнее технологический процесс изготовления деталей машин.
Точность и качество деталей могут быть существенно повышены при обработке заготовок в автоматизированном режиме на станках с ЧПУ. Обратная связь замкнутых систем ЧПУ контролирует точность исполнения команд, задаваемых программой обработки, и в случае их рассогласования вносит коррекцию в перемещения исполнительных органов станка, повышая тем самым точность размеров обрабатываемых поверхностей заготовок. Наилучшие результаты достижения высокой точности обработки обеспечивают адаптивные системы программного управления.
Производительность обработки определяет число деталей, изготовляемых в единицу времени:
Q = 1 / Tк.
Время Тк (мин) складывается из основного (технологического) и вспомогательного; кроме того, учитывается время, связанное с особенностями обработки конкретных заготовок.
Основное технологическое время t0 затрачивается непосредственно на процесс изменения формы, размеров и достижения заданной шероховатости обрабатываемой поверхности заготовок. Формулы для определения основного времени в зависимости от технологического метода обработки приведены в справочной литературе. Например, при обтачивании цилиндрической поверхности на токарно-винторезном станке, мин:
t0 = Lh/(nsnp t),
где L - расчетная длина хода резца относительно заготовки, мм; h - припуск на обработку, мм (h/t - число проходов инструмента).
Наибольшая производительность будет при работе с наибольшей подачей, глубиной резания (t = h) и скоростью главного движения резания при наименьшей длине обрабатываемой поверхности. При увеличении sпр и t производительность возрастает, но шероховатость резко падает, поэтому обработку заготовок следует вести на таком режиме резания, при котором
316
будут высокие точность обработки и заданная шероховатость при требуемой производительности.
Элементы режима резания назначают следующим образом. Сначала выбирают глубину резания. При этом стремятся весь припуск на обработку срезать за один рабочий ход (проход) режущего инструмента. Если по технологическим причинам необходимо делать два прохода, то при первом снимают около 80 % припуска, при втором (чистовом) - около 20 %.
Затем выбирают величину подачи. Рекомендуют назначать наибольшую допустимую величину подачи, учитывая требования точности и допустимой шероховатости обработанной поверхности, а также мощность станка, режущие свойства материала инструмента, жесткость и динамическую характеристику технологической системы. Наконец определяют скорость резания исходя из выбранных значений глубины резания, подачи и стойкости режущего инструмента.
Скорость главного движения резания при точении, например, определяют по следующей эмпирической формуле, м/с:
v = Cv/(60txvsyvTm).
где Cv - коэффициент, учитывающий физико-механические свойства материала обрабатываемой заготовки и условия обработки (указан в справочниках, как и значения показателей степени xv, уv).
После вычисления скорости резания определяют частоту вращения шпинделя станка, соответствующую этой скорости резания, м/с:
n = 1000v/(60πDзаг).
Многие модели станков с ЧПУ имеют бесступенчатое регулирование частоты вращения шпинделя и скорости движения подачи, что позволяет обрабатывать поверхности заготовок на расчетных режимах резания.
Режим резания вводят в программу управления работой станка. Адаптивные (самонастраивающиеся) системы программного управления в процессе обработки заготовок контролируют и корректируют режим резания, учитывая изменяющиеся условия обработки: изменение сил резания, износ инструмента, деформации заготовки. Корректирование режима
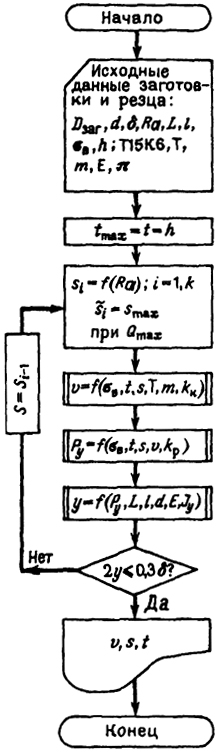 Рис.
6.18. Алгоритм выбора режима резания
Рис.
6.18. Алгоритм выбора режима резания
317
резания необходимо для ограничения контролируемых параметров предельными допустимыми значениями, что оптимизирует процесс обработки по выбранному критерию.
Алгоритм 1 выбора режима резания для обтачивания цилиндрической поверхности на токарном станке с ЧПУ показан на рис. 6.18. По алгоритму в зависимости от исходных данных заготовки и инструмента осуществляют выбор величины рекомендуемой подачи как функции параметра шероховатости поверхности Ra. После расчета v, Py и прогиба заготовки у от силы Ру ведут расчет ожидаемой точности размера. Если 2у > 0,3δ, где δ - допуск на размер диаметра d, то расчет проводят заново, выбрав новую величину подачи.
318
1 Все буквенные обозначения в алгоритме приведены ранее по тексту или на рисунках. Кроме того: σв - предел прочности материала заготовки; Т15К6 - марка твердосплавной пластинки токарного резца; Е - модуль упругости материала заготовки.
11. ТЕХНОЛОГИЧЕСКАЯ НАСЛЕДСТВЕННОСТЬ
Многие эксплуатационные качества деталей машин и приборов, например долговечность, длительность сохранения конструктивных форм, коррозионная стойкость, прочность и другие, зависят не только от конструктивных форм, но и от точности изготовления и состояния поверхностного слоя их обработанных поверхностей. Эти качества формируются как на стадии производства заготовок, так и в процессе их механической обработки.
При рассмотрении физических основ механической обработки резанием было показано, как различные процессы, сопровождающие обработку заготовок, влияют на точность геометрических форм обработанных поверхностей и их размеров, состояние качества поверхностного слоя, микротвердость, микро- и макро- рельеф поверхности, остаточные напряжения и т.д.
Технологический процесс изготовления деталей складывается из ряда операций, следующих в определенной последовательности одна за другой. Поверхности детали обрабатываются последовательно несколькими технологическими методами. На каждой стадии обработки поверхности происходят изменения и сохранение тех или иных ее свойств.
Все объекты машиностроения - детали и изделия в целом - имеют соответствующие показатели качества. Эти показатели устанавливают исходя из служебного назначения объектов. Для одних главными являются размеры, для других - шероховатость поверхности или форма напряжения поверхностных слоев, взаимное расположение поверхностей и т.п. Погрешности обработки и сборки возникают всегда. Изделия без отклонений от номинального значения показателя качества не бывает. Однако любое отклонение должно находиться в допустимых пределах - допусках.
Информация об истории возникновения каждого отклонения важна потому, что с ее помощью представляется возможным влиять на величину отклонения и тем самым повышать показатели качества машиностроительных изделий. Поэтому в процессе создания изделий, начиная с выбора материала для заготовки конкретной детали, обработки заготовки и т.д., возникает необходимость рассмотрения производственного изготовления изделия во времени. При этом и появляется понятие о технологической наследственности.
Технологическим наследованием называется явление переноса свойств объектов от предшествующих технологических операций к последующим. Эти свойства могут быть как полезными, так и вредными. Сохранение этих свойств у объектов называют технологической наследственностью. Такие термины являются достаточно емкими. С помощью их и соответствующих методик можно проследить за
318
состоянием объекта производства в любой момент времени с учетом всех предшествующих технологических воздействий. В процессе передачи свойств важную роль играет так называемая наследственная информация. Она заключается в материале деталей и поверхностных слоях этих деталей. Информация представляет собой большой перечень показателей качества.
Очень существенными являются установление общих закономерностей технологического наследования, определение количественной стороны технологического наследования таких понятий, как конструктивные формы заготовок и деталей, погрешности технологических баз, погрешности формы и пространственных отклонений заготовки, их волнистости, физико-механические свойства поверхностных слоев и др. Исключительно большое значение имеют наследственные погрешности при сборке.
Технологическую наследственность можно оценивать коэффициентами технологического наследования, показывающими количественные изменения определенного свойства. Например, коэффициент изменения точности размера определяют из выражения
kт = δi / δi+n
где δ - допуск на размер; i - номер текущей операции; п - число операций сверх i, после проведения которых количественно определяется данное свойство (здесь - размер).
При оценке эксплуатационных качеств детали можно использовать ряд других коэффициентов: отклонения формы, изменения шероховатости, напряжений, поверхностной твердости, глубины наклепанного слоя, изменения структуры поверхностного слоя и др.
Проявление технологической наследственности может привести как к улучшению, так и к ухудшению эксплуатационных свойств деталей машин.
Для целесообразного использования явления технологической наследственности следует устанавливать связи между эксплуатационными характеристиками деталей машин и различными элементами технологических методов их обработки. Подобные связи в ряде случаев можно выявить в виде математических зависимостей: например, состояние поверхностного слоя - функция режимов резания. Полученные зависимости имеют большое значение при моделировании технологических методов формообразования поверхностей деталей машин, что особенно важно при разработке и эксплуатации ГПС.
Следовательно, процессом технологического наследования можно управлять с тем, чтобы свойства, положительно влияющие на надежность детали, сохранять в течение всего технологического процесса, а свойства, влияющие отрицательно, ликвидировать в его начале.
12. ОБРАБАТЫВАЕМОСТЬ КОНСТРУКЦИОННЫХ МАТЕРИАЛОВ РЕЗАНИЕМ
Обрабатываемость - одно из технологических свойств конструкционных материалов - это комплексная взаимосвязь физико-механических и других свойств конструкционного материала и требований, учитывающих возможности обработки этого материала лезвийными режущими инструментами.
Среди требований, предъявляемых процессом резания, следует отметить наименьшую сопротивляемость конструкционного материала деформированию и разрушению (образование стружки) его в процессе резания лезвийными инструментами; возможность достижения заданных шероховатости и качества поверхностного слоя; склонность обрабатываемого материала
319
6.1. Обрабатываемость конструкционных материалов резанием
Конструкционные материалы деталей машин |
|||
легкообрабатываемые |
средней обрабатываемости |
ниже средней обрабатываемости |
труднообрабатываемые |
Латуни, бронзы, дуралюмины, мягкие чугуны (НВ 140 ... 160) |
Углеродистые стали (сталь 45), низколегированные стали, силумины, чугуны средней твердости (НВ160 ... 180) |
Высоколегированные стали; стали классов: мартенситного, мартенситно-ферритного, аустенитно-мартенситного, твердые чугуны (НВ 180 ... 220) |
Высоколегированные стали аустенитного класса; жаростойкие стали; кислотостойкие стали; никелеферритные стали; никелевые сплавы; тугоплавкие сплавы; композиционные материалы; твердые сплавы; керметы; минералы (рубин, сапфир, кремний и др.) |
Кo < 1 |
Кo = 1 |
Ko > 1 |
Кo >> 1 |
Условные обозначения: Кo- коэффициент обрабатываемости. |
|||
заготовки к наростообразованию; теплофизические процессы резания (теплоотдача и теплопроводность) обрабатываемого материала заготовки и инструмента; влияние свойств обрабатываемого материала заготовки на износостойкость (стойкость) режущего инструмента; энергозатраты на срезание единицы массы обрабатываемого материала; возможность удовлетворения показателей производительности и экономичности обработки резанием.
Обрабатываемость конструкционных материалов, как правило, сравнивается с обрабатываемостью эталонного материала (сталь 45), принимаемого за материал средней обрабатываемости. В табл. 6.1 указано примерное распределение конструкционных материалов по степени их обрабатываемости. На обрабатываемость материалов влияют химический состав материала, структура материала, физико-механические свойства материала, тепло-физические свойства материала.
Обрабатываемость конструкционных материалов ухудшают наличие в структуре силикатов, алюминатов, нитридов, карбидов; наличие легирующих элементов - хрома, никеля; наличие в чугунах пластинчатого графита; мелкозернистая структура и другие факторы.
Возможные пути улучшения обрабатываемости конструкционных материалов: снижение температуры плавления сплавов; снижение коэффициента трения материала заготовки; предварительная термическая обработка заготовок (отжиг, отпуск, нормализация и др.); изменение геометрии режущих инструментов и оптимизация режимов резания; подбор смазывающе-охлаждающих жидкостей.
320
13. ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ ДЕТАЛЕЙ МАШИН
Технологичность конструкции изделия - это совокупность свойств конструкции,
320
определяющих ее приспособленность к достижению оптимальных затрат при производстве, эксплуатации и ремонте для заданных качества, объема выпуска и условий выполнения работ.
Необходимость отработки конструкций деталей и изделий на технологичность в целом диктуется рядом требований современного машиностроительного производства: постоянно растущим объемом агрегатного монтажа узлов механизмов и оборудования, развитием систем модульного проектирования на базе типизации, унификации и стандартизации; широким использованием ЭВМ, обеспечивающим высокий уровень анализа конструктивных решений в различных вариантах использования; организацией широкого обмена опытом в области создания технологичных конструкций между различными отраслями машиностроения.
При отработке конструкции изделия (детали) на технологичность ее следует рассматривать как комплексный объект - объект проектирования, производства и эксплуатации. Чтобы можно было планировать технологичность изделия и управлять формированием признаков технологичности, ГОСТ 14.201-83 устанавливает количественную оценку технологичности, основанную на системе показателей: базовых показателях технологичности, устанавливаемых в техническом задании на проектируемое изделие; показателях технологичности, достигнутых при разработке конструкции; уровне технологичности (отношение достигнутых показателей к базовым).
Выбор показателей технологичности - сложная инженерная задача. Одним из показателей технологичности изделия может служить его материалоемкость. Показатель материалоемкости определяют по формуле
KM = Qи / Qзаг,
где Км - коэффициент использования материала; Qи - масса изделия, кг; Qзаг - общая масса заготовок на изделие, кг.
Наиболее технологичным вариантом конструкции изделия детали будет тот, для которого значение Км наиболее близко к единице.
При конструировании деталей необходимо ориентироваться на предполагаемые технологические способы обработки их поверхностей и отдавать предпочтение таким конструктивным формам и элементам деталей, которые наиболее полно удовлетворяют выбранным способам изготовления деталей, обеспечивая высокие показатели точности, производительности и экономичности. Соблюдение этих условий особенно важно для серийного и массового производств, а также при изготовлении деталей на станках с ЧПУ и в условиях ГПС.
Ниже, при рассмотрении технологических способов обработки заготовок, будут даны примеры рациональных конструктивных (технологичных) форм деталей машин.
321
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
Дайте определение составляющих режима резания и назовите их размерности.
Что понимают под схемой обработки поверхности заготовки?
Какова физическая сущность процесса резания?
Назовите факторы, влияющие на размерную точность обрабатываемых поверхностей.
Назовите факторы, определяющие качество поверхностного слоя обработанных поверхностей деталей машин.
Назовите критерии обрабатываемости конструкционных материалов.
Назовите основные критерии технологичности конструкций деталей машин.
321