

Вопросы для самопроверки
Как отличаются между собой свойства (см. рис. 3.1) листа из одного сплава, полученного холодной и горячей прокаткой?
Почему деформацию свинца при комнатной температуре следует считать горячей?
Какой из двух болтов одинаковых размеров и материала будет более работоспособным: с головкой, полученной пластическим деформированием или выточенной из цилиндрической заготовки?
Изобразите графическую зависимость напряжение - пластическая деформация, характерную для холодной деформации, и покажите, как будет выглядеть этот график при увеличении температуры деформирования; наложении всестороннего сжимающего давления.
Почему при осадке заготовки с квадратным поперечным сечением ее боковые грани становятся по мере деформации криволинейными, а поперечное сечение приближается к кругу?
В каком из основных процессов пластического деформирования трение между инструментом и заготовкой в наибольшей степени играет отрицательную роль, ограничивая возможности формоизменения, а в каком - положительную роль?
Какая из основных схем пластического деформирования наиболее благоприятна для формоизменения малопластичных сплавов?
Глава II Изготовление машиностроительных рофилей
1. Виды машиностроительных профилей
Машиностроительные профили - длинномерные изделия (у которых один размер - длина - значительно больше поперечных размеров) с определенной формой поперечного сечения. Данные о группе профилей, различающихся формой и размерами, называют сортаментом. Весь сортамент машиностроительных профилей, изготовляемых обработкой давлением и насчитывающий миллионы типоразмеров, можно разделить на четыре основные группы: сортовые профили, листовой металл, трубы и периодические профили.
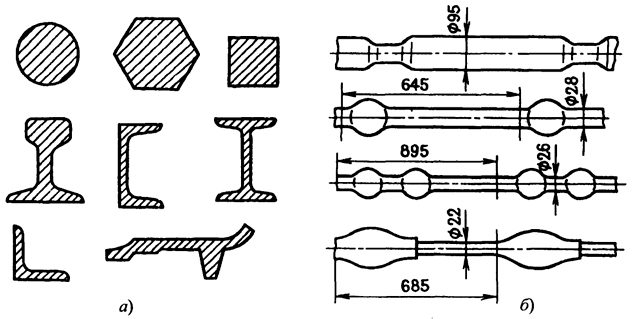 Рис.
3.7. Примеры сортовых (а)
и периодических (б)
профилей
Рис.
3.7. Примеры сортовых (а)
и периодических (б)
профилей
Сортовые профили (рис. 3.7, а) делят на профили простой геометрической формы (квадрат, круг, шестигранник, прямоугольник) и фасонные (швеллер, рельс, угловой, тавровый профили и т.д.).
Листовой металл из стали и цветных металлов используют в различных отраслях промышленности. В связи с этим листовую сталь, например, делят на автотракторную, трансформаторную, кровельную жесть и т.д. Расширяется производство листовой стали с оловянным, цинковым, алюминиевым и пластмассовым покрытиями. Кроме того, листовую сталь делят на толстолистовую (толщиной 4 ... 160 мм) и тонколистовую (толщиной менее 4 мм). Листы толщиной менее 0,2 мм называют фольгой.
Трубы делят на бесшовные и сварные. Бесшовные трубы используют в наиболее ответственных случаях - в трубопроводах, работающих под внутренним давлением, в агрессивных средах.
Периодические профили имеют периодически изменяющиеся форму и площадь поперечного сечения вдоль оси заготовки (рис. 3.7, б); их применяют как фасонную заготовку для последующей штамповки и как заготовку под окончательную механическую обработку.
Для изготовления машиностроительных профилей применяют различные виды обработки металлов давлением: прокатку, прессование, волочение, профилирование листового металла. Поэтому кроме группирования по приведенным геометрическим признакам профили разделяют и по способу их изготовления.