

Раздел 4 литейное производство
Глава I Общая характеристика литейного производства
1. СУЩНОСТЬ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Литейное производство - отрасль машиностроения, технологическими процессами которой получают литые заготовки (отливки) для деталей машин: станины прокатных станов, станины металлорежущих станков, корпуса гидротурбин и другие отливки массой в десятки и сотни тонн и маленькие детали массой в несколько граммов для радиоэлектронной промышленности, часовой промышленности и других отраслей. Характерной особенностью литейного производства является универсальность - возможность получения самых разнообразных по массе, конфигурации, механическим и эксплуатационным свойствам фасонных заготовок (отливок) из чугуна, стали и сплавов цветных металлов.
Литейное производство - один из наиболее распространенных методов формообразования заготовок. По сравнению с другими методами получения заготовок литье позволяет получать отливки практически не ограниченных габаритных размеров и массы из всех сплавов, в том числе из сплавов, не поддающихся пластической деформации и трудно обрабатываемых резанием.
Сущность литейного производства заключается в приготовлении расплавленного металла необходимого качества и заливке его в специальную литейную форму. При охлаждении залитый металл затвердевает и в твердом состоянии сохраняет конфигурацию той полости, в которую он был залит. В процессе кристаллизации формируются механические и эксплуатационные свойства литых заготовок, определяемые макро- и микроструктурами сплава, его плотностью, наличием и расположением в нем неметаллических включений, развитием в отливке внутренних напряжений, вызываемых неоднородным охлаждением ее частей. Общая схема изготовления отливок представлена на рис. 4.1.
Для изготовления отливок применяют множество способов литья: в песчаные формы, в оболочковые формы, по выплавляемым моделям, в кокиль, под давлением, центробежное литье и пр. Область применения того или иного способа литья определяется объемом производства, требованиями к геометрической точности и шероховатости поверхности отливок, экономической целесообразностью и другими факторами.
Теория и практика технологии литейного производства на современном этапе позволяют получать изделия с высокими эксплуатационными свойствами. Свидетельством тому является надежная работа отливок в реактивных двигателях, атомных энергетических установках и других машинах ответственного назначения. Литые заготовки используются не только в различных отраслях машиностроения и приборостроения, но и при изготовлении различных строительных конструкций доменных печей и других металлургических
147
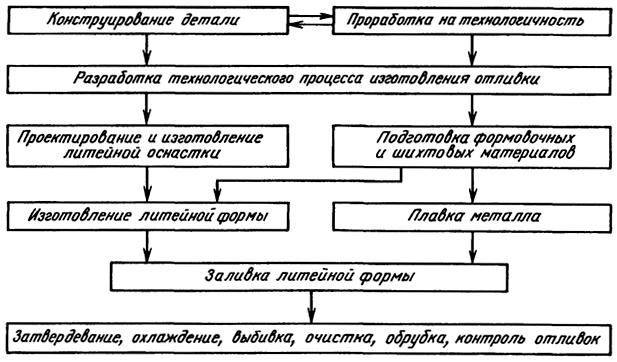 Рис.
4.1. Общая технологическая схема
изготовления отливок
Рис.
4.1. Общая технологическая схема
изготовления отливок
агрегатов, морских и речных судов, деталей бытового оборудования и сантехники, художественных и ювелирных изделий. Современное состояние литейного производства определяется совершенствованием традиционных и появлением новых способов литья, непрерывно повышающимся уровнем механизации и автоматизации технологических процессов, специализацией и централизацией производства, а также вкладом российских ученых в теорию литейных процессов, созданием научных основ проектирования литейных машин и механизмов.
Важнейшими направлениями повышения эффективности производства являются улучшение качества, надежности, точности и шероховатости поверхностного слоя отливок с максимальным их приближением к форме готовых деталей, снижение на 15 ... 20 % массы литых деталей против существующих путем внедрения новых, прогрессивных технологических процессов получения отливок и улучшение качества литейных сплавов, устранение вредного воздействия на окружающую среду и улучшение условий труда.
148
2. КЛАССИФИКАЦИЯ ЛИТЫХ ЗАГОТОВОК
По условиям эксплуатации независимо от способа изготовления различают отливки общего, ответственного и особо ответственного назначений.
К группе общего назначения относят отливки для деталей, не рассчитываемых на прочность. Конфигурация и размеры их определяются только конструктивными и технологическими соображениями.
К группе ответственного назначения относят отливки для изготовления деталей, рассчитываемых на прочность и работающих при статических нагрузках.
Отливки особо ответственного назначения используют для изготовления деталей, рассчитываемых на прочность и работающих при циклических и динамических нагрузках.
В зависимости от способа изготовления, массы, конфигурации поверхностей, максимальных габаритных размеров, толщины стенок, количества стержней, назначения и особых технических требований отливки делят на шесть групп сложности.
Первая группа характеризуется гладкими и прямолинейными наружными поверхностями
148
с наличием невысоких усиливающих ребер, буртов, фланцев, отверстий. Внутренние поверхности - простой формы. Типовые детали: крышки, рукоятки, диски, фланцы, муфты, колеса вагонеток, маховики для вентилей и др.
Вторая группа характеризуется сочетанием плоских, цилиндрических и криволинейных поверхностей с наличием ребер, буртов, бобышек, приливов, отверстий. Внутренняя поверхность - простой формы со свободными (минимум двумя) выходами наружу. Детали-представители: маховики со спицами, корпуса патронов, зубчатые колеса, буксы, подпятники, корпуса редукторов и др.
К третьей группе относят детали коробчатой, цилиндрической формы в сочетании с криволинейными поверхностями, ребрами, бобышками, фланцами с отверстиями и углублениями. Внутренние полости с незначительными выступами и углублениями на одной из поверхностей, с небольшими по высоте ребрами, бобышками, со свободными широкими выходами полостей на поверхность детали. Типовые детали: цилиндры ребристые, шпиндели, зубчатые колеса с литым зубом, задние бабки, корпуса редукторов массой не менее 500 кг и др.
Четвертая группа характеризуется отливками закрытой и частично открытой коробчатой или цилиндрической формы. Наружные поверхности - криволинейные и прямолинейные с выступающими частями и углублениями сложной конфигурации. Внутренние полости - сложной конфигурации с большим количеством выступов и углублений, ребер, перемычек, бобышек, со свободным выходом на поверхность детали минимум в одну сторону. К этой группе относят корпуса передней бабки, траверсы, направляющие аппараты и лопасти гидротурбин, станины прессов, корпуса насосов и др.
Пятая группа включает детали закрытой коробчатой и цилиндрической форм с пересекающимися под различными углами ребрами на наружной поверхности, а также высокими выступающими и углубленными местами. Внутренние полости сложной конфигурации со свободным или затрудненным выходом на поверхность детали. Детали-представители: станины металлорежущих станков, крышки цилиндров крупных дизелей, литые коленчатые валы дизелей, блоки цилиндров, корпуса центробежных насосов и др.
Шестая группа характеризуется отливками с особо сложными закрытыми коробчатыми и цилиндрическими формами. На наружных криволинейных поверхностях под различными углами пересекаются ребра, кронштейны и фланцы. Внутренние полости имеют особо сложные конфигурации с затрудненными выходами на поверхность отливки. К этой группе относят станины специальных металлорежущих станков, сложные корпуса центробежных насосов, детали воздуходувок, рабочие колеса гидротурбин и другие уникальные отливки.
В зависимости от способа изготовления отливок, их габаритных размеров и типа сплава ГОСТ 26645-85 устанавливает 22 класса точности. Так, литьем в песчаные формы и центробежным литьем получают отливки 6 - 14 классов точности, в оболочковых формах и кокилях – 4 - 11 классов точности, в формах по выплавляемым моделям – 3 - 8 классов точности; литьем под давлением – 3 - 7 классов точности.
149
3. ЛИТЕЙНАЯ ФОРМА И ЕЕ ЭЛЕМЕНТЫ
При изготовлении отливок роль основного инструмента выполняет литейная форма.
Литейная форма - это система элементов, образующих рабочую полость, при заливке которой расплавленным металлом формируется отливка. На рис. 4.2, а показана литейная форма для тройника (рис. 4.2, б). Форма обычно состоит из нижней 2 и верхней б полуформ, которые изготовляют по литейным моделям 7 (рис. 4.2, г) в литейных опоках 3, 5.
149
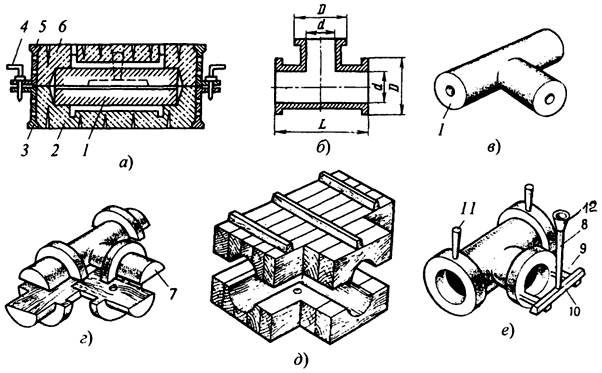 Рис.
4.2. Литейная форма и ее элементы:
а
- литейная форма; б - тройник; в
- литейный стержень; г - литейная
модель; д - стержневой ящик; е
- отливка с литниковой системой
Рис.
4.2. Литейная форма и ее элементы:
а
- литейная форма; б - тройник; в
- литейный стержень; г - литейная
модель; д - стержневой ящик; е
- отливка с литниковой системой
Литейная опока - приспособление для удержания формовочной смеси при изготовлении формы. Верхнюю и нижнюю полуформы взаимно ориентируют с помощью цилиндрических металлических штырей 4, вставляемых в отверстия приливов у опок. Для образования полостей, отверстий или иных сложных контуров в формы устанавливают литейные стержни 1 (рис. 4.2, в), которые фиксируют с помощью выступов (стержневых знаков), входящих в соответствующие впадины в форме. Литейные стержни изготовляют по стержневым ящикам (рис. 4.2, д). Для подвода расплавленного металла в полость литейной формы, ее заполнения и питания отливки при затвердевании используют литниковую систему 8 - 12. После заливки расплавленного металла, его затвердевания и охлаждения форму разрушают, извлекая отливку (рис. 4.2, е).
По виду материалов, используемых для изготовления литейных форм, их разделяют на две группы: формы из неметаллических материалов и металлические формы.
К первой группе относят песчаные формы (сырые, сухие, подсушенные, химически твердеющие и т.д.); песчаные формы, изготовленные без связующего по пенополистироловым моделям или пленочно-вакуумной формовкой; формы, изготовленные по разовым моделям, и др. Эти формы, как правило, используют для изготовления отливок один раз и разрушают при извлечении отливок.
Вторая группа литейных форм представляет собой формы многократного использования. К этой группе относят кокили - металлические формы, пресс-формы для литья под давлением, кристаллизаторы для непрерывного литья, изложницы для центробежного литья и др.
Многообразие современных литейных форм дает возможность изготовлять различные по массе, конфигурации, точности и свойствам металла отливки из любых сплавов.
150
4. ОСНОВНЫЕ СВОЙСТВА ЛИТЕЙНОЙ ФОРМЫ
В период заливки расплавленного металла, затвердевания и охлаждения отливки происходят силовое, тепловое и химическое
150
взаимодействия между отливкой и формой.
Силовое воздействие на форму проявляется в гидростатическом давлении залитого металла на стенки формы, что может приводить к ее разрушению. Вследствие трения заливаемого металла о стенки полости формы последние могут размываться. Кроме того, форма испытывает динамическое воздействие потока металла при смене им направления движения. При усадке отливки отдельные части формы будут препятствовать ее усадке. Сопротивление формы усадке может вызвать в отливке такие напряжения, которые приведут к образованию трещин.
Тепловое воздействие во время заливки металла, его затвердевания и охлаждения отливки проявляется в переходе теплоты от отливки к форме. Отливка при этом охлаждается, а форма нагревается. Если огнеупорность формы ниже, чем температура расплава, то поверхность формы начнет расплавляться и спекаться с расплавом, образуя на поверхности отливки пригар. Пригар - трудноотделимый от поверхности отливки слой из металла, его оксидов и частиц формовочной смеси, который ухудшает поверхностный слой отливки, увеличивает трудоемкость ее очистки.
По сечению формы возникает перепад температур, который приводит к возникновению в ней напряжений, вследствие чего форма подвергается дополнительным механическим нагрузкам.
В результате развития процессов теплопередачи начинает повышаться температура наружной поверхности формы, и с этого момента теплота от формы отводится в окружающую среду.
Химическое воздействие заливаемого металла с материалом формы проявляется в химических превращениях компонентов формовочной смеси под воздействием высокой температуры заливаемого металла в форму и в химическом взаимодействии оксидов залитого металла с формой. Например, оксиды железа взаимодействуют с оксидами кремнезема формы, образуя жидкоподвижное соединение (файялит) с низкой температурой плавления. Это приводит к снижению огнеупорности формы на границе контакта металла с формой. Особенно неблагоприятно проявляется химическое взаимодействие на участках формы, через которые металл протекает длительное время.
При химическом взаимодействии металла и формы испаряется влага и вокруг отливки образуется определенная газовая среда, состав которой оказывает существенное влияние на образование пригара и газовых раковин.
Силовое, тепловое и химическое взаимодействия заливаемого металла и формы позволяют сформулировать основные свойства, необходимые литейной форме.
Основные свойства литейной формы. Литейные формы должны обладать достаточной прочностью, при которой конфигурация и размеры формы не изменяются в процессе заливки металла, во время кристаллизации отливки и ее последующего охлаждения; достаточной податливостью, т.е. форма не должна оказывать сопротивления усадке отливки; достаточной огнеупорностью, т.е. форма должна обладать достаточной прочностью при высокой температуре и химической устойчивостью к заливаемому металлу; высокой газопроницаемостью, т.е. форма должна беспрепятственно пропускать через себя газы и пары влаги, образуемые при заливке расплавленного металла.
151
ВОПРОСЫ ДЛЯ САМОПРОВЕРКИ
В чем состоит сущность литейного производства?
За счет чего возможно получать отливки повышенного качества и устранить вредное воздействие на окружающую среду?
В чем состоит сущность классификации отливок по их назначению и группам сложности?
Что такое литейная форма и какие элементы образуют ее?
На какие группы делятся литейные формы? Укажите, какие формы относят к каждой из групп.
151