

Оптимизация сетевого графика
Рассчитываем следующий показатель:
Lкр – Lмин 385 - 85
Попт.= ------------------------------- = ------------- ------ = 0,779
Lкр 385
где Lкр - продолжительность критического пути;
Lмин - продолжительность минимального пути.
По условиям оптимизации это соотношение должно быть не более 0,1 (10%), поэтому оптимизация необходима.
Выявляем свободные резервы времени работ (см. таблицу)
Увеличиваем сроки выполнения работ на путях с продолжительностью менее среднего арифметического значения, т. е. на путях 4 и 5. Для этого:
А) используя резерв пути 2 – 7 (45 дней) увеличиваем продолжительность работы на этом пути на эти же 45 дней (10 + 45 = 55 дней);
Б) Используя резерв пути 7 – 10 (255 дней) увеличиваем продолжительность работы на этом пути на 100 дней (60 + 100 = 160 дней);
Образовавшийся ресурс 45 + 100 = 145 дней переводим для уменьшения продолжительности работ на путях:
4 – 6 (50 дней), получая в результате: 100 – 50 = 50 дней;
8 –9 (70 дней), получая в результате : 150 – 70 = 80 дней;
9 – 10 (25 дней) получая в результате: 60 – 25 = 35 дней.
После этого рассчитываем продолжительность работ после 1-го этапа оптимизации:
№ пути |
Начальная продолжительность |
Изменения |
Результат оптимизации |
1 |
385 |
- 50 (4-6); -70 (8-9); -25 (9-10), итого: -145 |
240 (подкритический путь) |
2 |
295 |
- 70 (8-9); -25 (9-10), итого: -95 |
200 |
3 |
275 |
- 25 (9-10), итого: -25 |
250 (критический путь) |
4 |
130 |
+ 100 (7-10), итого +100 |
230 |
5 |
85 |
+45 (2-7); +100 (7 – 10), итого +145 |
230 |
Средняя арифметическая продолжительность – 230 дней.
То есть в результате оптимизации длина критического пути сокращена с 385 до 250 дней.
Рассчитываем показатель оптимизации:
Lкр – Lмин 250 - 200
Попт.=--------------------------- = ------------- = 0,2
Lкр 250
Так как по условиям задачи этот показатель должен быть не менее 0,1, то оптимизацию следует продолжить, используя описанную ранее методику (рекомендуется проделать эту операцию самостоятельно).
Кроме этого, может быть поставлено еще одно условие – приближение продолжительности критического пути к директивному ( т.е. установленному руководителем работ) сроку выполнения работ, что также решается таким же методом оптимизации, если в задании не оговорены другие методы.
3
35 35
4
55 55
6 155 155
20
100


7
60 315
5
55 145
2
5 5
1
0 0
8
165 165
9
315 315
10
375 375
90/0
10
90 /
90
10
300 /
45
150 110
/
110
255/0
60 255
/
255
- критический путь
5
5
10













20
30
150


60




10


Понятие о производственном процессе. Классификация производственных процессов
Производственный процесс представляет собой совокупность всех действий персонала и орудий труда, необходимых на данном предприятии для изготовления продукции. Частью производственного процесса является технологический процесс, который состоит из целенаправленных действий по изменению и/или определению состояния предмета труда. Законченная часть технологического процесса на одном рабочем месте называется технологической операцией.
Производственный процесс состоит из трудовых и автоматических процессов, а также естественных процессов, не требующих затрат труда (охлаждение отливок, старение заготовок и т.п.).
В зависимости от назначения выделяются основные, вспомогательные и обслуживающие производственные процессы.
Основные производственные процессы предназначены для непосредственного изменения состояния или формы материала продукции, являющейся в соответствии со специализацией предприятия товарной продукцией (например – процессы изготовление чугуна, стали, проката на металлургическом предприятии; процессы изготовления деталей автомобиля и сборки из них узлов, агрегатов и автомобиля в целом на автомобилестроительном предприятии и т.п.).
Вспомогательными производственными процессами называют те из них, в результате которых изготовляется продукция, используемая, как правило, на самом предприятии для обеспечения нормального функционирования основных процессов ( например – производство запасных частей для ремонта основного технологического оборудования; изготовление средств механизации и автоматизации собственного производства, производство различных видов энергии для основного производства, например – электроэнергии, пара и др.).
Обслуживающие производственные процессы обеспечивают основные и вспомогательные процессы услугами, необходимыми для их нормального функционирования (транспортные или складские операции).
Основные, вспомогательные и обслуживающие процессы имеют свои специфические особенности и связанные с этим тенденции развития и совершенствования. Так, например, многие вспомогательные процессы могут быть переданы специализированным предприятиям, что обеспечивает более эффективное производство инструмента, технологической оснастки, запасных частей для оборудования, задействованного в данном производстве.
В зависимости от характера выполняемых технологических операций в машиностроительном производстве различают: заготовительные, обрабатывающие и сборочные производственные процессы.
В заготовительном процессе могут быть получены, например, литье, кованые или сварные заготовки.
Примером обрабатывающих процессов могут быть обработка деталей резанием, термическая обработка и т.п.
Сборочные процессы обеспечивают сборку узлов, агрегатов, машин.
По принципу разделения труда между человеком и машиной (механизмом) производственные процессы подразделяются на: ручные, механизированные, автоматизированные и автоматические. Примером ручного процесса являются слесарные работы, выполняемые рабочим без помощи механизмов; механизированные процессы выполняются рабочим (оператором) с помощью средств, снижающих величину физических нагрузок на работающего ( например – работа на токарно-винторезном станке и др.). Автоматизированные процессы частично выполняются без участия человека (например – работа на станке-полуавтомате). Автоматические процессы целиком выполняются без участия человека, который при этом осуществляет функции наблюдателя за ходом процесса (например – работа робототехнического комплекса, автоматической линии, автоматизированных агрегатов химического производства и т.п.), а иногда – рабочим выполняются также функции наладчика, например – автоматической линии (тогда он называется оператором-наладчиком и должен иметь достаточно высокую квалификацию)
По характеру объекта производства различают простые и сложные производственные процессы.
Простыми называются процессы, состоящие из последовательно выполняемых операций (изготовление одной детали, партии одинаковых деталей, группы разных деталей, имеющих технологическое сходство и обрабатываемых на одном рабочем месте, участке, линии), а также некоторые процессы сборки изделий или элементов изделий.
Порядок выполнения операций при этом определяется технологией изготовления детали.
Сложным процессом называется процесс, состоящий из последовательно и параллельно выполняемых операций. Например – изготовление сборочной единицы, состоящей из нескольких деталей, изготовление изделия, которое включает в себя определенное количество деталей и сборочных единиц.
Структура сложного процесса зависит не только от состава технологических процессов изготовления и сборки, но и от порядка их выполнения, зависящего от конструкции сборочной единицы или изделия.
Основные принципы организации производственного процесса
При организации производственного процесса во времени и в пространстве следует исходить из ряда принципов, правильное использование которых обеспечивает повышение эффективности работы предприятия, рациональный уровень расхода материальных, трудовых и финансовых ресурсов.
Основными принципами организации производственного процесса во времени и в пространстве являются: дифференциация, концентрация и интеграция, специализация, пропорциональность, прямоточность, непрерывность, ритмичность, автоматичность, гибкость, электронизация.
Принцип дифференциации предполагает разделение производственного процесса на отдельные технологические процессы, операции, переходы, приемы, движения. При этом анализ особенностей каждого элемента позволяет выбрать оптимальные условия его осуществления, при которых расходуется минимальное количество суммарных затрат всех видов ресурсов.
Так, поточное производство в течение многих лет развивалось за счет все более глубокой дифференциации технологических процессов. При этом выделение коротких по длительности операций позволяет упрощать организацию и технологическое оснащение производства, совершенствует навыки рабочих, увеличивает производительность их труда.
Однако, следует иметь в виду, что чрезмерная дифференциация повышает утомляемость рабочих на ручных операциях из-за монотонности и высокой интенсивности производственных процессов. Кроме этого, большое количество разрозненных операций приводит к излишним затратам времени на установку, закрепление деталей и снятие их с рабочего места по окончании операции.
При использовании современного прогрессивного высокопроизводительного оборудования, такого как станки с числовым программным управлением (ЧПУ), автоматические линии, робототехнические комплексы и др. принцип дифференциации переходит в принцип концентрации операций и интеграции производственных процессов. Операции становятся более объемными, сложными, выполняются на наиболее прогрессивном оборудовании.
На поточных линиях в едином комплексе решаются задачи обработки, сборки и транспортировки деталей и изделий. Эффективность гибких производственных систем обеспечивается за счет взаимной координации процессов проектирования, изготовления, транспортировки, контроля, складирования, обслуживания и управления всей сложной производственной системой.
Принцип специализации основан на ограничении разнообразия элементов производственного процесса. В частности, выделяются группы рабочих, специализирующихся по профессиям, что способствует повышению их квалификации, а следовательно – к повышению производительности труда. При этом следует учитывать, что целесообразная организация производства часто требует овладения рабочими смежными профессиями для обеспечения взаимозаменяемости рабочих в процессе производства. Как уже ранее отмечалось, переключение рабочих с одного вида работ на другие позволяет снизить нагрузки, связанные с монотонностью и однообразием операций.
Уровень специализации рабочего места определяется коэффициентом закрепления операций (Кз.о.), т.е. количеством деталеопераций, выполняемых на рабочем месте за определенный отрезок времени (месяц). При Кз.о. =1 обеспечивается узкая специализация рабочего места.
Для полной загрузки одного рабочего места одной деталеоперацией необходимо соблюдение следующего условия:
Nb.i. * To.i. = Fд,
Где Nb.i. – объем выпуска деталей i-го наименования за единицу времени (шт. в месяц); To.i.- трудоемкость операции (мин/шт.); Fд – действительный фонд времени рабочего места (мин/месяц).
Специализация производственных участков, цехов предполагает ограничение номенклатуры деталей или изделий, обрабатываемых (или собираемых) в этих производственных подразделениях.
Если объем выпуска и трудоемкость детали или изделия одного наименования обеспечивают полную загрузку рабочих мест, то создаются однопредметные поточные линии и предметно-замкнутые участки.
Принцип пропорциональности предполагает относительно равную пропускную способность всех производственных подразделений, выполняющих основные, вспомогательные и обслуживающие процессы. Нарушение пропорциональности приводит к образованию «узких мест» в производстве или же к неполной загрузке рабочих мест, участков, цехов, что отрицательно сказывается на эффективности работы предприятия.
Если для обработки деталей одного наименования на двух операциях созданы две группы станков, то необходимое количество станков в группе определяется исходя из трудоемкости этих операций, пропорционально им:
Сп.с.1/ Сп.с.2 = t1/t2,
где С – необходимое количество станков; t – трудоемкость операций.
Если на участке расположено m групп станков для обработки деталей одного наименования, то:
t1 / nр.м. = t2 / n р.м. = …………= tm / n р.м. m = const
где n р.м. – количество рабочих мест (станков) в группе.
Принцип прямоточности заключается в том, что при его соблюдении обеспечиваются кратчайшие пути движения деталей или сборочных единиц в процессе производства. При соблюдении этого принципа не должно быть возвратных движений объектов производства на участке, в цехе, на предприятии.
Принцип непрерывности предполагает сокращение до минимума перерывов в процессах производства, которые могут возникать либо по технологическим, либо по организационным причинам.
К технологическим перерывам относятся, в частности, перерывы, вызванные несинхронностью операций. Они могут быть уменьшены или ликвидированы за счет синхронизации операций на разных рабочих местах. Сокращение затрат времени на транспортирование, складирование и др. подобные операции возможно при использовании механизированного и автоматизированного транспорта, автоматизации складских операций, использовании роторно-конвейерных линий и др.
Перерывы по организационным причинам должны устраняться путем совершенствования систем оперативного планирования производства с применением быстродействующих ЭВМ, обеспечивающих соблюдение такого режима, при котором заготовки, детали, сборочные единицы передаются на следующие операции во время, определенное расчетами и графиком производственного процесса.
Принцип ритмичности заключается в выпуске равных или равномерно возрастающих в соответствии с планом производства объемов продукции предприятием, цехом, участком или отдельным рабочим местом. Ритмичность необходима для обеспечения максимального использования производственных мощностей предприятия и каждого его подразделения.
Принцип автоматичности является одним из решающих элементов в деле повышения эффективности производства, его интенсификации. Автоматизация технологических процессов и производств приводит к увеличению выпуска продукции, к повышению ее качества, к сокращению затрат живого труда, замене ручного труда более интеллектуальным трудом высококвалифицированных рабочих (наладчиков, наладчиков-операторов), к исключению ручного труда на работах с вредными условиями производства, замене рабочих роботами. Важным фактором является автоматизация обслуживающих процессов (транспортировка предметов труда, их складирование и пр.).
Уровень автоматизации процессов производства определяется долей работ в основном, вспомогательном и обслуживающем производствах, выполняемых автоматизированным или автоматическим способом, в общем объеме работ предприятия. Он определяется коэффициентом автоматизации (Ка):
Ка = ta / to,
где tа – трудоемкость работ, выполняемых автоматическим или автоматизированным способами; tо – общая трудоемкость работ на участке, в цехе, на предприятии.
Соблюдение принципа гибкости дает возможность мобильно переходить с выпуска одной продукции на выпуск другой, в том числе – новой продукции. Этот принцип обеспечивает сокращение времени и затрат на переналадку оборудования при выпуске деталей и изделий широкой номенклатуры.
Гибкость производства, быстрый переход на выпуск новой продукции при наименьших потерях ресурсов осуществляется на основе электронизации производственных процессов, которая предполагает использование быстродействующих ЭВМ, которые способствуют поддержанию необходимого ритма и равномерности хода производственного процесса. В целом ряде случаев наиболее эффективным является использование микро-ЭВМ, специальных ЭВМ и ПЭВМ с развитым программным обеспечением.
Рациональное использование перечисленных выше принципов желательно при проектировании производственных процессов или производственных систем. Окончательные решения должны быть обоснованы расчетом сравнительной экономической эффективности возможных вариантов.
Понятие производства и производственной структуры предприятия. Типы производства и их технико-экономическая характеристика.
Производство – это процесс создания материальных благ, необходимых для существования и развития общества. Содержание производства определяет трудовая деятельность, предполагающая три момента:
целесообразную работу, или сам труд;
предмет труда, т.е. все то, на что направлена рациональная деятельность человека;
средства (орудия) труда, т.е. машины, оборудование, инструменты, с помощью которых человек преобразует предметы труда, приспосабливая их для своих потребностей.
Каждое промышленное предприятие состоит из производственных подразделений – цехов, участков, обслуживающих хозяйств, органов управления, учреждений, призванных удовлетворять нужды работников предприятия и членов их семей.
Комплекс производственных подразделений по управлению предприятием и обслуживанию работников представляют собой общую структуру предприятия.
Производственные подразделения предприятия – цехи, участки, обслуживающие хозяйства и службы, прямо или косвенно участвующие в производственном процессе, связи между ними, взятые в совокупности, составляют производственную структуру предприятия.
Построение рациональной производственной структуры предприятия осуществляется в следующем порядке:
устанавливается состав цехов предприятия, их производственные мощности в размерах, обеспечивающих необходимый выпуск продукции;
рассчитываются площади для каждого цеха и склада; определяется расположение их в генеральном плане предприятия1;
планируются все транспортные связи внутри предприятия, их взаимодействие с внешними для предприятия путями;
намечаются кратчайшие маршруты межцехового передвижения предметов труда по ходу производственного процесса.
К производственным подразделениям относятся цехи, участки, лаборатории, в которых изготовляется, проходит контрольные проверки и испытания основная продукция, выпускаемая предприятием, проверяются комплектующие изделия, материалы и полуфабрикаты, запасные части для ремонта и обслуживания оборудования в процессе его эксплуатации, вырабатываются различные виды энергии для технологических целей, производится ремонт оборудования и т.п.
К подразделениям, обслуживающим работников предприятия относятся жилищно-коммунальные службы, столовые, профилактории и санатории, поликлиники и медсанчасти, отделы технического обучения персонала и др.
Основной структурной производственной единицей является цех – обособленное в административном отношении звено, выполняющее определенную часть общего производственного процесса.
Цехи являются вполне полноправными подразделениями; они осуществляют свою деятельность на принципах хозрасчета.
В машиностроении цехи, как правило, подразделяются на 4 группы: основные, вспомогательные, побочные и подсобные.
В основных цехах выполняются операции по изготовлению продукции, предназначенной для реализации (товарной продукции).
Эти цехи делятся на заготовительные, обрабатывающие и сборочные.
К заготовительным относятся цехи: литейные, кузнечно-штамповочные, кузнечно-прессовые, цехи сварных конструкций.
К обрабатывающим цехам относятся: механообрабатывающие, деревообрабатывающие, термические, цехи гальванических и лакокрасочных покрытий деталей.
К сборочным относятся цехи: агрегатной и окончательной сборки изделий, их окраски, комплектации запасными частями и съемным оборудованием.
К вспомогательным относятся цехи: инструментальный, нестандартного оборудования, модельный, ремонтный, энергетический, транспортный.
К побочным относятся цехи утилизации и переработки металлоотходов методами литья и прессования стружки в брикеты.
К подсобным относятся цеха, изготовляющие тару для упаковки продукции, выполняющие консервацию готовых изделий, упаковку продукции, ее погрузку и отправку потребителям.
Значительную роль в структуре предприятий занимают складские хозяйства, электросети, газо- и воздухопроводы, отопление и вентиляция, внутризаводские дороги.
Особую роль в производственной структуре предприятия играют конструкторские, технологические подразделения, научно-исследовательские подразделения. В них разрабатываются чертежи, технологические процессы, проводятся экспериментальные работы, проводится доводка конструкций изделий до требований стандартов, выполняются экспериментальные и опытно-конструкторские работы.
В состав цехов входят основные и вспомогательные производственные участки.
Основные производственные участки создаются по технологическому или предметному принципу.
На участках, организованных по принципу технологической специализации, выполняются технологические операции определенного вида. Например, в литейном цехе могут быть организованы участки: землеприготовления, изготовления стержней, литейных форм, обработки готового литья и др.; в кузнечном цехе могут быть участки: по изготовлению кованых заготовок на молотах и прессах; в механическом цехе могут быть организованы участки: токарный, револьверный, фрезерный, шлифовальный и др.; в сборочном – участки узловой и окончательной сборки изделий, испытаний их частей и систем, участок по окраске узлов и изделий и др.
На участках, организованных по принципу предметной специализации, осуществляются не отдельные виды операций, а технологические процессы в целом; в итоге получают законченную продукцию для данного участка (например – узел какого-либо изделия).
К вспомогательным участкам относятся участки главного механика и главного энергетика, которые ответственны за текущий ремонт оборудования цеха; инструментально-раздаточные кладовые с заточными мастерскими; транспортная служба и др.
Типы производственной структуры предприятия
Известны три типа производственной структуры промышленных предприятий: предметный, технологический и смешанный (предметно-технологический).
При предметной структуре основные цехи (или производства) предприятий их участки строятся по принципу изготовления каждым из них определенного изделия или узла, агрегата, либо определенной группы деталей.
Предметная структура применяется преимущественно в механосборочных и сборочных цехах заводов крупносерийного и массового производства (например – цехи по изготовлению двигателей на тракторных заводах и т.п.).
Предметная структура имеет большие преимущества перед другими типами.
Она упрощает формы производственной взаимосвязи между цехами, сокращает путь движения деталей, упрощает межцеховой и цеховой транспорт, уменьшает длительность производственного цикла, повышает ответственность работников за качество работ. Предметная структура цехов позволяет расставить оборудование по ходу технологического процесса, применить высокопроизводительное оборудование, инструменты, приспособления.
Все это, в конечном счете, обеспечивает увеличение выпуска продукции, повышение производительности труда и снижение себестоимости изделий.
Технологическая структура предопределяет четкую технологическую обособленность цехов - например, наличие литейного, кузнечно-штамповочного, механического и сборочного цехов.
Этот тип производственной структуры упрощает руководство цехом (участком), позволяет маневрировать расстановкой людей, облегчает переход с одной номенклатуры изделий на другую.
Однако этот тип производственной структуры имеет ряд недостатков, из которых можно отметить: усложнение производственных взаимосвязей цехов, значительные затраты времени на переналадку оборудования, меньшие, чем в первом случае, возможности по повышению производительности труда и снижению издержек производства.
Смешанная (предметно-технологическая) структура предполагает наличие на одном и том же предприятии основных цехов, организованных и по предметному, и по технологическому принципу.
Например, на машиностроительных предприятиях массового производства заготовительные цехи (литейные, кузнечные, прессовые) организуются по технологическому принципу, а механосборочные – по предметному.
К числу преимуществ такого построения производства относятся: уменьшение объемов внутрицеховых перевозок, сокращение длительности производственного цикла изготовления продукции, более высокий уровень загрузки оборудования, рост производительности труда, снижение себестоимости изделий.
Типы производства
Различают три основных типа производства: единичное, серийное и массовое.
Единичное производство характеризуется малым объемом выпуска одинаковых изделий и широкой их номенклатурой. К единичному производству относится изготовление отдельных видов нестандартного оборудования, а также штампов, литейный моделей, приспособлений.
Предприятия единичного производства выпускают большую номенклатуру изделий, повторяющуюся или не повторяющуюся в течение планируемого периода. При этом производственный процесс осуществляется на различном оборудовании. В сборочных цехах идет мелкосерийная поузловая и пообъектная сборка.
Рабочие места единичного производства загружаются разными работами в соответствии с характером универсального оборудования.
Серийное производство характеризуется выпуском периодически повторяющихся партий. Для него характерна ограниченная номенклатура изготовляемых изделий и сравнительно большой объем выпуска (например – производство отливок, штамповок, финишных изделий).
В серийном производстве в зависимости от количества изделий в серии различают мелкосерийное, среднесерийное и крупносерийное производства.
Серия изделий – это все изделия, изготовленные по одной и той же конструкторской и технологической документации.
Характер серийности производства определяется величиной коэффициента закрепления, который рассчитывается как отношение количества наименований операций, выполняемых за месяц (m) к количеству рабочих мест, на которых выполняются эти операции (р):
Кз = m/р
Значения коэффициента закрепления:
для крупносерийного – от 2 до10;
для среднесерийного - от 10 до 20;
для мелкосерийного – от 20 до 40.
Предприятия серийного производства выпускают серии изделий ограниченной повторяющейся номенклатуры. В сборочных цехах таких предприятий осуществляется непрерывно-поточная сборка изделий на линиях, а в обрабатывающих цехах преобладает серийное производство.
Рабочие места серийного производства специализированы на выполнении двух или нескольких закрепленных за ними ритмично повторяющихся операций.
Условие серийного производства:
![]()
Fд,
Fд,
где m – число отдельных операций, выполняемых на данном рабочем месте;
Bi – объем производства i-го изделия;
ti- штучное время изготовления i-го изделия;
Fд – действительный фонд времени работы оборудования.
Массовое производство характеризуется большим объемом выпуска изделий, непрерывно изготовляемых в течение продолжительного времени.
На большинстве рабочих мест выполняется одна периодически повторяющаяся операция. В зависимости от степени автоматизации различают массовое переналаживаемое или непереналаживаемое производство.
На предприятиях с массовым производством в больших количествах выпускается однотипная продукция (шарикоподшипники, поршни, кольца, гильзы и финишные изделия – двигатели, автомобили и др.).
При производстве финишных изделий в сборочных цехах идет поточная сборка однотипной продукции, а в обрабатывающих, например – механических) цехах осуществляются массовые или крупносерийные технологические процессы с широким применением автоматических, полуавтоматических и поточных линий.
В заготовительных цехах идут крупно- и среднесерийные процессы изготовления заготовок (литья, штамповок и т.п.).
Поскольку в массовом производстве рабочие места специализированы на выполнении одной повторяющейся операции, то загрузка рабочих мест должна быть такой, чтобы программа по деталям каждой операции полностью соответствовала фонду рабочего времени на планируемый период и производительности установленного оборудования.
Тип производства в значительной степени влияет на эффективность использования ресурсов. Так, массовое производство позволяет использовать высокопроизводительное оборудование и технологическую оснастку, применять наиболее прогрессивные формы организации производственных процессов, лучше использовать трудовые ресурсы.
Использование групповых методов обработки, автоматизация производственных процессов дают возможность применять организационные формы массового производства в серийном производстве.
Организационно-технический уровень серийного производства повышают гибкие производственные системы (совокупность в разных сочетаниях оборудования с ЧПУ, роботизированных технологических комплексов, гибких производственных модулей).
В машиностроении практически нет предприятий с однородными по типу производственными процессами. В одном и том же цехе или в разных цехах предприятия встречаются и единичные, и серийные, и массовые процессы.
Тип производства предприятия определяется типом производства основных, ведущих цехов.
Сравнительная технико-экономическая характеристика типов производства
Факторы |
Тип производства |
||
|
Единичное |
Серийное |
Массовое |
1. Номенклатура |
Неограниченная |
Ограниченная сериями |
Один тип или несколько |
2. Постоянство номенклатуры |
Не повторяется |
Повторяется периодически |
Постоянный выпуск изделий узкой номенклатуры |
3. Специализация рабочих мест |
Разные операции |
Периодически повторяющиеся операции |
Одна периодически повторяющаяся операция |
4. Оборудование |
Универсальное |
Универсальное и специальное |
Преимущественно специальное |
5. Расположение производственного оборудования |
Технологический принцип1 |
Предметный2 и технологический принцип |
Предметный принцип |
6. Оснастка |
Универсальная |
Унифицированная |
Специальная |
7. Квалификация основных рабочих |
Высокая |
Средняя, высокая на станках с ЧПУ и ГАЛ |
Сравнительно невысокая на поточных линиях; высокая на автоматизированных линиях. |
Организация производственного процесса во времени и в пространстве.
Организация производства во времени – это установление определенной очередности, порядка и нормативной продолжительности выполнения операций и работ, обеспечение синхронности и совмещения работ во времени.
Организация производства в пространстве – это распределение операций и работ между работниками и рабочими местами, оснащенными необходимым оборудованием, инструментом и оснасткой, обеспечение соответствующей специализации рабочих мест, участков и цехов, организация материальных потоков и складирование предметов труда по территории цехов и предприятия.
На организацию производственного процесса оказывают решающее влияние длительность и структура производственного цикла.
Производственным циклом называется интервал календарного времени от начала до конца технологического процесса независимо от числа одновременно изготавливаемых деталей или изделий.
Длительность производственного цикла – это время от начала до конца производственного процесса изготовления одной детали, узла, изделия. Чем меньше производственный цикл, тем лучше используются основные производственные фонды, повышается производительность оборудования.
Структура производственного цикла – это распределение времени работы и перерывов по основным и вспомогательным этапам производственного процесса изготовления продукции.
Длительность производственного цикла складывается из рабочего периода и времени перерывов.
Рабочий период состоит из времени рабочего цикла и времени вспомогательного цикла.
Длительность рабочего цикла определяется временем, затрачиваемым на технологические операции и временем подготовительно-заключительных работ.
Длительность вспомогательного цикла определяется временем, затрачиваемым на:
Контрольные операции;
Транспортные операции;
Естественные процессы (охлаждение, сушка и пр.).
Перерывы подразделяются на межоперационные, междусменные и внутрисменные.
Межоперационные перерывы подразделяются на:
Партионности (накопление деталей в партию перед ее транспортировкой);
Ожидания (при несовпадении времени операций);
Комплектации. Междусменные перерывы состоят из:
Перерывов на праздничные и выходные дни;
Собственно междусменные перерывы (на приемку-сдачу смены).
Внутрисменные перерывы подразделяются на:
Перерывов на обед;
Прочие перерывы.
Основными путями сокращения производственного цикла являются:
Совершенствование технологии;
Экономия рабочего времени;
Сведение к минимуму различных перерывов, в т.ч. за счет рациональной перепланировки оборудования, внедрения типовых и универсальных наладок, сокращения длительности контрольных операций и др мероприятий.
Для решения этих задач необходимы:
Унификация деталей;
Повышение их технологичности;
Совершенствование технологических процессов ( в т.ч. внедрение скоростных режимов);
Комплексная механизация и автоматизация производства;
Повышение технологичности конструкций изделий.
Производственный цикл при разных видах движения деталей в производстве.
На длительность производственного цикла влияют способы передачи деталей с одной операции на другую.
Последовательный вид движения.
Последовательный вид движения используется в тех случаях, когда на участке изготавливается широкая номенклатура деталей и производительность на рабочих местах резко различается. Это характерно для единичного и серийного производства.
График технологического цикла при последовательном виде движения приведен на рисунке 1.
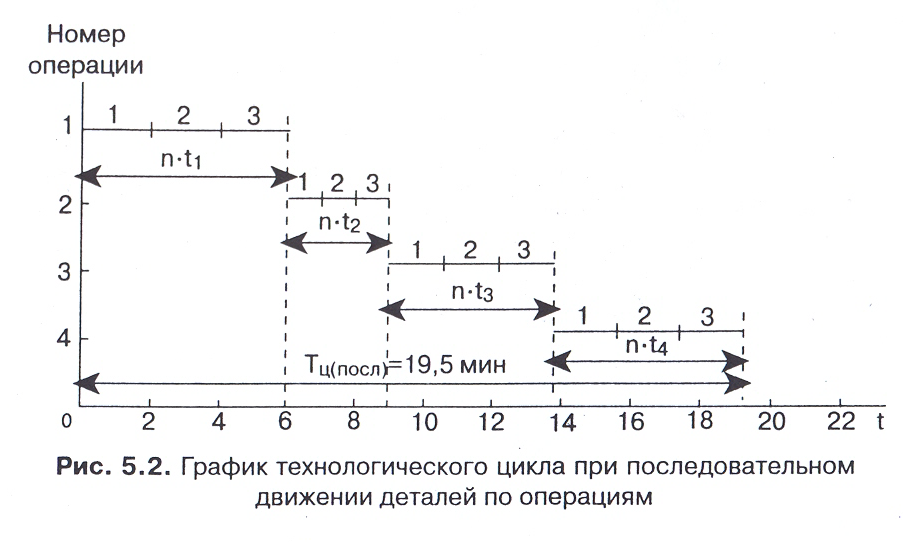
Длительность технологического цикла при этом виде движения определяется следующим образом:
Тц
посл.=
nt1
/
С1
+ nt2
/
С2
+
∙∙∙∙∙∙∙∙∙
nti
/
Ci
=
n ti
/
Ci
ti
/
Ci
где Тц – длительность производственного цикла, мин.
n – размер партии, штук;
t - полная штучно-калькуляционная норма времени на операцию, мин;
m –число операций;
С – число рабочих мест на операции (фронт работы).
В серийном производстве при последовательном виде движения деталей по ходу производственного процесса из-за неравной производительности смежных операций возникают межоперационные перерывы. В течение этих перерывов детали некоторое время пролеживают, из-за чего увеличивается длительность производственного цикла.
Кроме этого, необходимо учитывать время, затрачиваемое на естественные процессы, а также время нахождения партии деталей в других цехах.
С учетом этого длительность производственного цикла следует рассчитывать по формуле:
Тц
посл. = n
 [ti/Ci
nдТсмS]
+ (m-1)tмо+tест+tдр
,
[ti/Ci
nдТсмS]
+ (m-1)tмо+tест+tдр
,
где nд – число деталей, одновременно обрабатываемых на одном рабочем месте;
S – количество смен в сутки;
Тсм – продолжительность смены, мин.;
tмо - средняя величина межоперационного времени, дни;
tест – длительность естественных процессов, дни;
tдр - время нахождения партий деталей в других цехах, дни.
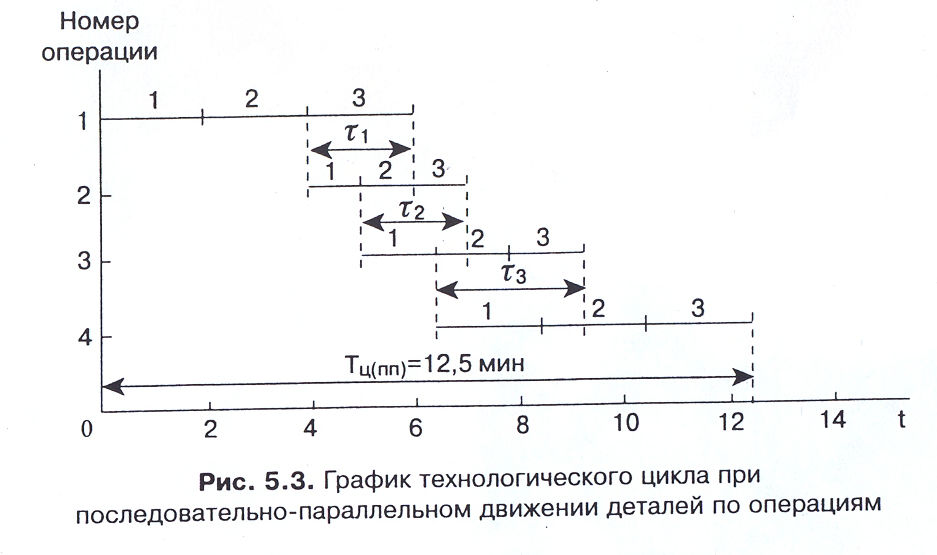
Последовательно - параллельный вид движения.
Сущность этого вида движения состоит в том, что вся обрабатываемая партия деталей делится на передаточные партии по р штук в каждой. Передаточная партия обрабатывается на каждой операции без перерывов. Ее можно передавать на следующую операцию не ожидая окончания работ по другим передаточным партиям. При этом должно соблюдаться условие непрерывной работы при изготовлении всей партии деталей.
При организации последовательно-параллельного движения возможны два варианта совмещения операций:
А) при операционном цикле предыдущей операции меньшем, чем у последующей. В этом случае максимальное совмещение операций можно получить, передавая первую передаточную партию на последующую операцию сразу же по окончании работ над ней на предыдущей операции.
Все последующие передаточные партии будут пролеживать между этими операциями, ожидая освобождения рабочего места, однако обеспечивается непрерывная работа на всех рабочих местах.
Б) При операционном цикле предшествующей операции больше, чем у последующей для обеспечения непрерывной работы на последующей операции необходимо ориентироваться на последнюю передаточную партию, определяя возможное время работы на этой операции. Чтобы обеспечить непрерывную загрузку рабочих мест на операции к этому времени следует закончить работу над всеми остальными передаточными партиями, осуществляя эту без перерывов.
В каждом из вариантов по сравнению с последовательным видом движения достигается сокращение производственного цикла на величину τ за счет частичного параллельного выполнения работ на смежных операциях.
В результате длительность технологического цикла при этом виде движения меньше, чем при последовательном виде движения на величину совмещения операционных циклов ( ∑τ ).
Расчет длительности технологического цикла при последовательно-параллельном виде движения рассчитывается по следующей формуле:
Тц
п-п = n
![]() ti
/ Ci
– (n-p)
ti
/ Ci
– (n-p)
![]() (t
/C)кор.
,
(t
/C)кор.
,
где (t /C)кор – время обработки одной детали на короткой (по трудоемкости ) из двух смежных операций.
Параллельный вид движения.

При параллельном виде движения отдельные детали или небольшие передаточные партии (р) после обработки их на предыдущей операции немедленно передаются на последующую операцию независимо от непрерывности работы на каждой операции. Непрерывно работает оборудование только на наиболее трудоемкой (максимальной) операции, а на остальных – с перерывами. Длительность цикла в этом случае определяется временем на обработку деталей на самой трудоемкой операции без одной передаточной партии и длительностью обработки одной передаточной партии на всех операциях:
Тц
парал =
(n-p)
(t
/ C)max
+ p
![]() ti
/Ci
,
ti
/Ci
,
где (t / C)max – параметры самой трудоемкой операции.
Параллельный вид движения обеспечивает наименьший цикл по сравнению с другими видами движения. Однако перерывы в выполнении менее трудоемких операций приводят к недоиспользованию оборудования во времени.
Наиболее эффективно параллельный вид движения может использоваться при высокой синхронности операций в массовом поточном производстве при условии:
t1/C1 = t2 / C2 = ∙∙∙∙∙∙∙∙∙∙∙∙∙∙ = tm / Cm = const , где ti /Ci – такт потока.
Организация поточного производства
Для большинства предприятий автомобильной и тракторной промышленности характерна устойчивая номенклатура изделий в течение длительного времени. Это позволяет загружать рабочие места одинаковой работой в течение определенного периода и создавать поточные линии.
Поточное производство – это форма организации, характеризуемая расположением оборудования в последовательности выполнения операций технологического процесса и специализации рабочих мест. При такой форме организации производства исключается возвратное движение изготавливаемых объектов, обеспечивается непрерывность передачи их с одной операции на другую или одновременное осуществление нескольких операций при применении многофункционального оборудования.
Таким образом, эффективность поточного производства обуславливается сокращением длительности технологического цикла, возможностью механизации и автоматизации технологических операций и передачи предметов труда с одного рабочего места на последующее.
Основные признаки поточного производства:
На каждой линии изготавливается одно или несколько технологически сходных между собой изделий.
За каждым рабочим местом закрепляется одна постоянная (для предмета труда) операция.
Рабочие места в линии располагаются в соответствии с последовательностью операций технологического процесса.
Передача предметов труда с операции на операцию производится поштучно или небольшими передаточными партиями без межоперационного пролеживания или с короткими перерывами.
Технологический процесс в целом и отдельные операции осуществляются с соблюдением определенного такта (т.е. интервала времени, через который периодически производится выпуск деталей или изделий определенных наименований, типоразмеров и исполнения).
Организация поточного производства требует тщательной подготовки: должны быть регламентированы не только основные, но и обслуживающие производственные процессы (смена инструмента, ремонт оборудования и технологической оснастки и др.), должен быть налажен надежный технологический контроль, обеспечена бесперебойная работа межоперационного транспорта.
Для обеспечения постоянства такта на потоке необходимо организовать соответствующее количество рабочих мест при различной продолжительности последовательных операций:
№ операции |
1 |
2 |
3 |
4 |
5 |
6 |
штучное время, мин |
4 |
8 |
12 |
4 |
12 |
4 |
4 мин
4 мин


4 мин
4 мин
4 мин
4 мин
4 мин
4 мин минмин
4 мин
4 мин
4 мин
Поточная форма организации технологических процессов подразделяется на однономенклатурную и многономенклатурную поточные линии.
На однономенклатурных линиях обрабатываются или собираются предметы труда одного наименования и типоразмера по определенной технологии в течение времени, определенного периодом выпуска данной детали, узла, изделия. На автомобильных и тракторных предприятиях однономенклатурными являются линии сборки узлов, агрегатов, двигателей, машин. На таких линиях осуществляется также многооперационная обработка деталей.
Однономенклатурные поточные линии могут быть как однопоточными, так и многопоточными, которые характеризуются одновременной обработкой на каждой операции двух или более объектов одного наименования, причем выполнение операций дублируется для каждого объекта.
Многономенклатурная поточная линия характеризуется последовательной обработкой групп деталей или изделий двух или более наименований по типовому технологическому процессу.
Такие линии создаются в цехах серийного и крупносерийного производств (заготовительные цеха – литейные, кузнечные, прессовые, арматурные). Поточные линии таких цехов из-за относительно высокой производительности технологического оборудования не могут быть в течение длительного периода загружены изготовлением одного и того же изделия, поэтому создаются многономенклатурные поточные линии.
Многономенклатурные поточные линии могут быть групповыми и переменными.
Групповые поточные линии создаются там, где по характеру технологии на рабочих местах можно одновременно выполнять одинаковые или сходные технологические операции у разных изделий. Это, например, литейные, формовочно – заливочно – выбивные линии, на которых одновременно идет отливка нескольких наименований; одновременная окраска или гальванопокрытие нескольких различных деталей и т.п.
На переменных поточных линиях изготавливаются технологически сходные изделия. Изделия запускаются партиями, по окончании обработки одной партии объектов оборудование на линии переналаживается на изготовление другой партии сходных деталей, т.е. детали или изделия обрабатываются попеременно.
Пример переменной поточной линии – линия многооперационной холодной листовой штамповки, где технология для каждой детали одинакова, но при изготовлении парных (левых и правых) деталей по окончании штамповки, например левого крыла автомобиля необходимо переставить штамп для аналогичной правой детали. Остановка технологического процесса для переналадки оборудования снижает степень его использования во времени, т.е. время на переналадку надо минимизировать.
Если длительности всех операций на поточной линии равны или кратны друг другу, то такую синхронизированную линию называют непрерывной.
Синхронизация может быть грубой и точной. Грубая синхронизация предусматривает разделение или объединение операций технологического процесса. Точная синхронизация заключается в уменьшении времени выполнения отдельных операций путем проведения организационно-технических мероприятий по пересмотру режимов обработки, использования средств механизации, сокращающих время вспомогательных процессов, автоматизации контроля и т.п.
На непрерывной поточной линии объекты в каждый момент либо обрабатываются, либо транспортируются на следующую операцию (за исключением деталей, находящихся в страховом заделе). Непрерывные поточные линии используются на сборочных участках, где преобладают ручные операции и имеются возможности по синхронизации поточной линии.
На прерывных поточных линиях часть деталей пролеживает некоторое время между операциями, образуя межоперационные оборотные заделы, для которых предусмотрены специальные места или накопители.
Классификация поточных линий
Признак |
Вид |
Разновидность |
Широта номенклатуры изделий |
Однономенклатурная
|
Однопоточная |
Многопоточная |
||
Многономенклатурная
|
Групповая (без переналадки) |
|
Переменная (с переналадкой) |
||
Степень синхронизации операций |
Непрерывная синхронизированная |
С полной синхронизацией |
С частичной синхронизацией |
||
Прерывная, не синхронизированная |
С совмещением профессий
|
|
Без совмещения профессий |
||
Степень автоматизации |
Автоматическая |
|
Автоматизированная
|
||
Механизированная |
Организация работы однономенклатурных линий
Выбор организационных форм поточных линий определяется тактом работы линии, степенью синхронизации операций технологического процесса, уровнем загрузки рабочих мест на линии.
Такт поточной линии (r) – это календарный период времени между запуском (выпуском ) на линию данного объекта (деталь, сборочная единица, изделие) и следующего за ним.
Такт является функцией заданной программы выпуска, существенно влияет на выбор технологического процесса, оборудования, оснастки, транспортных средств.
Величина такта ( r ) определяется по формуле:
r = Fд / Nз
где Fд – действительный фонд времени за плановый период (смена, сутки, месяц);
Fд = Fкаленд. – Fорг. перер.
Nз – количество запускаемых на поточную линию деталей, узлов или изделий за тот же период.
Поскольку в процессе изготовления (обработки) на потоке может иметь место отсев (отбраковка) некоторого количества деталей, узлов, изделий, то это должно учитываться при расчете такта:
Nз = [100/100 – а ]* Впл.
где а - % отсева объектов
Впл. – план выпуск объектов (деталей, узлов, изделий).
С учетом этого окончательная формула для расчета такта приобретает вид:
r = [Fк – Fо.п. (100 –а)]/ 100 Впл.
Если передача деталей или изделий на потоке производится с одного рабочего места на другое не по одной штуке, а небольшими транспортными партиями (nтр), то промежуток времени между передачей всех объектов такой партии называется ритмом (rр ), величина которого рассчитывается по формуле:
rр= r * nтр
Чтобы обеспечить единый такт или ритм поточной линии, при организации поточного производства осуществляется синхронизация, т.е. производительность выравнивается по всем операциям технологического процесса.
Синхронизация означает достижение равенства или кратности времени выполнения технологических операций установленному такту их работы и является важной предпосылкой непрерывного функционирования линии.
К наиболее распространенным способам синхронизации относятся: введение параллельных рабочих мест на операциях, длительность которых кратна такту, интенсификация режимов работы, совмещение времени машинной и ручной работы и др.
Предварительная синхронизация с отклонением от такта на + или – 10% осуществляется при проектировании поточных линий, а окончательная – при их отладке.
Количество рабочих мест по каждой операции поточной (р) линии рассчитывается по формуле :
р = t / r
где t – норма штучного времени на операцию, мин.
Если по расчету на всех операциях количество рабочих мест окажется целым числом, то поток полностью синхронизирован.
Если же точной кратности не получается, то при малых значениях величины такта даже невысокая степень синхронизации всех операций обеспечивает практическую непрерывность потока.
При неполной синхронизации ( р не равно целому числу) экономически целесообразно округлять р до ближайшего меньшего числа, предусмотрев при этом использование рациональной оснастки, более рационального режима работы оборудования и т.п.
Допускается перегрузка рабочего места рабочего места на 10-12 % со снятием перегрузки при отладке линии. Если же перегрузку снять невозможно, то выбирается большее целое число.
Отношение расчетного количества рабочих мест (станков) к принятому определяет его загрузку ( Кз ) :
Кз = Рр / Рпр * 100%
где Рр- расчетное количество рабочих мест;
Рпр – принятое количество рабочих мест.
Коэффициент загрузки всей линии равен:
![]() * 100%
* 100%
В случае организации поточной линии из наличного действующего оборудования ее производительность характеризуется тактом линии ( r ), который зависит от производительности входящего в линию оборудования и синхронность его работы. Несколько однотипных станков, работающих одновременно в многопоточной линии на одной операции могут обеспечить такт операции ( ri ) :
ri = ti / Pi
где ti – норма времени на i- ю операцию;
Рi – количество станков на i– й операции.
Такт линии равен максимальному из тактов операций на линии (в случае, если поток не полностью синхронизирован).
Такой подход к расчету такта позволяет сравнить производственные возможности участка с заданной программой выпуска деталей или изделий и определить оптимальную структуру поточной линии.
Оптимальная структура поточной линии, т.е. количество станков на каждой операции, находится из многих вариантов по показателю минимума приведенных затрат З на одну деталь:
З = (rл
/ 60 F)![]() cipi
(Р + Ен)
min
cipi
(Р + Ен)
min
где F – годовой полезный фонд времени единицы оборудования;
ci - стоимость оборудования (станка) на i-й операции;
pi – количество станков на i – й операции;
Р – коэффициент реновации для станков;
Ен – нормативный коэффициент экономической эффективности капитальных вложений (0,15).
При формировании структуры поточной линии необходимо учитывать ряд организационных и технологических ограничений: по объему выпуска, скорости движения конвейера, размерам участка и т.д.
Так, если учитывается ограничение по длине конвейера, вдоль которого с одной стороны установлены станки, то необходимо произвести расчет:
Lк
=
 ≤
L
,
≤
L
,
Lк – расчетная длина конвейера;
li – ширина станка, включая проходы;
рi – количество станков, установленных вдоль конвейера;
L – предельная длина конвейера, допускаемая размерами участка.
Годовой выпуск деталей или изделий ( В ) на такой линии составит:
В = Fд / rл
Расчет степени загрузки всех рабочих мест является проверкой целесообразности применения потока, однако при использовании специального оборудования степень загрузки отдельного рабочего места не является окончательным критерием. Окончательный выбор формы организации производственного процесса должен определяться с помощью экономического расчета.
В качестве транспортных средств на поточных линиях используют конвейеры разных конструкций, в том числе конвейеры ленточные, пластинчатые, напольные или подвесные.
В зависимости от выполняемых функций конвейеры бывают распределительные, рабочие и смешанные.
Распределительный конвейер служит средством перемещения обрабатываемых на потоке деталей между стационарными рабочими местами. Движение распределительного конвейера может осуществляться в свободном ритме, когда по мере окончания обработки детали на операции она помещается на транспортер для передачи на следующее рабочее место.
Чаще всего применяются распределительные конвейеры со скоростями в пределах 0,5 – 2,0 м/мин.
Для соблюдения такта конвейер должен быть размечен, т.е. на транспортере должны быть обозначены места (лотки, крючки, зоны), на которые по прохождении мимо рабочего места должно быть помещено обработанное на данной операции изделие.
Для разметки конвейера надо найти число (период распределительного конвейера - П), которое равно наименьшему кратному количеству рабочих мест на операции.
Рабочий конвейер характерен тем, что технологические операции осуществляются на самом конвейере, который оснащен механическим транспортером, перемещающим обрабатываемую деталь или изделие вдоль линии и регламентирует ритм работы. Рабочие конвейеры применяют при сборке и сварке изделий, при заливке в формы в литейных цехах, при окраске.
Различают поточные линии с непрерывным и пульсирующим движением конвейера ( скорость – 2,5 м/мин).
Пример закрепления разметочных знаков за рабочими поточной линии с распределительным конвейером
№ операций поточной линии
|
Количество рабочих мест |
№ рабочих мест |
Величина периода ( П ) |
Число разметочных знаков, закрепленных за рабочими |
Закрепленные знаки |
1 |
1 |
1а |
П = 2*3 = 6 (общее минимальное кратное из числа рабочих мест) |
6 |
1,2,3,4,5,6 |
2
|
2
|
2а |
3 |
1,2,3 |
|
2б |
3 |
4,5,6 |
|||
3
|
3 |
3а |
2 |
1,4 |
|
3б |
2 |
2,5 |
|||
3в |
2 |
3,6 |
На предприятиях автомобиле- и тракторостроения распределительные конвейеры используются в обрабатывающих цехах, а рабочие конвейеры – в сборочных. Часто применяется сочетание распределительных и сборочных конвейеров. Так, например, на литейных линиях формовка и выбивка производятся на стационарных машинах у распределительного конвейера, а заливка форм и остывание – непосредственно на рабочем конвейере.
Заделы на поточных линиях
Для обеспечения непрерывного выпуска изделий на поточных линиях создаются заделы, т.е. до конца не обработанные детали, узлы, изделия (незавершенное производство в натуральном выражении).
Находящиеся на производственном участке (линии) заделы называются линейными заделами, которые подразделяются на технологические, оборотные и страховые.
Технологический задел состоит из деталей, находящихся в обработке на всех операциях поточной линии. Величина этого задела составляет ( в штуках):
![]()
где Z - задел;
m – число операций на линии;
р – количество рабочих мест на каждой операции;
n – количество деталей (изделий) одновременно обрабатываемых на каждом рабочем месте.
В условиях непрерывного потока величина Z постоянна; на прерывных поточных линиях количество обрабатываемых объектов, находящихся на рабочих местах меняется в зависимости от режима работы рабочих мест. При расчете по приведенной формуле рабочие места, обслуживаемые в последовательном порядке одним рабочим, принимаются за одно рабочее место.
Транспортный межоперационный задел на непрерывных поточных линиях состоит из деталей (изделий), находящихся на транспортных средствах. Величина такого задела определяется вместимостью транспортных устройств.
На транспортных устройствах непрерывного действия (транспортерах) внутрилинейный транспортный задел Zтр. зависит от длины транспортера L и расстояния между осями объекта, находящегося на транспортере l, т.е.:
Zтр. = L / l
При передаче объектов транспортными партиями транспортный задел увеличивается в количество раз, соответствующее количеству объектов в партии.
На непрерывной поточной линии Zтр. создается как самостоятельный вид накопления деталей только между операциями, работающими синхронно.
Транспортный задел между несинхронными операциями перекрывается оборотным и в расчет не включается.
Оборотные заделы образуются при работе прерывно - поточных линий, т.е. в тех случаях, когда не удается достичь синхронности операций; при этом производительность операций различна, а их продолжительность не согласована с тактом работы линии. Вследствие разности ритмов работы по операциям, имеющим различную производительность, создаются межоперационные оборотные заделы.
Максимальная величина оборотного межоперационного задела ( Zоб) рассчитывается по формуле:
Zоб. max = T*pi / ti – T*pj / tj,
где Т – период совместной работы неизменного числа станков на смежных операциях;
pi и pj – число рабочих мест на смежных i-й и j-й операциях;
ti и tj - соответственно нормы времени на i-й и j-й операциях.
При расчете по приведенной формуле могут получиться заделы со знаком ( + ) и со знаком ( - ) . Задел со знаком ( + ) означает, что для одновременной работы станков на смежных операциях в период Т1 следует к началу периода создать необходимый задел максимальной величины. Задел со знаком ( - ) означает, что к началу второго периода задел равен 0 и за период Т2 он возрастает до рассчитанного максимального значения.
Страховые (резервные) заделы необходимы для компенсации возможных сбоев в работе и отклонений от заданного ритма при работе поточных линий . Особенно важно наличие таких заделов на прерывных поточных линиях, так как перерыв в работе на одной из операций нарушает нормальную работу всей линии, если не будет своевременной компенсации из страхового задела.
Нормы страховых заделов определяются опытным путем и рассчитываются по формуле:
Zстр.
=
 ,
,
где m – число страхуемых операций на линии, после которой создается задел;
h – время устранения отказа (сбоя) на данной операции (устанавливается опытным путем);
r – такт работы линии.
При расчете общей нормы задела для линии все виды заделов суммируются с учетом возможного их совмещения. Например, оборотный задел на начало смены совмещается с транспортным, если его величина равна или менее транспортного задела.
На прерывной поточной линии часть оборудования, на котором выполняются короткие операции, работает с перерывами. Поэтому для обеспечения непрерывности выпуска изделий с поточной линии необходимо регламентировать работу линии. При этом учитывается норма штучного времени на каждой операции, расчетное количество рабочих мест, коэффициент загрузки на каждом рабочем месте.
Организация работы многономенклатурных поточных линий
Многономенклатурные поточные линии могут быть групповыми и переменными.
На групповых поточных линиях несколько одновременно обрабатываемых изделий можно рассматривать как одну передаточную партию.
Все расчеты на групповых поточных линиях аналогичны расчетам для однономенклатурной линии.
Такт ( r ) рассчитывается по формуле:
 ,
,
где m - количество закрепленных за линией объектов;
В – программа выпуска по каждому объекту.
Например, для окраски на одной подвеске (группе крючков) могут крепиться разные детали, и каждая из них сойдет с конвейера за время, равное r.
Переменные поточные линии характеризуются необходимостью переналадки рабочих мест при переходе от одних изделий на другие.
На таких линиях изделия изготавливаются партиями, а каждое изделие из партии изготавливается на потоке.
Особенностью расчета параметров переменных поточных линий является определение частных рабочих тактов. Общий расчетный такт ( rоб. ) следует понимать как некоторую среднюю характеристику производительности линии с учетом планируемых потерь времени на переналадку:
 ,
,
где в- часть времени, затрачиваемая на переналадку линии.
Частный (рабочий) такт переменной поточной линии может быть определен расчетом по условному объекту. При этом расчете время изготовления на линии (машиноемкость) одного из закрепленных изделий принимается за 1,0, а для других рассчитывается коэффициент приведения:
Кпр. i = Ti / Tу ,
где Ti – машиноемкость i-го изделия;
Tу – машиноемкость условного изделия.
Затем для каждого изделия определяется программа в приведенных единицах ( Bпр.i ):
Bпр.i = Bi* Kпр.i
По этим данным рассчитывается условный общий такт rу:
rу
=
Частные такты изготовления каждого изделия определяются следующим образом:
ri = rу * Kпр.i
При расчете частного такта по продолжительности изготовления программного задания каждого закрепленного за линией изделия фонд времени работы линии в плановом периоде распределяется между всей номенклатурой изделий пропорционально машиноемкости программных заданий. Частный фонд времени fi, потребный для изготовления программного задания одного наименования, рассчитывается по формуле:
fi
= Fд
(1-a) BiTi
/
 ,
,
где Вi – плановое задание по изделию, для которого рассчитывается такт;
Т – машиноемкость по каждому закрепленному за линией изделию.
В период изготовления одного из закрепленных изделий многономенклатурная переменная поточная линия не отличается от однономенклатурной.
Организация автоматизированного производства
Развитием поточного производства является его автоматизация, в которой сочетаются непрерывность производственных процессов с автоматическим выполнением операций. Автоматизация производства в машиностроении развивается в направлении создания автоматических станков и агрегатов, автоматических поточных линий. Автоматических участков, цехов и даже заводов.
Степень автоматизации производственных процессов может быть различной. При частичной автоматизации часть функций по управлению оборудованием автоматизирована, а часть - выполняется рабочими-операторами (полуавтоматические комплексы). При комплексной автоматизации все функции управления автоматизированы, рабочие только налаживают технику и контролируют ее работу (автоматические комплексы).
Для комплексной автоматизации производственных процессов требуется автоматизация не только технологических, но и вспомогательных и обслуживающих операций.
На первом этапе автоматизации производства были созданы автоматические линии с жесткой кинематической связью. Для второго этапа развития автоматизации характерно появление электронно-программного управления: были созданы станки с ЧПУ, обрабатывающие центры и автоматические линии, содержащие в качестве компонента оборудование с программным управлением.
Переходом к третьему этапу развития автоматизации послужили новые возможности ЧПУ, основанные на применении микропроцессорной техники, что позволило создавать принципиально новую систему машин, в которой сочетались бы высокая производительность АЛ с требованиями гибкости производственного процесса. Более высокий уровень автоматизации характеризуется созданием автоматических заводов будущего, оснащенных оборудованием с искусственным интеллектом. Типичным примером комплексной автоматизации является автоматические линии (АЛ).
АЛ - это система согласованно работающих и автоматически управляемых станков (агрегатов), транспортных средств и контрольных механизмов, размещенных по ходу технологического процесса, с помощью которых обрабатываются детали или собираются изделия по заранее заданному технологическому процессу в строго определенное время (такт АЛ).
Роль рабочего на АЛ сводится лишь к наблюдению за работой линии, к наладке и подналадке отдельных механизмов, а иногда- к подаче заготовок на первую операцию и снятию детали (изделия) с последней операции. Это позволяет рабочему управлять значительным числом машин и механизмов. Во многих случаях обслуживание автоматических линий осуществляют рабочие, совмещающие обязанности наладчика и оператора (оператор-наладчик). Характер труда рабочего коренным образом меняется и все более приближается к труду техника и инженера.
В зависимости от используемого состава оборудования выделяют несколько типов АЛ. Так, АЛ из агрегатных станков отличаются высокой эффективностью, сокращенными сроками проектно-монтажных работ, высоким уровнем надежности агрегатов, поскольку они собраны из унифицированных агрегатных узлов, отлаженных в ранее действовавших системах.
АЛ из универсальных станков-полуавтоматов и станков-автоматов проектируются на базе поточных линий с оснащением механизмами (роботами и др.) автоматической загрузки и выгрузки деталей.
АЛ из специального оборудования высокоэффективны в условиях массового производства (автомобилестроение и др.).
АЛ с программируемыми устройствами оснащены ЧПУ, что делает их эффективными как в массовом и крупносерийном, так и в мелкосерийном производстве.
АЛ из многоцелевых станков (ГАЛ) представляют собой высокоэффективные автоматизированные гибкие технологические комплексы с управлением от ЭВМ.
Основным параметром (нормативом) АЛ является производительность, которую считают по производительности последнего (выпускного) станка. Различают: технологическую, цикловую, фактическую, потенциальную производительность линии.
Технологическая производительность (Рт) определяется по формуле:
рт = 1 / tм
где tм- время непосредственной обработки детали (рабочих ходов станка, автомата, линии), т.е. основное время (tо)
Цикловая производительность рассчитывается по формуле:
рц = 1 /Тц = 1 / (tм+ tх),
где Тц - продолжительность рабочего цикла (Тц = tм+ tх);
tх - время холостых ходов рабочей машины, связанных с загрузкой и разгрузкой, межстаночным транспортированием, зажимом и разжимом деталей, т.е. вспомогательное время (tв).
Для большинства АЛ продолжительность рабочего цикла и всех его элементов остается неизменной в процессе работы машины, поэтому значения технологической и цикловой производительности являются постоянными величинами.
В реальных условиях периоды бесперебойной работы АЛ чередуются с простоями, вызванными различными организационными причинами. Вследствие этого фактическая производительность АЛ определяется по формуле:
рф= Кис. в.* рц,
Кис. в - коэффициент использования АЛ (станка, автомата) во времени. Определяется по формуле:
Кис. в = Fэф / (Fэф+Тпр),
где Fэф - время работы АЛ (станка, автомата) за плановый период (эффективный фонд времени);
Тпр - время простоя машины (АЛ, станка, автомата) за тот же период.
Все простои оборудования делятся на собственные и организационно-технические.
Собственные простои функционально связаны с конструкцией и режимом работы линии. Их величина определяется конструктивным совершенством линии, ее надежностью в работе, квалификацией обслуживающего персонала и др. К ним относятся простои, связанные с регулировкой механизмов, подналадкой и текущим ремонтом оборудования, сменой инструмента и т.д.
Организационно-технические простои обусловлены внешними причинами, функционально не связанными и не зависящими от конструкции АЛ и системы ее обслуживания. Это- отсутствие заготовок, опоздание или преждевременный уход рабочего с рабочего места, брак на предшествующих операциях и др. виды организационного обслуживания.
Важнейшим календарно-плановым нормативом АЛ, характеризующим равномерность выпуска продукции является такт или ритм потока. Он определяется суммарным временем обработки изделия (tм), временем установки, закрепления, раскрепления и снятия, а также транспортировки его с одной операции на другую (tх):
rал = tм + tх
Автоматические линии с гибкой связью оснащаются, как правило, независимым межоперационным транспортом, позволяющим передавать детали с операции на операцию независимо от другой. После каждой операции на линии создается бункерное устройство (магазин) для накопления межоперационного задела, за счет которого осуществляется непрерывная работа станков.
Линии с гибкой связью являются многоучастковыми. Участок – это один или несколько станков, входящих в состав АЛ, соединенные с др. участками посредством накопителя, емкость (Еmax) которого определяется по формуле:
Emax = (2 h/r) [(1- Δ) Δ] + Zmax.об.
где h – время устранения сбоя (простоя в ремонте); r – такт работы линии; Δ – коэффициент межучасткового наложения потерь; Zmax.об. –максимальная величина оборотного задела.
Описанные выше структурные схемы имеют свои преимущества и недостатки. Так, недостатком АЛ с жесткой связью является то, что отказ одного из станков (или остановка его на плановый ремонт) влечет за собой остановку всей линии.
Линии с гибкой связью при отказе или остановке на ремонт одного из станков могут работать за счет внутрилинейных заделов. Производительность таких линий выше, чем имеющих жесткие связи. Однако наличие в линии с гибкими связями дополнительных накопителей и транспортных устройств усложняет общую конструкцию линии, увеличивает ее стоимость и требует для размещения больших площадей, что при стоимости 1 кв.м. площади более 3500 - 4000 тыс. руб. в год заметно отражается на себестоимости продукции.
В автомобильной промышленности АЛ используются для обработки деталей, сборки узлов и механизмов. Они позволяют ликвидировать монотонный труд рабочих, уменьшают удельный вес ручных операций и значительно сокращают их трудоемкость.
Переход от отдельных автоматических линий к созданию комплексных АЛ или автоматических участков ведет к дальнейшему повышению степени автоматизации производственных процессов. Такие комплексы охватывают операции заготовительных процессов, механообработки, термической обработки, сборки, контроля.
Для обеспечения бесперебойной и эффективной работы автоматических линий на предприятиях создается система их эксплуатации. Рациональная система эксплуатации автоматических потоков включает организацию технического обслуживания, ремонта, системы контроля и управления качеством продукции и административно-технического управления.
Система технического обслуживания АЛ предназначена для обеспечения нормального их функционирования и выполнения работ по техническому и организационному обслуживанию. Эта работа выполняется наладчиками, операторами и др. линейным персоналом.
Система ремонта создается для сохранения АЛ в рабочем состоянии и поддержания технических параметров оборудования на уровне, необходимом для выпуска продукции заданного качества. Ремонт АЛ обеспечивается службами главного механика и главного энергетика с привлечением линейного персонала.
Система контроля и управления качеством продукции направлена на обеспечение выпуска продукции в соответствии с техническими требованиями и на максимальное сокращение брака. Эти вопросы решают наладчики АЛ, осуществляющие операционный контроль, и работники ОТК, осуществляющие выходной контроль обработанных деталей или изделий.
Система административно-технического управления обеспечивает реализацию требований рациональной организации производства, труда и управления при эксплуатации АЛ. Функционально эта система подчиняется начальнику цеха.
Организация инструментального обслуживания АЛ включает комплекс мероприятий, с помощью которых производство своевременно обеспечивается инструментом. Особенно важным является подготовка инструмента к эксплуатации, его учет, хранение, доставка на линию и порядок смены. Предусматривается регламентированная смена инструмента.
Прогрессивным направлением автоматизации производства в машиностроении является применение станков с числовым программным управлением (ЧПУ).
Применение станков с ЧПУ в сравнении с обычным оборудованием создает ряд технико-экономических преимуществ. Производительность этих станков выше производительности станков такого же типа без программного управления более чем в три раза, потребность же в производственных площадях в три раза меньше. Значительно возрастает производительность труда рабочих. Большой эффект станки с ЧПУ дают при выполнении особо сложных технологических операций, поэтому с их использованием высвобождаются наиболее квалифицированные рабочие, что влечет за собой экономию фонда заработной платы, а также резко сокращаются затраты на технологическую подготовку производства, эксплуатацию инструмента, содержание контролеров ОТК.
Главный эффект программного управления заключается в увеличении до 80-90% времени работы оборудования (у обычных станков - 15-20%). Это обусловлено значительным сокращением вспомогательного времени, времени на смену инструмента и переналадку оборудования. Переналадка станков в этом случае заключается в замене программы, записанной на соответствующем носителе. Особенно эффективны станки с ЧПУ в единичном и мелкосерийном производстве, а также при выпуске особо сложной продукции.
Для эффективного использования станков с ЧПУ необходимо создать систему организационного обеспечения, которая должна представлять собой комплекс взаимодействующих мероприятий, подчиненных основной задаче - изготовлению деталей высокого качества в намеченные сроки при минимальных затратах труда и денежных средств. Система организации работ должна включать технико-экономическое обоснование применения станков с ЧПУ, номенклатуру деталей для обработки на этих станках, надлежащее обслуживание станков, автоматизированную разработку управляющих программ.
Решение о внедрении станков с ЧПУ должно приниматься на основе анализа экономической эффективности применения этих станков в определенных организационно-экономических условиях. Целесообразным считается применение станков с ЧПУ в том случае, если предполагаемый объем работ обеспечит загрузку одного или нескольких специализированных участков, оснащенных такими станками, а ожидаемый экономический эффект позволит окупить вложенные средства в приемлемые сроки (3-5 лет).
В ряде случаев приобретение станков с ЧПУ оправдывается тем, что они позволяют ликвидировать узкие места производства, обрабатывать уникальные детали, добиться необходимой точности при изготовлении продукции.
В условиях применения станков с ЧПУ большое значение приобретают техническое обслуживание производства, обеспечение оснасткой, режущим и вспомогательным инструментом, текущий ремонт. Периодические проверки оборудования на точность и т.д.
При использовании станков с ЧПУ эффективной формой организации труда является многостаночное обслуживание. В этом случае рабочий обслуживает несколько станков, работающих параллельно или параллельно-последовательно. Система организации рабочих мест при многостаночном обслуживании должна предусматривать выбор рациональных форм разделения труда между многостаночниками и вспомогательными рабочими, обеспечивающих многостаночника от вспомогательных работ (доставка заготовок к станкам, подготовка инструмента и доставка их на рабочее место, смены СОЖ и т.д.).
В случаях, когда наряду с высокой степенью автоматизации основных процессов приходится затрачивать значительное время на вспомогательные операции, выполняемые последовательно, целесообразно использовать роторные линии.
Автоматическая роторная линия – это совокупность нескольких технологических и транспортных роторов, расположенных в технологической последовательности и вращающихся с помощью синхронного привода. На технологическом роторе находятся инструменты, исполнительные органы; на транспортном – системы захватных органов, которые обеспечивают прием, транспортировку и выдачу обрабатываемых объектов.
Роторные линии целесообразно использовать в таких процессах, как обработка давлением, термические и химические операции, сборка, контроль и др. Такие линии монтируются из отдельных роторных машин и могут перегруппировываться на основе блочно-модульного принципа.
Роторные машины и линии обладают рядом достоинств, в том числе:
Они высокопроизводительны.
Для них характерно низкое число отказов приводных систем.
На них обеспечивается непрерывное транспортное движение инструментальных блоков, обеспечивается их взаимозаменяемость и возможность быстрого съема без остановки ротора.
При их использовании отсутствуют межоперационные накопители.
Имеется возможность 100% - го контроля качества всей продукции.
Применяются также и автоматические роторно-конвейерные линии (АРКЛ), в которых в качестве транспортно-передающего устройства используются цепи со спутниками, огибающие зону технологического ротора.
Одним из направлений комплексной автоматизации в автотракторной промышленности является многоцелевое использование промышленных роботов, которые подразделяются на:
Роботы для обслуживания технологического оборудования(станков с ЧПУ, автоматов, прессов, автоматических линий и др.).
Роботы, выполняющие технологические операции (сварку, сборку, окраску и т.п.).
Роботы-транспортеры, используемые для выполнения складских работ.
Использование роботов только на одной из операций технологического процесса нерентабельно. Поэтому чаще всего создаются роботизированные технологические комплексы (РТК), которые представляют собой совокупность технологического оборудования, промышленных роботов и средств оснащения (транспортно-накопительные устройства, питатели и т.п.).
РТК - это совокупность единиц технологического оборудования от 3 до 10 станков с ЧПУ, роботов и средств их оснащения. Этот комплекс функционирует автономно и осуществляет многократные циклы.
РТК успешно конкурируют с жесткими автоматическими линиями в таких условиях, когда происходит частая смена конструкций и свойств выпускаемых изделий, т.к. в случае РТК переналадка осуществляется быстрее.
В серийном и единичном производствах РТК позволяют создавать комплексно-автоматизированные участки и линии по выпуску небольших партий изделий, близких по конструктивно-технологическим параметрам.
Кроме РТК в состав гибких производственных систем (ГПС), о которых речь пойдет несколько позже, входят гибкие производственные модули (ГПМ).
ГПМ - это единица технологического оборудования для производства изделий произвольной номенклатуры в установленных пределах значений их характеристик с ЧПУ, автономно функционирующая, автоматически осуществляющая все функции, связанные с изготовлением продукции.
В состав ГПМ входит специальное технологическое оборудование (1-3 станка с ЧПУ); контрольно-измерительная аппаратура и установки; промышленные роботы и манипуляторы; средства автоматизации технологического процесса; средства идентификации деталей, заготовок, инструмента и оснастки.
Основными характеристиками РТК и ГПМ являются:
Способность работать автономно, без участия человека.
Способность автоматически выполнять все основные и вспомогательные операции производственного процесса.
Гибкость, удовлетворяющая требованиям единичного и мелкосерийного производства.
Простота наладки, устранение отказов основного оборудования и системы управления.
Совместимость с оборудованием традиционного и гибкого производства.
Большая степень завершенности обработки деталей с одной установки.
Высокая экономическая эффективность при правильной эксплуатации.
В рыночных условиях особое значение имеет возможность расширения номенклатуры модификаций базовых моделей выпускаемых машин, сокращение сроков их освоения, повышение качественных характеристик выпускаемых финишных изделий.
Эти задачи могут успешно решаться при использовании гибких производственных систем (ГПС), которые в пределах определенной номенклатуры деталей сами могут автоматически переналаживаться с обработки одного вида деталей на обработку другого вида деталей по команде с пульта управления.
ГПС называется совокупность в разных сочетаниях оборудования с ЧПУ, РТК, гибких производственных модулей, отдельных единиц технологического оборудования и систем их функционирования в автоматическом режиме в течение длительного интервала времени. ГПС должны обладать свойством автоматической переналадки при производстве изделий широкой номенклатуры в установленных пределах значений их характеристик.
ГПС управляется с помощью ЭВМ и обеспечивает гибкую технологию при максимальном использовании всех возможностей технологического оборудования (станков) за счет оптимального распределения операций и синхронизации работы.
Для этого ГПС оснащаются системой обеспечения функционирования, в которую входят: автоматизированные транспортно-складские системы; системы: инструментального обеспечения, контроля, удаления отходов, управления технологическими процессами (АСУТП).
В составе ГПС предусматриваются система автоматизированного проектирования (САПР) и автоматизированная система технологической подготовки производства (АСТПП).
По организационным признакам ГПС подразделяются на: гибкие автоматические линии (ГАЛ), гибкие автоматизированные участки (ГАУ) и гибкие автоматизированные цеха (ГАЦ).
В гибких автоматических линиях технологическое оборудование расположено в принятой последовательности технологических операций; ГАЛ предназначены для обработки семейства однотипных деталей.
В гибких автоматических участках предусмотрена возможность изменения последовательности использования технологического оборудования и независимость его функционирования друг от друга.
Гибкие автоматические цеха – это различные сочетания гибких автоматических участков и РТК для изготовления изделий заданной номенклатуры.
ГПС выпускают, как правило, полностью обработанные детали, сборочные единицы, готовые для использования в сборочных цехах или в качестве запасных частей.
Технико-экономическая эффективность внедрения ГПС достигается при условии решения комплекса задач: оснащение ГПС полным составом технической подготовки новых изделий (САПР, АСТПП); выбор оптимальных технологических процессов (групповой технологии); определение рационального комплекта основного технологического оборудования (в т.ч. наличие многоцелевых станков); выбор необходимых средств автоматизации вспомогательных операций (транспорт, складирование, погрузочно-разгрузочные устройства и др.).
Особенностями ГПС являются:
высокая производительность труда при выполнении операций производственного цикла;
широкая номенклатура обрабатываемых деталей или изделий при минимальном участии человека, т.к. инструментальное обеспечение, транспортирование, складирование, контроль качества продукции и управление оборудованием выполняются автоматическими системами;
изменение функций оператора, поскольку управление рабочими органами осуществляется ЭВМ и имеются устройства диагностики станков;
улучшение использования оборудования и производственных площадей, поскольку коэффициент загрузки оборудования повышается до 0,85 – 0,90, коэффициент сменности – до 2-3 (соответственно при двух- и трехсменной работе);
сокращение времени всего производственного цикла за счет автоматизации установки и снятия заготовок, быстрой смены инструмента и т.д.;
сокращение длительности подготовки производства и повышение способности производства к быстрой ассимиляции для выпуска новой продукции.
Кроме указанного, система контроля параметров процесса обеспечивает соблюдение установленных ТУ изготовления изделий, предотвращает появление брака.
Внедрение ГПС ведет к социальным изменениям в развитии предприятия: увеличивается процент инженеров, специалистов по электронной технике (электроников), уменьшается число работников в ночных сменах (если таковые предусмотрены режимом работы предприятия). При этом исключается тяжелый, монотонный труд рабочих на поточных линиях, создаются лучшие условия для соблюдения правил техники безопасности.
В ГПС осуществляется переход от дифференцированной обработки деталей в несколько операций к полной обработке деталей в одну операцию, на одном «интегральном» рабочем месте, а это позволяет ликвидировать межоперационные заделы и уменьшить величину незавершенного производства. Автоматизированные транспортные системы обеспечивают работу ГПС без транспортных заделов.
Оптимизируется состав и формы взаимосвязей между основным, вспомогательным и обслуживающим производствами. Работа организуется по принципу «все только тогда, когда это нужно».
Расчеты продолжительности всех процессов проводятся на ЭВМ; так же составляются точные графики запуска-выпуска новой продукции и их обеспечения инструментом и заготовками.
Рассчитывается количество основных и вспомогательных рабочих исходя из годовой программы производства и нормативов обслуживания ГПС.
Основной формой организации труда в ГПС является бригадная форма с возможностью полной взаимозаменяемости членов бригад в выполнении различных работ по обслуживанию и управлению системой.
Организация труда. Основы нормирования труда.
Основы организации труда на предприятии
Организация труда это составная часть экономики труда, представляющая собой теорию и практику построения элементов трудового процесса, их взаимную увязку и адаптацию к условиям конкретного предприятия. Организация труда направлена на оптимизацию процесса труда как системы взаимодействия человека и средств труда на рабочем месте в условиях определенной среды, что включает элементы рабочего задания, его исполнителей, средства его выполнения. Организация труда связана с изучением процесса труда, включает исследование и конструирование рабочих систем, разделение труда (т.е. расчленение общего задания на ряд заданий и его деление между специализированными исполнителями). Под организацией труда понимают : функцию управления, установление трудового порядка, деятельность по устройству чего-либо, структуру, строение, расположение частей, налаживание трудового процесса.
Основными задачами организации труда являются:
Ресурсосбережение.
Оптимизация, т.е. функция установления полного соответствия организации труда технологии и энерговооруженности производства.
Формирование эффективного работника.
Охрана труда.
Воспитательная и активизирующая функции.
Организация труда способствует наилучшему соединению техники и людей, обеспечивает наиболее эффективное использование живого труда и направлена на сохранение здоровья работников, повышение их удовлетворенности трудом за счет повышения его содержательности.
Организация труда предполагает рациональное размещение производственного оборудования в технологической последовательности и изготовление продукции в той же последовательности. Это касается главным образом станков и механизмов, другого оборудования, процессов производства. Организация труда включает совершенствование техники и технологии, нацеленное не только на повышение производительности оборудования, но и на приспособление его к возможностям человека.
Роль и место организации труда в системе внутрифирменного управления, в условиях рыночных отношений, возрастает в связи с увеличением числа факторов, требующих постоянного роста эффективности производства. Среди таких факторов - конкурентоспособность, экономичность, прогрессивность, новизна. Основами организации труда являются: постоянное совершенствование техники и технологии, внедрение новых материалов и процессов, требующих новых форм соединения рабочего и предметов труда.
Важное направление организации труда - разделение труда, представляющее собой расстановку работников по рабочим местам и закрепление за ними определенных обязанностей по специальностям и квалификации. Специализация трудовой деятельности обусловлена возможностью значительного увеличения производительности труда за счет его разделения, расчленения на ряд частичных функций, операций в пределах производственных циклов. Несмотря на то, что разделение труда сопровождалось обеднением его содержания и снижением интереса к такому труду, в наши дни это направление становится этапом конвейеризации, механизации и полной автоматизации производства.
Различают следующие формы разделения труда на предприятиях:
Технологическое.
Функциональное.
Профессиональное.
Квалификационное.
Технологическое - разделение труда по фазам и видам работ, узлам, изделиям, деталям, операциям. Оно определяет расстановку работников по технологическим параметрам производства. Узкую специализацию сопровождает монотонность, ей присущ несодержательный труд и однообразные повторяющиеся движения. При глубокой специализации увеличивается содержательность труда, поскольку рабочий выполняет больше сложных движений, однако при этом возрастает возможность увеличения выхода бракованной продукции.
Функциональное разделение труда предусматривает деление всех работников предприятия на группы в зависимости от характера выполняемых ими функций. Группы работников подразделяются по функциям, выполняемым ими в производственном процессе: это основные производственные рабочие, занятые изготовлением продукции в цехах основного производства (станочники, операторы, аппаратчики и др.); вспомогательные рабочие, занятые изготовлением инструмента и технологической оснастки, ремонтом и техническим обслуживанием технологического оборудования; рабочие, осуществляющие обслуживание зданий, территорий, транспортировку, хранение и учет материальных ценностей и др. Отдельно выделяются служащие (руководители, специалисты и др. служащие); младший обслуживающий персонал, работники охраны, ученики.
Профессиональное разделение труда осуществляется в зависимости от профессий и специальностей.
Профессия определяет принадлежность работника к тому или иному виду трудовой деятельности, исходя из способа воздействия на предмет труда (токарь, слесарь), применяемых орудий труда (станочник, машинист, оператор) и предметов труда (шихтовщик, шиномонтажник и др.) или функций, выполняемых в производственном процессе (контролер, кладовщик и др.).
Специальность ограничивает сферу деятельности работников внутри профессий выполнением определенного вида работ и операций при изготовлении продукции (токарь-карусельщик, слесарь-ремонтник и т.п.).
Квалификационное разделение труда - это разделение труда по сложности и точности труда, в соответствии с техническими требованиями к выполняемым работам (это, например, разделение рабочих различных профессий по разрядам тарифной сетки от 1 до 6 разряда или специалистов от 7 до 16 разрядов).
Организация труда включает кооперацию труда, которая предполагает установление системы производственной взаимосвязи между работниками, обеспечивает согласованность совместных действий работников в процессе производства. При простой кооперации все работники выполняют однородную работу. Сложная кооперация, основанная на разделении труда, обеспечивает более рациональное использование средств производства и рабочего времени, приводит к росту производительности труда.
Организация труда при осуществлении кооперации внутри предприятия включает в себя несколько уровней:
Внутрибригадная кооперация, которая объединяет рабочих, совместно выполняющих единое для бригады производственное задание и несущих коллективную ответственность за результат работы бригады.
Внутрицеховая кооперация специализированных участков; ее цель - взаимоувязка их деятельности по выпуску продукции цеха: участок сборки отдельных узлов для передачи на соседний участок.
Внутриучастковая кооперация отдельных работников или производственных бригад по выпуску закрепленной за участком продукции.
Межцеховая кооперация специализированных цехов, направленная на обеспечение взаимодействия по выпуску конечной продукции, например: литейный цех; механический цех; сборочный цех; транспортный цех.
Разделение и кооперация труда определяют социальную структуру коллектива, которая соответствует иерархической схеме подчиненности и предполагает разделение его на социальные группы в зависимости от профессий и квалификации.
В связи с разделением труда возникает необходимость совмещения профессий, т.е. выполнения в течение нормального по продолжительности рабочего дня наряду с работами по основной профессии, работ по второй или нескольким профессиям. Совмещение профессий подчиняется рекомендациям научной организации труда и целесообразна на работах с продолжительными технологическими перерывами при выполнении работ по основной специальности (свободное машинное время). Тогда становится возможным такое совмещение профессий, как например - токарь, выполняющий при совмещении профессий обязанности фрезеровщика ил шлифовщика и т.п.). Совмещение профессий также необходимо в некоторых профессиях и производствах, если разделение труда там достигла недопустимого дробления.
Трудовое законодательство определяет совмещение труда как одновременное или перемежающееся выполнение работником трудовых функций, относящихся к различным профессиям и специальностям. Оплата труда при этом повышается на 30%. Например, на автоматических линиях вполне возможно совмещение профессий оператора и наладчика, но это требует обязательного обучения оператора для овладения им профессией наладчика. Важным направлением при совмещении профессий является внедрение расширения зон обслуживания, т.е. многостаночное обслуживание. Многостаночным обслуживанием называется обслуживание одним работником более двух станков. Главное условие организации многостаночного обслуживания - наличие машино - свободного времени (времени, когда рабочий не занят выполнением ручных операций на станке) на каждом из обслуживаемых станков, которое должно быть равно сумме ручного времени работы на всех других обслуживаемых одним рабочим станков. Например, в машиностроении несколько станков с ЧПУ обслуживаются одним рабочим. В тех случаях, когда по технологическим, экономическим или личным причинам отсутствует один из работников, его рабочая зона, чаще всего связанная с наблюдением за работой автоматической линии или процесса, поручается одному или двум смежным работникам. Работник, обслуживающий большую зону, т.е. выполняющий дополнительную работу, получает дополнительную плату. Например, наладчик, совмещающий свои прямые обязанности с выполнением функций оператора автоматической линии, оплачивается уже не по 5, а по 6 разряду тарифной сетки, т.е. получает дополнительно не менее 30% от ставки 5 разряда.
Одной из форм внутризаводской кооперации является внутриучастковая, когда налажены производственные связи между отдельными рабочими в процессе их совместного труда. Наиболее эффективно такая кооперация проявляется при бригадной форме организации труда.
Бригада - это первичное звено трудового коллектива, объединяющее работников для совместного труда и выполнения производственного задания на основе общей заинтересованности и ответственности за результаты работы, т.е. бригада несет общую ответственность за результаты труда.
В промышленности, в строительстве и на транспорте производственной бригадой называют коллектив рабочих одной профессии, выполняющих однородные технологические функции (специализированные производственные бригады) или коллектив рабочих различных профессий, выполняющих комплекс работ (комплексные производственные бригады).
Целесообразность бригадной формы организации труда на предприятиях определяется четырьмя группами факторов:
Технико-технологическими, характеризующими невозможность обслуживания оборудования или технологического процесса одним рабочим.
Организационными, определяющими целесообразность использования коллективного труда рабочих одной или нескольких профессий, объединенных общностью средств труда для выполнения единого производственного задания.
Экономическими - для возможности сокращения производственного цикла изготовления продукции, снижения трудоемкости путем улучшения использования рабочего времени, совершенствования загрузки рабочих, совмещения профессий и функций.
Социальными - обусловленными необходимостью повышения содержательности труда, снижения его монотонности, особенно в сборочном производстве при работе на конвейере, усиления влияние коллектива на дисциплину труда, на творческую инициативу и т.д.
По способу выполнения плановых заданий и учета выполненной работы можно выделить:
индивидуальную форму организации труда, когда задание выдается каждому работнику отдельно, ведется индивидуальный учет выполненной работы и начисляется индивидуальный заработок;
коллективную форму организации, при которой производственное задание устанавливается всему коллективу, учет выработки продукции ведется по конечному результату работы и всему коллективу начисляется заработок.
По способу разделения и кооперации бригады могут быть:
с полным разделением труда - каждый работник занят выполнением работы строго по своей специальности на одном рабочем месте (бригада токарей, работающих на однотипных станках);
с частичной взаимозаменяемостью - работники владеют несколькими профессиями и могут выполнять работы не только на своем рабочем месте, но и по совмещаемой профессии (бригада токарей, работающих на разнотипных станках);
с полной взаимозаменяемостью - каждый член бригады может работать на любом рабочем месте или меняться рабочими местами по заранее продуманной схеме (бригада на сборочном конвейере).
По способу формирования денег для оплаты труда коллективы могут работать на условиях бригады подряда, бригады аренды, бригады кооператива или бригады-малого предприятия.
Оплата труда бригады может быть:
индивидуальная;
коллективная с использованием различных коэффициентов для распределения коллективного заработка: КТУ - коэффициента трудового участия; ККТ - коэффициента качества труда и др.
По способам подчинения бригады вышестоящим организациям могут быть бригады:
с прямым подчинением;
работающими по договору подряда;
работающими по договору аренды;
работающими по контракту.
В бригадах может быть:
полное самоуправление;
частичное самоуправление;
отсутствие самоуправления.
Прогрессивной по форме организации с точки зрения работодателя считается бригада, использующая коэффициенты для распределения коллективного заработка между рабочими, участвующая в планировании средств и материалов, в которой рабочие поощряются за экономию эксплуатационных затрат, работающие по единому наряду и получающие оплату только по конечному результату.
Привлекательными для рабочих сторонами бригадной организации труда являются:
подрядные или арендные отношения;
самоуправление в трудовом коллективе;
сквозное построение бригады в многосменном режиме с частичной или полной взаимозаменяемостью работников в коллективе.
Если формируется коллектив с таким набором элементов, то работа его будет успешной. Однако не на всяком производстве можно сформировать идеальную бригаду, все определяется местными условиями, людьми.
Наиболее распространенным видом бригады является такая, в которой планирование работы бригады осуществляется по единому наряду, оплата труда - только по конечному результату, а распределение заработка между работниками осуществляется на основе квалификации (разрядов), отработанному времени и КТУ.
Бригадный хозрасчет и бригадный подряд.
Хозрасчетная бригада - это производственная бригада, переведенная на хозрасчет. До бригады доводятся плановые нормативы по расходу материальных ресурсов, инструмента, энергетических ресурсов и др. На уровне хозрасчетной бригады организуется учет планового и фактического использования ресурсов, материальная заинтересованность за выполнение плановых показателей, экономного использования ресурсов.
Подряд - это договор, по которому одна сторона (подрядчик) берется на свой страх и риск выполнить определенную работу по заданию другой стороны (заказчика), а заказчик обязуется принять и оплатить эту работу. Бригаде выдается наряд на выполнение всего комплекса работ по объему. Набор работ, их номенклатура, последовательность и сроки выполнения определяются планом и графиком производства.
Организация и аттестация рабочих мест. Рабочее место- это первичное звено производства, зона трудовой деятельности рабочего или группы рабочих, оснащенное необходимыми средствами для выполнения производственного задания.
Организация рабочих мест, как вид деятельности по организации труда, требует систематического проведения аттестации рабочих мест, которая позволяет определить отступления от нормативных требований. Аттестация рабочих мест предполагает полное их описание и заключение о соответствии новым требованиям технологии производства и научной организации труда. По результатам аттестации даются предложения по рационализации рабочих мест. Малоэффективные рабочие места, как правило, ликвидируются, освобождая площади для установки нового оборудования. Часто в организацию рабочих мест вносятся изменения, устанавливаются новое оборудование и механизмы, повышающие производительность труда.
В зависимости от целей производства рабочие места могут быть:
специализированными;
универсальными;
индивидуальными;
коллективными;
стационарными;
подвижными;
одностаночными;
многостаночными;
постоянными;
временными;
а также рабочими местами:
ручной работы;
механизированными;
автоматизированными;
аппаратными;
рабочими местами служащих.
Специализация рабочего места складывается из требований разделения и кооперации труда и технологических задач, необходимых для осуществления производственного процесса. Основными элементами специализации является его оснащение: технологическое и вспомогательное оборудование, технологическая оснастка, рабочий и измерительный инструмент, приспособления, средства связи, сигнализация, рабочая мебель, тара, рабочая документация, средства коммуникации для подачи заготовок, сырья, материалов, хозинвентарь для уборки рабочего места.
Организация обслуживания рабочих мест. Для организации обслуживания рабочих мест необходимо определить, в каких видах обслуживания нуждается каждое рабочее место; по какому виду обслуживания установить его норму, объем, периодичность обслуживания : в смену, в месяц, в год. Необходимо установить регламент обслуживания - график, периодичность; закрепить выполнение данных работ за исполнителем. На предприятиях действует предупредительный принцип обслуживания, оперативности, принцип комплексности, принцип плановости.
Обслуживание рабочих мест предполагает:
своевременное обеспечение рабочих мест сырьем, материалами, энергией, комплектующими, инструментом, приспособлениями, обеспечивающими механизацию;
удаление отходов производства и отгрузку готовой продукции;
наладку, смазку, регулировку, ремонтное обслуживание оборудования и механизмов.
Для большинства рабочих мест существуют типовые проекты их организации, разрабатываемые на уровне отраслей или предприятий.
Улучшение организации труда на конкретных действующих предприятиях проходит непрерывно, системно и комплексно. Эту работу выполняют отделы НОТ, службы главного инженера, механика, технолога.
Организация труда включает изучение и рационализацию приемов и методов труда, разработку способов наиболее экономичного выполнения каждого действия, приема, операции за счет внедрения передовых методов и приемов труда. Совершенствование методов труда основывается на том, что единицей разделения труда является производственная операция, под которой понимают часть трудового процесса, выполняемого одним рабочим или несколькими рабочими на одном рабочем месте, над одним предметом труда.
Внедрение передовых приемов и методов труда. Эта работа идет, как правило, в двух направлениях: изучение передовых приемов и методов труда и обучение им персонала в процессе его подготовки.
Совершенствование условий труда, т.е. совокупности внешних факторов, оказывающих влияние на работоспособность и здоровье человека в процессе труда. Одни факторы зависят от особенностей производства, другие - не зависят. Так, не зависят от человека климатические условия, тогда как технико-технологические факторы (особенности технологии, уровень механизации и автоматизации) зависят от уровня развития техники и соответствуют ее достижениям. Санитарно-гигиенические факторы (температура, освещенность, вибрация и др.), факторы безопасности труда (защита от травм и др.), эстетические факторы (архитектурно-планировочные решения, эстетическая организация природной среды) и хозяйственно-бытовые (питание, бытовки, души, стирка и ремонт спецодежды, уборка помещений) задаются организаторами производства. Санитарно-гигиенические условия труда включают большое разнообразие показателей, влияющих на самочувствие работающих, и оказывают прямое влияние на производительность труда работников. Они должны отвечать нормам, предусмотренным законодательством для различных видов производства.
Социально-психологические факторы: социально-демографическая структура коллектива, совокупность интересов, ценностные ориентации, стиль руководства, развитие общественных организаций, психологический климат в производственных коллективах складывается под влиянием различных общественных и социальных интересов и сил. Все эти реалии изменяются на основе внедрения рекомендаций специалистов по организации труда.
Психофизиологические и физиологические факторы труда необходимо изучать, учитывать и стремиться к их оптимизации. Физическая тяжесть труда определяется объемом физической нагрузки за смену. Нервно-психическая напряженность накапливается в зависимости от объема перерабатываемой информации, интенсивности внимания, напряженности мыслительной деятельности, степени монотонности труда и его темпа. Комфортность рабочих мест, совершенство конструкции и эргономическая планировка техники, средств управления и контроля способны сделать работу в психофизиологическом и физическом смысле более безопасными.
Режим труда и отдыха составляет отдельный блок научной организации труда, оказывается достаточно сложным для проектирования и выработки рекомендаций по их совершенствованию. Это связано с поведением людей, их дисциплинированностью. Продолжительность рабочего времени никогда не совпадает с предусмотренной. Часть времени уходит на регламентированные технологическим процессом и физиологией человека перерывы. Другая часть рабочего времени теряется из-за недисциплинированности работников. Дисциплина труда рассматривается обычно с четырех позиций: дисциплины производственной, технологической, общественной и трудовой. Дисциплина общественная и трудовая - это соблюдение работниками правил внутреннего распорядка (начало, конец работы, перерывы на обед и отдых) и норм внутрипроизводственного поведения (уважительное, ровное, доброжелательное отношение к коллегам). Дисциплина производственная - это своевременная и точная реализация производственных заданий, выполнение должностных инструкций, бережное отношение к оборудованию, инструменту, оснастке, материально-техническим ресурсам, соблюдение правил охраны труда и техники безопасности. Дисциплина технологическая - это соблюдение и точное выполнение всех требований технологии по каждому производственному процессу.
Укрепление дисциплины труда, воспитание ответственности персонала осуществляется через воздействие на каждого работника, через штрафные санкции и увольнение, осуществляемые в пределах норм, установленных законодательством.
В условиях рыночной экономики значение работы по формированию эффективного работника заметно возрастает, т.к. каждый из перечисленных мною факторов существенно влияет на производительность труда и эффективность производства, на его конкурентоспособность.
В настоящее время менеджеры стали уделять больше внимания вопросам подбора и расстановки кадров, организации повышения квалификации персонала, и в меньшей степени - подготовке кадров непосредственно на предприятиях, что со временем обязательно скажется на возникновении трудностей при обеспечении производства квалифицированным персоналом.
Составными частями организации труда являются планирование и учет. Планирование труда направлено на установление пропорций труда, производительности, численности персонала, фонда заработной платы. Учет труда служит необходимым инструментом установления результативности труда в сочетании с расходами на его оплату и стимулирование.
Следует отметить, что с помощью высокой организации труда можно получить высокие экономические результаты, и наоборот - самое производительное оборудование и новая техника при низкой организации труда не могут принести ощутимых результатов. Для обеспечения оптимальной, эффективной организации труда необходимо создание на предприятии безопасных и здоровых условий труда, рациональное планирование и учет труда, воспитание дисциплины труда, подбор и подготовка кадров.
Основы нормирования труда
Нормирование труда - это часть организации труда на предприятии, вид деятельности по управлению производством. Под нормированием понимают процесс установления научно обоснованных норм затрат труда на выполнение работ, или, более конкретно - это определение необходимых затрат труда (времени) на выполнение определенной работы (изготовление единицы продукции) отдельными работниками или бригадами с установлением норм труда.
Нормирование труда - многоаспектная деятельность, цель которой - определение необходимых затрат и результатов труда и соотношения между численностью персонала и количеством единиц оборудования. Научно обоснованные нормы отражают технические и технологические возможности производства, учитывают особенности применяемых предметов труда, физиологически оправданную интенсивность труда и его нормальные условия.
Норма труда - это конкретное выражение меры труда, т.е. доли участия каждого отдельного работника в совокупном общественном труде. Нормы труда- необходимый элемент нормирования труда и производства, составная часть организации оплаты труда. С их помощью устанавливаются затраты рабочего времени на различные виды операций, рассчитывается трудоемкость производственной программы, определяется необходимая численность персонала и его структура на предприятии. С помощью норм труда устанавливаются расценки за каждый вид, элемент, единицу выполненной работы.
Мерой труда служит рабочее время. Таким образом, нормирование труда сводится к определению необходимых затрат времени на выполнение той или иной работы.
Классификация затрат рабочего времени.
Для определения составных частей, из которых складываются различные нормы труда, необходимо изучить классификацию затрат рабочего времени, в соответствии с которой все рабочее время исполнителя или группы работников подразделяются на время работы и время перерывов.
Методами исследования затрат рабочего времени являются: хронометраж, фотография рабочего времени ( в том числе методом моментальных наблюдений), фотохронометраж.
Затраты рабочего времени делятся на время работы и время перерывов.
Время работы - это период, в течение которого работник производит трудовые действия, т.е. подготовку и непосредственное выполнение порученной работы. Оно состоит из времени работы по выполнению производственного задания и времени работы, не предусмотренного производственным заданием (т.е. время, затрачиваемое на выполнение случайной и непроизводительной работы - например на исправление бракованной продукции).
Время работы состоит из оперативного времени (tоп), времени обслуживания рабочего места (tоб) и подготовительно-заключительного времени (tпз).
Оперативное время - это время, затрачиваемое на выполнение заданной работы (технологической операции), повторяемое с каждой единицей или определенным объемом продукции. Оно подразделяется на основное время (to) и вспомогательное время (tв). Основное (технологическое) время затрачивается на то или иное изменение предмета труда, т.е. изменение формы, размеров, шероховатости, изменение свойств материала (в результате термообработки), изменение свойств изделия. Основное время может быть ручным, когда работа осуществляется без помощи какого-либо оборудования (работа слесаря-ремонтника), машинно-ручным, когда процесс осуществляется на оборудовании с помощью органов управления, приводимых в действие вручную (работа на токарном станке); машинно-автоматическим, когда рабочий лишь наблюдает за ходом технологического процесса или даже может в это время работать на другом оборудовании.
Вспомогательное время затрачивается на действия, связанные с обеспечением основной работы, т.е. цели технологического процесса. Сюда относится время, затрачиваемое на установку заготовки и снятие обработанной детали, на пуск и остановку оборудования, на контрольные промеры и т.д. Как и основное время, оно может быть ручным, машинно-ручным и машинно-автоматическим.
Чем совершеннее технологическое оборудование, тем меньше вспомогательное время, т.к. при этом сокращается количество и номенклатура выполняемых рабочим действий.
В условиях автоматизации производства ручное и машинно-ручное вспомогательное время может включать в себя только время на установку заготовки, на контроль качества детали, а на автоматических линиях такие затраты времени могут вообще отсутствовать, особенно если загрузка заготовок и выгрузка обработанных деталей автоматизированы. Таким образом, чем выше тип производственного процесса, тем, при прочих равных условиях, вспомогательное время меньше.
Часть действий рабочего, относящихся к вспомогательному времени, может быть выполнена в период машинно-автоматического времени, т.е. перекрыто им. Это перекрываемое время не включается в норму времени.
Время обслуживания рабочего места затрачивается на уход за рабочим местом как на протяжении данной работы, так и всей смены. Оно состоит из времени технического обслуживания рабочего места, которое затрачивается на смену инструмента при затуплении или поломке, на подналадку оборудования, и времени организационного обслуживания, которое затрачивается на раскладку инструмента в начале смены, чистку и смазку оборудования и другие действия, связанные с уходом за рабочим местом.
Подготовительно-заключительное время состоит из времени, необходимого для ознакомления рабочего с порученным заданием, а также для действий, связанных с завершением задания.
В подготовительно-заключительное время включаются затраты времени на ознакомление с чертежом, инструктаж мастера, сдачу работы контролеру или мастеру.
Затраты времени на эту категорию не повторяются с каждым следующим объектом труда, а относятся на всю изготовляемую партию, т.е. чем больше партия деталей или изделий, тем меньше будет доля подготовительно-заключительного времени. Наибольший удельный вес подготовительно-заключительного времени в норме времени будет в единичном и мелкосерийном производстве; очень небольшим - в крупносерийном и массовом производстве.
Время перерывов состоит из перерывов, зависящих от работника и не зависящих от него.
Перерывы, зависящие от работника, подразделяются на перерывы для отдыха и личных надобностей; эти перерывы нормируются и составляют до 2% от оперативного времени.
В ненормируемые перерывы включаются перерывы, вызванные нарушениями трудовой дисциплины.
Перерывы, не зависящие от работника (организационно-технологические перерывы) могут быть вызваны несинхронностью процессов производства, например, на прямоточных линиях, при многостаночном обслуживании.
Кроме этого, имеют место потери рабочего времени по организационно-техническим причинам. Они вызываются, например, перебоями в снабжении рабочих мест заготовками, комплектующими, инструментом, сбоями в календарном планировании и диспетчировании производства.
Затраты рабочего времени исполнителя подразделяются на нормируемые и ненормируемые.
Нормируемые затраты включаются в норму времени, поскольку они необходимы для выполнения данной работы.
К нормируемым затратам относятся:
оперативное время;
время обслуживания рабочего места;
время перерывов, предусмотренное технологией и организацией производства.
Эти три слагаемых составляют штучное время.
Кроме этого, в состав нормированных затрат входит подготовительно-заключительное время.
Сумма штучного времени и подготовительно-заключительного времени составляет штучно - калькуляционное время.
Ненормируемые затраты времени - это время случайной и непроизводительной работы и нерегламентируемых перерывов; в норму времени они не включаются, т.к. являются прямыми потерями рабочего времени.
Подобная классификация затрат рабочего времени исполнителя позволяет выявить величину и причины потерь, а также нерациональных затрат рабочего времени. В этих целях производится изучение затрат времени на рабочем месте. Оно проводится с помощью наблюдений, фотографии рабочего времени, хронометража и др. методов.
Фотография рабочего времени - это наблюдение, при котором измеряют все затраты времени работника за определенный период работы. Проводится для выявления потерь рабочего времени, установления причин, вызывающих эти потери.
Применяются фотографии рабочего времени и для разработки нормативов подготовительно-заключительного времени, времени обслуживания рабочего места, перерывов на отдых и личные надобности, для определения оперативного времени и изучения использования рабочего времени работниками с целью выявления причин невыполнения норм выработки.
Процесс создания фотографии рабочего времени состоит из следующих этапов:
подготовка к наблюдению;
собственно наблюдение;
измерение затрат рабочего времени;
обработка и анализ данных;
разработка рекомендаций.
В процессе наблюдения и измерения затрат рабочего времени все действия исполнителя и перерывы в работе фиксируются строго по порядку в наблюдательном листе по текущему времени.
По результатам фотографии составляется сводный баланс рабочего времени по категориям затрат: подготовительно-заключительное время; оперативное время и т.д. В процессе анализа определяются нерациональные затраты рабочего времени, которые выявляются с привлечением экспертов.
Завершается работа по фотографии рабочего времени составлением результирующего документа - проектируемого баланса рабочего времени, в котором все нерациональные затраты и потери рабочего времени исключаются. За их счет увеличивается оперативное время и определяется возможный рост производительности труда за счет устранения потерь и нерациональных затрат рабочего времени.
В практике нормирования труда широко применяется самофотография рабочего времени, учитывающая лишь потери рабочего времени, связанные с организационно-техническими неполадками, которые записываются самими работниками в специальный бланк наблюдений.
Цель проведения самофотографии рабочего времени - привлечение к совершенствованию организации труда самих работников. На основании анализа полученных данных разрабатываются мероприятия по устранению недостатков.
Хронометраж. Часто применяемым на практике видом наблюдения является хронометраж, с помощью которого изучаются циклически повторяющиеся элементы работы. Такие замеры необходимы для расчета норм и разработки нормативов времени.
Нормировщик, проводящий хронометраж, должен хорошо знать технологический процесс выполнения нормируемой операции, уметь разбивать операцию на элементы, знать режим работы оборудования и организацию рабочего места.
Замеры длительности элементов операции при хронометраже проводятся непрерывно от начала до конца операции или же выборочно, когда замеряются элементы операции.
При проведении непрерывного хронометража продолжительность выполнения отдельных элементов операции равна разности показаний текущего времени двух смежных замеров. Далее определяется средняя продолжительность выполнения каждого элемента операции.
Анализ результатов хронометража позволяет изыскивать возможности сокращения затрат времени путем устранения отдельных нерациональных операций, а также перекрытия машинным временем время ручной работы.
Аналогично проводится изучение хронометражем затрат времени на отдельные элементы подготовительно-заключительной работы и работы по обслуживанию рабочего места.
Нормы и нормативы труда, их виды
В процессе нормирования труда используются следующие нормативы:
нормативы режимов работы оборудования;
нормативы времени;
нормативы времени обслуживания;
нормативы численности;
типовые нормы.
Нормативы - это регламентированные затраты времени на что-то определенное. Нормы времени определяют необходимые затраты времени на изготовление единицы продукции (выполнение определенного объема работы) одним исполнителем или группой рабочих соответствующей квалификации.
Рассмотрим содержание перечисленных ранее нормативов.
Нормативы режимов работы оборудования - это регламентированные величины, обеспечивающие наиболее целесообразное его использование и предназначенные для установления рациональных режимов работы оборудования и определения машинного времени.
Нормативы времени - это регламентированные затраты времени на выполнение отдельных операций, предназначенные для определения норм затрат труда на машинно-ручные и ручные работы, и включающие следующие нормативы:
основного времени;
вспомогательного времени;
времени подготовительно-заключительной работы;
времени обслуживания рабочего места;
времени на отдых и личные надобности.
Нормативы времени обслуживания - это регламентированные затраты времени на обслуживание единицы оборудования, рабочего места, др. производственных единиц. Нормативы времени обслуживания необходимы для установления норм обслуживания, т.е. определения количества единиц оборудования, рабочих мест и агрегатов, которые необходимо закрепить за одним работником или бригадой.
Нормативы численности - это регламентированная численность работников определенного профессионально-квалификационного состава, которые привлекаются для выполнения определенного объема работы. Предназначены для установления численности на работах, где ее определение через нормативы времени затруднено.
Типовые нормы, применяемые к работам, выполняемым по типовой технологии, представляют собой некие образцы или эталоны для предприятий, на которых технические условия производства еще не позволяют достичь уровня указанных норм. Типовые нормы бывают межотраслевые, отраслевые и местные.
Основные виды норм труда:
норма времени (техническая норма времени) - это регламентированное время выполнения единицы работы (технологической операции) в определенных организационно-технических условиях производства одним или несколькими работниками соответствующей квалификации. Норму времени на единицу продукции (Тшт) можно рассчитать по формуле:
Тшт = Тсм / Нвыр.,
где Тсм - продолжительность смены;
Нвыр - норма выработки за смену.
норма выработки - это регламентированный объем работ (количество деталей, изделий), который должен быть сделан работником соответствующей квалификации в единицу времени в определенных организационно-технических условиях производства.
норма обслуживания - это количество производственных объектов (единиц оборудования), которое работник или группа работников обязаны обслужить за определенное время в определенных организационно-технических условиях производства; норма обслуживания устанавливается для рабочих-многостаночников, для наладчиков, операторов, обслуживающих различное технологическое оборудование, автоматические линии, а также для прочего персонала (контролеры, электромонтеры. уборщики);
норма времени обслуживания обратно пропорциональна норме обслуживания. Она подразделяется на следующие составные: время обслуживания рабочего места, время технического обслуживания, время организационного обслуживания. Включает: время работы, не предусмотренное производственным заданием; время регламентированных и нерегламентированных перерывов в работе, нормируемые и ненормируемые затраты времени.
норма численности - это количество работников определенного профессионального состава, необходимое для выполнения конкретных производственных или управленческих функций или объема работ; такие нормы используются для установления численности рабочих на таких работах, на которых определение ее через нормативы времени затруднено;
нормированное задание - это объем работы, который работник (группа работников) должны выполнить за рабочую смену, рабочий месяц или в иную единицу времени (оно применяется на повременно оплачиваемых работах).
Нормы времени могут быть технически обоснованными, экономически обоснованными и физиологически обоснованными.
Технически обоснованные нормы учитывают технические характеристики оборудования, инструментов, технологической оснастки, применяемую технологию, используемое сырье, материалы, действующую организацию труда, квалификацию, опыт и навыки исполнителей.
Техническое обоснование норм труда предусматривает наиболее полное использование оборудования, технологической оснастки; полное и рациональное использование рабочего времени с отделением вспомогательных функций от основных; развитие многостаночного обслуживания; совмещение профессий и функций: соответствие работника выполняемой работе с точки зрения его квалификации, производственных навыков и психо-физиологической характеристики; применение передовых методов и приемов труда; рациональную организацию рабочего места; оптимальный уровень интенсивности труда.
Экономически обоснованные нормы учитывают наиболее рациональные варианты использования рабочей силы в течение определенного времени.
Физиологически обоснованные нормы предполагают учет факторов тяжести работы, темп работы, санитарно-гигиенические условия (освещенность рабочего места, шум, монотонность, температура), влияющих на сохранение трудоспособности человека и интенсивность его труда.
Нормы изменяются с вводом нового и модернизированного оборудования, с внедрением прогрессивных технологий и материалов, с улучшением конструкций изделий, усовершенствованием оснастки, инструментов, с повышением уровня механизации и автоматизации, рационализацией рабочих мест. Нормы должны корреспондироваться с отраслевыми и межотраслевыми нормативами по труду. С этой целью на предприятиях проводится систематическая работа по установлению прогрессивных норм труда, включающая следующий комплекс мероприятий:
проведение аттестации рабочих мест;
разработку и реализацию плана технического развития и совершенствования организации производства;
разработку и реализацию календарного плана замены и пересмотра норм и освоение новых норм.
Основанием для изменения норм труда является также истечение срока действия временных норм. К временным нормам относятся нормы труда, которые устанавливаются на период освоения новой продукции, новой техники, технологии, организации производства и труда. Срок действия временных норм - не более 3 месяцев.
Кроме временных норм в ряде случаев, т.е. в опытном и единичном производстве, при выполнении разовых и аварийных работ, устанавливаются разовые нормы.
В зависимости от типа производства, особенностей производимой продукции и форм организации труда норма труда может быть операционной (установленной на отдельную операцию) и укрупненной или комплексной - установленной на взаимосвязанную группу операций или законченный комплекс работ. Укрупненные (комплексные) нормы устанавливаются на планово-учетную единицу продукции или работы, т.е. на изготовленный узел, изделие или на отдельный передел.
В целях планомерной работы по снижению трудовых затрат и совершенствованию действующих норм на предприятии до начала года разрабатывается календарный план замены и пересмотра норм труда.
Роль нормирования труда особенно важна при оценке и контроле издержек производства, в том числе издержек на рабочую силу. Важнейшим показателем, наряду с трудоемкостью, является размер заработной платы в расчете на одну операцию (например - на обработку детали на станке или на поточной или автоматической линии).
На практике используются два основных метода нормирования: опытно-статистический и аналитический. При опытно-статистическом (суммарном) методе нормы устанавливаются в целом на всю работу без поэлементного анализа операций на основе личного опыта нормировщика. Статистический метод основан на установлении норм по ряду статистических данных о фактических затратах времени на аналогичную работу в прошлом. Опытно-статистический метод не признается научным, т.к. нормы разрабатываются без необходимого анализа фактических условий труда.
Нормирование труда аналитическим методом осуществляется на основе описания нормируемой операции по составляющим ее элементам и факторам, влияющим на продолжительность выполнения каждого элемента; затем проектируется рациональная последовательность операций и последовательность выполнения ее элементов.
Пересмотр норм труда происходит постоянно, т.к. нормы не могут оставаться неизменными из-за постоянного снижения трудоемкости изготовления продукции. Внедряемые нормы должны быть прогрессивными.
Аттестованными признаются технически обоснованные нормы, соответствующие достигнутому уровню техники и технологии, организации производства и труда.
Неаттестованные нормы подлежат замене новыми нормами по мере ввода нового или модернизации действующего оборудования, внедрения прогрессивной технологии, улучшения конструкции изделий, усовершенствования оснастки, инструментов, механизации и автоматизации производственных процессов, совершенствования организации рабочих мест.
При анализе нормирования труда проводится поиск сокращения затрат времени путем устранения отдельных элементов технологических операций, замены их более рациональными приемами труда. Главное - это перекрытие времени ручного труда временем работы машины, оборудования.
Организация инструментального хозяйства на машиностроительном предприятии
Технический уровень машиностроительных предприятий определяется их оснащением всеми видами инструментов, приспособлений, штампов, пресс-форм, моделей и т.п.
Общий комплект инструментов называется технологической оснасткой. Количество типоразмеров технологической оснастки на предприятиях автотракторостроения достигает 250 и более тысяч.
Для организации снабжения инструментом на машиностроительных предприятиях имеются службы инструментального хозяйства. Они представляют собой совокупность общезаводских и цеховых служб (отделов, групп, участков), которые занимаются проектированием, изготовлением, ремонтом и восстановлением технологической оснастки, а также ее приобретением, учетом, хранением и выдачей в цеха и на рабочие места. Кроме этого определенные подразделения инструментального хозяйства занимаются надзором за эксплуатацией технологической оснастки.
Задача инструментального хозяйства заключается в бесперебойном обеспечении рабочих мест технологической оснасткой требуемого качества в необходимом количестве и ассортименте. При этом должна обеспечиваться минимизация затрат на проектирование, изготовление (или приобретение), хранение и эксплуатацию технологической оснастки.
Как правило, инструментальное хозяйство предприятия включает в себя: инструментальный отдел, цеха по изготовлению технологической оснастки, центральный инструментальный склад, а также участки по заточке инструмента и ремонту приспособлений, цеховые раздаточные кладовые (ИРК) и бюро инструментального хозяйства (БИХ), которые получают, хранят оснастку, выдают ее на рабочие места, ремонтируют приспособления, затачивают инструмент.
Нормирование, расчет расхода и запасов технологической оснастки
Потребность в технологической оснастке определяется:
расходом на выполнение производственной программы;
запасом оснастки для бесперебойного снабжения цехов и рабочих мест.
На основе этих факторов составляется план покрытия потребности в оснастке.
Расчет потребности в оснастке основан на данных по производственной программе предприятия, цеха или участка, нормам расхода и запасов технологической оснастки.
Определение норм расхода конкретного вида и типоразмера оснастки производится с учетом ее эксплуатации и типа производства, в котором эта оснастка потребляется.
Для условий массового и крупносерийного производства норма расхода оснастки устанавливается на определенное количество детале -операций, изделий (100, 1000 и т.д.) в зависимости от величины производственной программы по данной детали или изделию. В единичном и мелкосерийном производстве норма расхода оснастки определяется по картам оснащения типового рабочего места.
В массовом и крупносерийном производстве нормы расхода определяются по следующим формулам:
- для режущего инструмента – на 1000 деталей:
Ир = 1000 tм Иод. Куб. / T ( Nпер. + 1),
где Ир – норма расхода, шт.; tм – норма машинного времени обработки одной детали данным инструментом мин.; Иод. – количество одновременно работающих инструментов, шт.; Куб. – коэффициент случайной убыли инструмента; Т – стойкость инструмента между двумя переточками, мин.; Nпер. – число переточек данного инструмента по лимитирующему размеру.
- для штампов и литейной оснастки:
Иш = αшт Nшт ,
где αшт – расход штампов на 1т штамповок; Nшт – планируемый объем производства штамповок.
Средние значения расхода горячих штампов на 1т штамповок составляют в массовом производстве 15 – 20 кг/т; холодных штампов 8 – 10 кг/т; металлических моделей 0,7 – 0,9 кг/т; кокилей 13 – 17 кг/т.
- для шлифовальных кругов и др. абразивных инструментов норма расхода рассчитывается по суммарному машинному времени на обработку требующегося количества деталей и сроку службы абразивных инструментов до полного износа в часах машинного времени.
Срок службы шлифовального круга до полного износа определяется по формуле:
Тш = Nп t / 60,
где Nп – количество возможных правок круга; t – стойкость круга (время работы между правками, мин.).
Расходный фонд инструмента определяется отношением годового объема работ к соответствующей норме расхода.
Наряду с расчетом расходного фонда определяется величина запасов оснастки, необходимая для обеспечения бесперебойной работы цехов и рабочих мест, т.е. оборотный фонд, который устанавливается на все виды и типоразмеры оснастки, используемой на предприятии.
В цехах этот фонд состоит из оснастки, находящейся в эксплуатации и страховых запасов, находящихся в инструментально-раздаточных кладовых. В эксплуатационный фонд включается оснастка, находящаяся на рабочих местах, в ремонте и в заточке.
Общезаводской оборотный фонд складывается из оборотных фондов цехов и запасов центрального инструментального склада (ЦИС).
Структура запасов оснастки на предприятии
 Тпз
(Периодичность пополнения заказа)
Тпз
(Периодичность пополнения заказа)










 Тв.зак.
(Цикл выполнения заказа)
Тв.зак.
(Цикл выполнения заказа)
 Зпер.
Зпер.
Ззак. (Уровень точки заказа)


Зmin Минимальный уровень запаса
(cтраховой)

Оборотный фонд оснастки в цехах
Фоб. ц.
Основная часть оснастки хранится в ЦИСе. Регулирование складских запасов оснастки осуществляется по системе «максимум-минимум». При этом устанавливаются три уровня запасов: минимальный (Зmin), переходящий (Зпер) и максимальный – сумма первого и второго.
Уровень точки заказа определяется средней скоростью расхода оснастки и продолжительностью цикла выполнения заказа инструментальным цехом или предприятием-изготовителем оснастки.
Максимальный уровень запаса в ЦИСе устанавливается первоначально при фиксированной периодичности пополнения запаса (Тп.з.):
Зmax = Тп.з. tgα + Зmin,
а уровень точки заказа:
Ззак = Т в.зак. tgα + Зmin
Зmin = По.д. *Тзап.,
Где По.д. – среднее дневное потребление оснастки;
Тзап. – число дней возможного запоздания очередной поставки.
Запас оснастки можно также рассчитать по формуле:
Зmax = Зср. (1 + φ) Тц / Тк,
где Зср. – средний размер выдачи оснастки по данному типоразмеру;
φ – коэффициент страхового запаса в ЦИСе, учитывающий возможное запаздывание с пополнением запаса или повышение расхода оснастки в цехах (φ = 0,15 – 0,20); Тц – периодичность возобновления запаса в
ЦИСе, в днях; Тк – периодичность выдачи оснастки в инструментально-раздаточных кладовых (ИРК), в днях.
Общая потребность предприятия в оснастке рассчитывается в натуральном и стоимостном выражении и оформляется в виде сводной ведомости, в которой указываются и источники покрытия потребности в оснастке (либо предприятия-поставщики оснастки, либо собственное инструментальное производство).
В соответствии с расходным фондом и величиной потребности по цехам и участкам устанавливаются лимиты по каждому типоразмеру инструмента на отдельные отрезки времени (квартал, месяц), что является предпосылкой для рационального использования оснастки.
Изготовление, восстановление и ремонт оснастки
На основе выявленной потребности предприятия в оснастке разрабатывается программа ее производства в инструментальном цехе и составляется заявка на закупку оснастки на стороне.
Производственная программа инструментальных цехов составляется в штуках, в нормо-часах и в денежном выражении.
На основе производственной программы рассчитывается загрузка оборудования инструментального цеха, разрабатываются планы по труду и заработной плате, определяется потребность в материально-технических ресурсах и затратах на производство.
В автотракторостроении инструментальные цеха специализируются, как правило, на производстве определенных групп технологической оснастки (режущий инструмент, штампы и т.д.).
Кроме изготовления новой оснастки в программу инструментальных цехов крупных машиностроительных предприятий включается восстановление изношенной оснастки. За счет этого частично покрывается потребность в оснастке и достигается экономия материальных, финансовых и трудовых ресурсов. Стоимость восстановленного инструмента составляет от 20 до 60% от вновь изготовленного. Восстановлению подлежит оснастка, вышедшая из строя потери рабочего размера или выкрашивания рабочих кромок (развертки, зенкеры, фрезы, резцы, сверла и др.). Восстанавливается также вспомогательный инструмент, базовые детали приспособлений, пресс-формы, штампы и т.п.
Отметим, что для небольших предприятий, где расход оснастки незначителен, целесообразно передавать инструмент для восстановления на специализированные предприятия по кооперации.
Для того, чтобы восстановление стало постоянно действующей системой, необходимо принудительно поддерживать кругооборот отработанной и восстановленной оснастки. При этом новую оснастку следует выдавать цехам после сдачи ими по акту отработанной оснастки.
В инструментальных цехах автотракторных предприятий необходимо иметь ремонтно-инструментальные участки (РИУ), которые выполняют плановые ремонтные работы, осуществляют модернизацию и проверку оснастки в процессе работы. Это касается, в основном, сложных видов оснастки (крупные штампы, приспособления и т.п.).
Организация работы инструментальных складов. Организация технического надзора за эксплуатацией инструмента
На предприятиях автотракторостроения имеется несколько общезаводских складов по видам оснастки: ЦИС, центральный абразивный склад, центральный склад вспомогательного инструмента и т.п.
ЦИС осуществляет качественную и количественную приемку оснастки (в т.ч. проверку на соответствие стандартам, чертежам, ТУ). ЦИС осуществляет также контроль за потреблением и регулирование складских запасов инструмента по описанной ранее системе «Минимум – максимум».
ЦИС осуществляет контроль за количеством полученного цехами инструмента, сравнивая это количество с установленными лимитами.
В цехах своевременное обеспечение рабочих мест качественной оснасткой при минимальных размерах оборотного фонда осуществляется инструментально-раздаточными кладовыми (ИРК) с участками централизованной заточки и цеховыми бюро инструментального хозяйства (БИХ), в котором сосредоточены функции планирования и эксплуатации оснастки.
ИРК принимает, хранит, выдает на рабочие места и учитывает движение оснастки в цехе. Из ИРК на рабочие места выдается в постоянное пользование часть инструмента (отвертки, молотки и др.) и во временное пользование быстроизнашивающийся инструмент. Выдача такого инструмента может быть централизованной или децентрализованной, когда рабочие сами получают инструмент в ИРК с соответствующей записью в инструментальную книжку. При централизованной системе по заранее разработанному графику в соответствии с оперативным планом производства скомплектованная оснастка доставляется на рабочие места взамен отработанной.
Для автоматических линий целесообразно использовать принудительную замену инструмента согласно разработанному графику. Эта мера предупреждает износ станков, повышенный расход оснастки, повышает стабильность качества обработки деталей.
При внедрении гибких производственных систем (ГПС) должна внедряться автоматическая система смены инструмента. В этом случае снабжение инструментом должно производиться технологическими операционными комплектами, включающими весь инструмент, необходимый для выполнения данной операции.
В механообрабатывающих цехах должен находиться участок централизованной заточки инструмента. ИРК сдает на такой участок партию затупленного инструмента и получает взамен такую же партию заточенного инструмента. Практика показывает, что централизованная заточка имеет значительные преимущества перед децентрализованной, когда инструмент затачивает сам рабочий, который пользуется инструментом, или наладчик. Дело в том, что при централизованной системе используется прогрессивное оборудование, специальные приспособления и методы заточки, повышающие стойкость и долговечность инструмента.
Технический надзор за эксплуатацией оснастки выполняется на рабочих местах производственными мастерами либо работниками БИХ или же сотрудниками управления инструментального хозяйства предприятия. При этом проверяется правильность эксплуатации оснастки, выявляются причины убыли инструмента, конкретные виновники порчи оснастки; проверяется правильность хранения оснастки. Систематически проводится инструктаж рабочих, разрабатываются мероприятия по повышению надежности оснастки и увеличению межремонтных периодов для оснастки.
Особенностью организации инструментального хозяйства на предприятиях массового автоматизированного производства является внедрение автоматизированной системы управления инструментальным хозяйством (АСУИХ), которая включает функции нормирования, планирования, учета, контроля выполнения планов, регулирования ходом производственного процесса и обеспечения цехов основного производства технологической оснасткой. Внедрение АСУИХ позволяет освободить работников инструментальных служб и управленческого персонала от выполнения трудоемких учетно-вычислительных работ, значительно снизить сверхнормативные запасы инструмента, ускорить оборачиваемость оборотных средств. Это достигается путем сокращения сроков обработки информации и повышения ее качества на основе широкого использования ЭВТ и применения математических методов.
Организация ремонтного хозяйства предприятия
Современные машиностроительные предприятия оснащены дорогостоящим и разнообразным оборудованием, установками, роботизированными комплексами, транспортными средствами и др. видами основных производственных фондов. В процессе работы они постепенно теряют свои рабочие качества, главным образом из-за износа и разрушения отдельных деталей, поэтому со временем снижаются точность, мощность, производительность и др. параметры оборудования.
Для компенсации износа и поддержания оборудования в нормальном работоспособном состоянии требуется систематическое техническое обслуживание его и выполнение ремонтных работ, а также проведение мероприятий по технической диагностике.
Техническим обслуживанием принято называть комплекс операций по поддержанию работоспособности или исправности оборудования при его использовании по назначению, во время ожидания, хранения и транспортировки.
Ремонт - это комплекс операций по восстановлению исправности, работоспособности или ресурса оборудования либо его составных частей.
Износ оборудования в процессе его эксплуатации и нерациональная организация технического обслуживания и ремонта приводят к увеличению времени простоя в ремонте, к ухудшению качества обработки и повышению брака, а также к увеличению затрат на ремонт.
О значении улучшения организации содержания и ремонта оборудования можно судить по следующим показателям. Годовые затраты на ремонт и техническое обслуживание оборудования на предприятиях составляют от 10 до 25% от его первоначальной стоимости, а доля этих затрат в себестоимости продукции составляет 6-8%.
Численность ремонтных рабочих колеблется в пределах 20 - 30% от общей численности вспомогательных рабочих.
В соответствии со сказанным следует отметить, что основными задачами организации планирования ремонтной службы предприятия являются: 1) сохранение оборудования в рабочем, технически исправном состоянии, обеспечивающим его высокую производительность и бесперебойную работу; 2) сокращение времени и затрат на техническое обслуживание и все виды ремонтов.
Решение таких задач требует организации правильной эксплуатации, текущего обслуживания, своевременного выполнения необходимого ремонта, а также модернизация оборудования.
Для выполнения всех видов работ по организации рационального обслуживания и ремонта оборудования и др. видов основных фондов на предприятиях создаются и функционируют ремонтные службы. Их структура зависит от ряда факторов: типа и объемов производства, его технических характеристик, развития кооперирования при выполнении ремонтных работ, системы централизации этих работ и т.д.
В состав ремонтной службы крупного и среднего предприятия входят отдел главного механика (ОГМ), ремонтно-механический цех (РМЦ), цеховые ремонтные службы. Общезаводской склад запасных деталей и узлов.
Главный механик
Конструкторско-технол.
бюро.
Планово-производственное
бюро
Бюро ППР
Группа кранового
оборудования
Цеховые ремонтные службы
РМЦ
Склад запасных частей


Примерная структура ремонтной службы предприятия
ОГМ возглавляется главным механиком, который непосредственно подчиняется главному инженеру предприятия.
В состав бюро ППР входят группы: инспекторская, учета оборудования, запасных частей и ремонтно-смазочного хозяйства.
Инспекторская группа планирует, контролирует и учитывает выполнение ремонтных работ; инспектирует правильность эксплуатации и разрабатывает инструкции по уходу за оборудованием.
Группа учета оборудования ведет паспортизацию и учет оборудования, следит за его перемещением, контролирует состояние хранения и качества консервации неустановленного оборудования, проводит ежегодную инвентаризацию оборудования.
Группа запасных частей устанавливает номенклатуру, сроки службы, нормы расхода и лимиты на запасные части и покупные материалы, планирует изготовление запчастей и руководит складскими запасами деталей.
Группа ремонтно-смазочного хозяйства контролирует выполнение графика смазки оборудования, устанавливает лимиты на смазочные материалы, следит за сбором отработанного масла и его регенерацией.
Основной материальной базой ремонтной службы предприятия является РМЦ. Он комплектуется разнообразным универсальным оборудованием и высококвалифицированными рабочими. В этом цехе выполняются все наиболее сложные работы по ремонту оборудования, изготовлению и восстановлению сменных деталей, а также работы по модернизации оборудования.
Цеховые ремонтные службы создаются в основных крупных цехах предприятия только при использовании децентрализованной и смешанной систем организации ремонтных работ. Эти службы находятся в ведении механиков цехов.
Сущность и содержание системы планово-предупредительных ремонтов.
С 1955 года до нашего времени обслуживание и эксплуатация оборудования на российских предприятиях производятся по разработанной еще в 1925 году единой системе планово-предупредительных ремонтов (ППР).
Эта система представляет собой совокупность организационных и технических мероприятий по уходу, надзору, обслуживанию и ремонту оборудования, проводимых профилактически по заранее составленному плану с целью предотвращения прогрессивного износа, предупреждения аварий и поддержания оборудования в постоянной эксплуатационной готовности.
Сущность системы ППР заключается в проведении через определенное число часов работы оборудования профилактических осмотров и различных видов плановых ремонтов, чередование и периодичность которых определяются назначением агрегата, его особенностями, размерами и условиями эксплуатации.
Основными задачами системы ППР являются снижение расходов на ремонт и повышение качества ремонта.
Система ППР предусматривает проведение следующих видов работ по техническому обслуживанию и ремонту оборудования.
Межремонтное обслуживание заключается в наблюдении за состоянием оборудования, правильной его эксплуатацией, своевременном регулировании механизмов и устранении мелких неисправностей, чистке и смазке. Все эти работы выполняются основными рабочими (станочниками, операторами и др.) и дежурным ремонтным персоналом (слесари, смазчики, электрики) в нерабочие (для оборудования) часы по заранее составленному графику, т.е. профилактически.
Смена и пополнение масел осуществляются по специальному графику для всего оборудования с централизованной и картерной системами.
Геометрическая точность проверяется после плановых ремонтов по особому плану-графику для прецизионного и финишного оборудования в соответствии с нормами, предусмотренными ГОСТами или ТУ. Проверку выполняют контролеры ОТК с привлечением слесарей-ремонтников.
Проверка жесткости осуществляется после плановых, средних и капитальных ремонтов в соответствии с нормами, указанными в ГОСтах для металлообрабатывающего оборудования.
Осмотры проводятся с целью проверки состояния оборудования, а также устранения мелких неисправностей и выявления подготовительных работ, подлежащих выполнению при очередном плановом ремонте. Осмотры, проводимые перед средними и капитальными ремонтами, сопровождаются составлением Ведомости дефектов, в которой отражаются все виды предстоящих работ, необходимые материалы и запасные части, балансовая стоимость объекта.
Плановые ремонты в зависимости от содержания и трудоемкости выполнения работ подразделяются на текущие, средние и капитальные (ГОСТ 18322-78).
Текущий (малый) ремонт заключается в замене небольшого количества изношенных деталей и регулированием механизмов для обеспечения нормальной работы агрегата до очередного среднего или капитального ремонта. Как правило, он проводится в нерабочее время (ночью, в выходные дни). В течение года текущему ремонту подвергается 90 - 100% технологического оборудования. Затраты на текущий ремонт, как и других видов ремонта, включаются в себестоимость продукции, выпускаемой на этом оборудовании.
Средний ремонт заключается в смене или исправлении отдельных узлов или деталей оборудования. Он связан с разборкой, сборкой и выверкой отдельных частей, регулировкой и испытанием оборудования под нагрузкой. При среднем ремонте производится полная разборка сборочных единиц оборудования (до 70%) и частичная разборка остального оборудования, дефектация, капитальный ремонт отдельных сборочных единиц, замена или восстановление ответственных изношенных деталей, в том числе базовых, сборка оборудования. Этот вид ремонта проводится по специальной Ведомости дефектов и заранее составленной смете затрат в соответствии с планом-графиком ремонтов оборудования. В течение года среднему ремонту подвергается 20 - 25% установленного оборудования.
Капитальный ремонт осуществляется с целью восстановления исправности оборудования и восстановления полного или близкого к полному ресурса. При капитальном ремонте производится полная разборка оборудования и дефектация. Как правило, производятся ремонт всех базовых деталей и узлов, сборка, регулировка и испытание оборудования под нагрузкой. Так же, как и средний ремонт, капитальный ремонт выполняется по специальной Ведомости дефектов, составленной при осмотре оборудования, а также по смете затрат и в соответствии с планом-графиком. В течение года капитальному ремонту подвергается 10 - 12% установленного и действующего оборудования. При капитальном ремонте восстанавливают предусмотренную ГОСТами или ТУ геометрическую точность, мощность и производительность оборудования на срок до очередного планового среднего или капитального ремонта.
Внеплановый ремонт - это вид ремонта, вызванный аварией оборудования, или же не предусмотренный годовым планом ремонт. Неплановые ремонты по срочности их выполнения подразделяются на экстренные (выполняемые не менее, чем через сутки после отказа оборудования) и оперативные, выполняемые по мере их подготовки. При правильной организации ремонтных работ в строгом соответствии с системой ППР и при соблюдении норм технологического регламента при эксплуатации оборудования неплановые ремонты не должны иметь места.
Ремонтные нормативы
Эффективность применения системы ППР находится в прямой зависимости от совершенства нормативной базы, соответствия нормативов условиям эксплуатации оборудования. От точности нормативов в большой степени зависят расходы предприятия на техническое обслуживание и ремонт оборудования, а также уровень потерь в производстве, связанных с неисправностью оборудования. Нормативы дифференцируются по группам оборудования и характеризуют последовательность проведения ремонтов и осмотров, объемы ремонтных работ, их трудоемкость и материалоемкость. Важнейшими нормативами системы ППР являются:
Продолжительность межремонтного цикла;
Структура межремонтного цикла.
Продолжительность межремонтного и межосмотрового периодов.
Категория сложности ремонта.
Нормативы трудоемкости.
Нормативы материалоемкости.
Нормы запаса деталей, оборотных узлов и агрегатов.
Под продолжительностью межремонтного цикла понимается время работы оборудования от момента его ввода в эксплуатацию до первого капитального ремонта или период между двумя последовательно выполняемыми капитальными ремонтами.
Для легких и средних металлорежущих станков продолжительность межремонтного цикла (Тм.ц.) определяется по формуле:
Тм.ц. = 24000* Кп*Км*Ку*Кг
где 24000 - нормативный ремонтный цикл, станко-ч;
Кп - коэффициент, учитывающий тип производства (для массового и крупносерийного - 1,0; для серийного - 1,3; для мелкосерийного и единичного - 1,5);
Км - коэффициент, учитывающий род обрабатываемого материала (при обработке конструкционных сталей -1,0; чугуна и бронзы - 0,8; высокопрочных сталей - 0,7);
Ку - коэффициент, учитывающий условия эксплуатации оборудования (при нормальных условиях механических цехов - 1,0; в запыленных и влажных помещениях - 0,7);
Кг - коэффициент, учитывающий группу станков (для легких и средних - 1,0).
Под структурой межремонтного цикла понимается перечень и последовательность выполнения ремонтных работ и работ по техническому обслуживанию в период межремонтного цикла. Например, для средних и легких металлорежущих станков структура межремонтного цикла имеет следующий вид:
К1 - О1 - Т1 -О2 - Т2- О3 - С1- О4 - Т3 - О5 - Т4 - О6 - К2 ,
где - К - капитальные ремонты оборудования;
О - осмотры (техническое обслуживание);
Т - текущие (малые) ремонты оборудования;
С - средний ремонт оборудования.
Из структуры межремонтного цикла видно, сколько раз и в какой последовательности проводится тот или иной вид ремонта или осмотр.
Межремонтный период - это время работы единицы оборудования между двумя очередными плановыми ремонтами. Например, между К1 и Т1 или Т1 и Т2 , или Т2 и С1.
Продолжительность межремонтного периода (tмр) определяется по формуле:
Тмц
Tмр = ---------------- ,
nc + nт + 1
где nc и nт - число средних и текущих ремонтов.
Межосмотровый период - это время работы оборудования между двумя очередными осмотрами и плановыми ремонтами (периодичность технического обслуживания) рассчитывается по формуле:
Тмц
Tмр = -------------------,
nc + nт + no+ 1
где no - число осмотров или число раз технического обслуживания на протяжении межремонтного цикла.
Под категорией сложности ремонта понимаются степень сложности ремонта оборудования и его особенности. Чем сложнее оборудование, чем больше его размер и выше точность обработки на нем, тем сложнее ремонт, а следовательно, выше категория сложности.
Категория сложности обозначается буквой R и числовым коэффициентом перед ней. В качестве эталона для определенной группы металлорежущих станков принят токарный станок 1К62 с высотой центров 200 мм и расстоянием между центрами 1000 мм. Для этого станка установлена категория сложности по механической части 11R и по электрической части 8,5R. Категорию сложности любого другого станка данной группы оборудования устанавливают путем сопоставления его с эталоном.
Трудоемкость ремонтных работ того или иного вида определяется исходя из количества единиц ремонтной сложности и норм времени, установленных на одну ремонтную единицу.
За единицу ремонтной сложности (Е.Р.С.) или условную ремонтную единицу (У.Р.Е.) механической части металлообрабатывающего оборудования принята ремонтная сложность условного оборудования, трудоемкость ремонта которого в условиях среднего РМЦ составляет 50 часов. За единицу ремонтной сложности электрической части оборудования принимают ремонтную сложность условного оборудования, трудоемкость ремонта которого в условиях среднего РМЦ составляет 12,5 часов.
Количество единиц ремонтной сложности по механической части оборудования совпадает с категорией сложности. Следовательно, станок 1К62 по механической части имеет 11 ремонтных единиц, а по электрической части 8,5 ремонтных единицы.
Нормы времени устанавливаются на одну ремонтную единицу по видам ремонтных работ отдельно на слесарные, станочные и прочие работы.
Для установления численности ремонтных рабочих соответствующей профессии (слесарей, станочников и др.) определяют трудоемкость по видам работ. Численность ремонтных рабочих рассчитывают с учетом трудоемкости ремонтных работ, годового эффективного фонда времени работы одного ремонтного рабочего и коэффициента выполнения норм времени.
Материалоемкость ремонтов всех видов и технического обслуживания определяется исходя из норм расхода материалов, установленных на единицу ремонтной сложности и количества единиц ремонтной сложности оборудования данной группы.
Организация выполнения ремонтных работ
Ремонт и техническое обслуживание технологического оборудования на предприятиях выполняют РМЦ и ремонтные службы цехов. В зависимости от доли работ, выполняемых производственными цехами, РМЦ и цеховыми ремонтными службами различают три формы организации ремонта: централизованную, децентрализованную и смешанную.
При централизованной форме все виды ремонта, а иногда и техническое обслуживание производятся силами РМЦ. Такая организация ремонта применяется на небольших предприятиях с суммарной ремонтной сложностью оборудования до 5000 ремонтных единиц. Это, как правило, предприятия с единичным и мелкосерийным производством.
При децентрализованной форме все виды ремонта и техническое обслуживание оборудования выполняются силами цеховых ремонтных баз (ЦРБ) под руководством механиков цехов. На этих базах восстанавливаются изношенные детали. Новые сменные детали изготовляются в РМЦ. Здесь же могут восстанавливаться изношенные детали, требующие применения специального технологического оснащения и оборудования. В отдельных случаях, по указанию главного механика, РМЦ проводит капитальный ремонт технологического оборудования. Такая организация ремонта свойственна предприятиям массового и крупносерийного производства с большим числом оборудования в каждом цехе.
Смешанная форма организации ремонтных работ характеризуется тем, что наиболее сложные и трудоемкие работы (капитальный ремонт, модернизация оборудования, изготовление запасных частей и восстановление изношенных деталей) производятся силами РМЦ, а техническое обслуживание, текущий и средний ремонты, а также внеплановые ремонты - силами ЦРБ, комплексными бригадами слесарей, закрепленными за участками.
Под влиянием НТП, с возрастанием доли сложного, прецизионного и автоматического оборудования и с повышением требований к качеству продукции наметилась тенденция перехода от децентрализованной формы к смешанной. При переходе средних и крупных предприятий на смешанную форму организации ремонтных работ целесообразно концентрировать в РМЦ все виды работ, выполняемых в больших объемах (КР, СР, изготовление запасных частей и др.).
Рациональная организация ремонтных работ позволяет сократить время простоя оборудования в ремонте и повысить коэффициент его использования во времени.
Сокращение времени простоя достигается за счет:
Снижения трудоемкости ремонта при внедрении прогрессивной технологии и форм организации работ, комплексной механизации и автоматизации процессов.
Снижения ремонтной сложности оборудования при его модернизации.
Увеличения сменности при выполнении ремонтных работ.
Организации выполнения ремонтов в нерабочие дни и смены.
Внедрении узлового и последовательно-узлового методов ремонта.
При узловом методе подлежащие ремонту узлы снимаются и заменяются запасными (новыми или отремонтированными заранее). При последовательно-узловом методе узлы ремонтируются не одновременно все, а последовательно во время перерывов в работе оборудования.
Метод ремонта «против потока».
Метод ремонта «против потока» используется в тех случаях, когда ремонту подвергается автоматическая линия, имеющая так называемые гибкие связи, т.е. каждый станок (или группа станков) имеет автономный орган управления и может быть выведен в ремонт без остановки всей линии. С тем, чтобы не останавливать подачу деталей на дальнейшую обработку или сборку, следует предусмотреть ряд мероприятий и проведение необходимых расчетов:
определение трудоемкости капитального ремонта каждого из станков автоматической линии;
создание необходимого ремонтного задела готовых деталей и определение его величины в штуках;
определение численности ремонтной бригады;
установление календарного периода времени простоя каждого станка в ремонте;
определение общего срока ремонта автоматической линии.
Трудоемкость капитального ремонта (Трем) каждого станка автоматической линии рассчитывается исходя из норматива 50 нормочасов на одну условную ремонтную единицу (УРЕ). Количество условных ремонтных единиц в каждом станке определяется суммарным числовым значением категории его ремонтной сложности по механической и электрической частям.
Из получаемых величин выбирается наибольшая, по которой определяются календарные сроки простоя станков в ремонте и численность бригады ремонтников
Путем подбора числа рабочих-ремонтников можно установить календарное время простоя станка в ремонте. При этом следует иметь в виду, что оптимальная численность ремонтной бригады составляет 7-10 чел., а максимальная 13-14 человек. Желательно, чтобы расчетное время простоя станка не превышало 5-7 дней. С этой целью можно предусмотреть трехсменный режим работы ремонтников. В большинстве случаев капитальный ремонт станков осуществляется с простоем станка в 3-4 дня, бригадой ремонтников от 5 до 10 человек.
Выбранное таким образом календарное время простоя станка в ремонте будет одинаковым для всех других станков автоматической линии, однако количество ремонтников будет разным, что требует дополнительных расчетов.
Общее календарное время простоя автоматической линии в ремонте определяется с учетом количества станков в автоматической линии.
Порядок вывода оборудования в ремонт следующий: первым выводится в ремонт станок с последней операции и в течение нескольких дней подача готовых деталей на дальнейшую обработку или сборку производится из задела. В течение времени простоя данного станка в ремонте накапливается задел, который будет перерабатываться этим станком после окончания ремонта. В этот же момент времени должен быть введен в ремонт станок о предпоследней операции и так далее до первой операции.
Метод агрегатного ремонта.
В случаях, когда автоматическая линия имеет "жесткие связи", и ремонт не может проводиться на отдельных станках, применяется метод агрегатного ремонта одновременно на всех станках автоматической линии, который предусматривает заблаговременную подготовку запасного комплекта всех съемных узлов и агрегатов вне линии (например - в ремонтно-механическом цехе). Сам капитальный ремонт сводится к простой их замене и отладке линии. В этом случае необходимо сделать следующие расчеты:
определить общую трудоемкость капитального ремонта автоматической линии в нормо-часах.
рассчитать численность ремонтной бригады, чел.
определить время простоя автоматической линии в капитальном ремонте в календарных днях.
рассчитать необходимую величину задела деталей в штуках.
Последовательность действий при осуществлении агрегатного ремонта следующая:
На месте эксплуатации оборудования экспертным путем или на основе диагностической аппаратуры выявляются дефекты агрегатов.
Во время проведения ближайшего планового ремонта проводится замена «больных» агрегатов заранее отремонтированными; проводится испытание и регулировка оборудования.
Снятый агрегат передается на ремонтную базу, где ремонтируется и сдается на склад.
Наиболее трудоемкой является работа по подготовке к замене съемных узлов и агрегатов (от 70 до 80 % к общей трудоемкости). Поскольку эта работа выполняется без остановки линии, то в расчет времени простоя она не входит.
Применение агрегатного ремонта позволяет проводить в сжатые сроки крупные дорогостоящие ремонты при обеспечении высокого качества и с минимальными трудовыми затратами.
Однако внедрение этой прогрессивной формы ремонта требует высокой степени унификации агрегатов, что не всегда оказывается возможным в условиях автотракторного производства, применяющего широкую номенклатуру специального технологического оборудования.
Кроме этого, для осуществления агрегатного ремонта необходимо иметь в обменном фонде большое количество агрегатов, что требует значительных складских помещений.
Организация энергетического хозяйства предприятия
Современные предприятия машиностроения являются крупнейшими потребителями энергии и энергоносителей, в частности электроэнергии, топлива, пара, сжатого воздуха, воды и т.д.
По характеру использования потребляемая энергия подразделяется на силовую, технологическую и производственно-бытовую. Силовая энергия приводит в движение технологическое оборудование, подъемно-транспортные средства; технологическая - служит для изменения свойств и состояния материалов (плавление, термообработка и т.д.); производственно-бытовая расходуется на освещение, вентиляцию, отопление и др. цели.
Годовые затраты на потребляемую энергию на предприятиях весьма значительны - их доля в себестоимости продукции достигает 25-30%.
Основными задачами энергетического хозяйства являются: 1) бесперебойное обеспечение предприятия, его подразделений и рабочих мест всеми видами энергии с соблюдением установленных для нее параметров - напряжения, давления, температуры и др.; 2) рациональное использование энергетического оборудования, его ремонт и обслуживание; 3) эффективное использование и экономное расходование в процессе производства всех видов энергии с целью снижения энергоемкости продукции предприятия.
Для осуществления перечисленных задач на предприятиях создаются энергетические хозяйства, структура которых зависит от ряда факторов: типа производства, объема выпуска продукции, энергоемкости продукции, развития кооперации с др. предприятиями.
На крупных предприятиях во главе энергетического хозяйства находится управление главного энергетика; на средних - отдел главного энергетика; на малых предприятиях - энергомеханический отдел во главе с главным механиком (в этом случае главный энергетик является заместителем главного механика).
В состав энергетического хозяйства машиностроительного предприятия входят, как правило, следующие цеха:
Электросиловой цех, который включает участки: а) электроподстанцию с электросетями, принимающую, преобразующую в требуемое напряжение и доставляющую электроэнергию заводским потребителям. При этом основным оборудованием являются: трансформаторы, мотор-генераторы, установки, электродвигатели высокого напряжения. б) монтажный участок, который выполняет подвод электросетей к вновь устанавливаемому оборудованию и производит ремонт действующих электросетей.
Тепло- или паросиловой цех, объединяющий участки: а) парокотельный с трубопроводами, подающий пар и горячую воду потребителям; его основное оборудование: паровые котлы, установки для подогрева воды; б) водонасосная станция и канализация с водопроводными и канализационными сетями; в) компрессорная станция, снабжающая цеха сжатым воздухом; ее основное оборудование - компрессоры; г)азотно-кислородная, газогенераторная и ацетиленовая подстанции.
Электроремонтный цех, который выполняет все виды ремонтов энергетического оборудования согласно системе ППР, а также ремонт электрической части технологического оборудования.
Слаботочный цех, включающий участок связи и сигнализации, обслуживающий телефонную сеть, радиосвязь, диспетчерскую связь и т.п.; участок по обслуживанию КИП и средств автоматизации и телемеханики.
Энергоснабжение предприятия имеет специфические особенности, которые заключаются в одновременности производства и потребления энергии. Подача электроэнергии на предприятие на каждый момент времени должна регулироваться объемом потребления. Недостаточно полное ее использование ведет к неизбежным потерям, к недоиспользованию мощности. При повышенном против графика потреблении возникают «пиковые» нагрузки.
Определение потребности предприятия в энергоресурсах и учет их расхода основываются на основе составления энергетических и топливных балансов. Балансовый метод планирования дает возможность рассчитать потребность предприятия в энергии и топливе различных видов исходя из объемов производства на предприятии и прогрессивных норм расхода, а также определить наиболее рациональные источники потребления энергии и топлива за счет получения энергии со стороны и собственного производства ее на предприятии.
Энергетические балансы классифицируются по следующим признакам:
Назначению - перспективные, текущие, отчетные;
Видам энергоносителя - по отдельным видам энергоносителей (уголь, кокс, нефть, пар, газ, вода) и общие по сумме всех видов топлива;
Характеру целевого использования энергии (силового, технологического, производственно-хозяйственного назначения).
Перспективные балансы составляются на длительный срок и используются при проектировании, реконструкции производства и для развития энергохозяйства предприятия в целом.
Текущие плановые балансы составляются на год с разбивкой по кварталам и являются основной формой планирования и потребления энергии всех видов.
Главная задача планового баланса - обоснование плановой потребности предприятия в топливе и энергии для выполнения производственной программы - это расходная часть программы. Обоснование наиболее рациональных способов покрытия этой потребности, получение энергии со стороны и на собственных генерирующих установках - приходная часть баланса.
Отчетные (фактические) балансы предназначены для контроля за потреблением энергоносителей и выполнением плановых балансов, а также служат основным материалом для анализа использования энергоносителей, оценки работы в области рационализации энергохозяйства и экономии либо перерасхода топлива и энергии.
Определение потребности предприятия в энергоресурсах базируется на использовании прогрессивных норм расхода. Для использования топлива и энергии различных видов применяются удельные нормы.
Нормы энергопотребления бывают суммарными на единицу продукции или вид работ и операционными (дифференцированными) - на деталь, операцию, отдельный технологический процесс.
В зависимости от характера целевого использования энергии нормы подразделяются на технологические и для вспомогательных нужд. При этом учитываются допустимые потери в сетях.
Плановая потребность предприятия в электроэнергии (общая) определяется по формуле:
Рэл. общ. = Нр.э.*Nпл + Рэл. всп.+ Рст + Рпот ,
где Нр.э - плановая норма расхода электроэнергии на единицу продукции, кВт-ч;
Nпл - плановый объем выпуска продукции в натуральном (стоимостном) выражении, шт., руб.;
Рэл. всп - расход электроэнергии на вспомогательные нужды (освещение, вентиляцию, отопление и т.д.), кВт-ч;
Рст - планируемый отпуск энергии на сторону, кВт-ч;
Рпот - планируемые потери энергии в сетях, кВт-ч.
Плановая потребность энергии по цехам определяется с помощью удельных норм расхода двигательной и технологической энергии на единицу продукции, а также объема производства в натуральном или стоимостном измерении.
Необходимое количество двигательной (силовой) электроэнергии для производственных целей зависит от мощности установленного оборудования и определяется по формуле:
Wу*Fэф* Кз* Ко
Рэл.дв. = ----------------------- ,
Кс*α
где Wу - суммарная мощность установленного оборудования (электродвигателей), кВт;
Fэф - эффективный фонд времени работы потребителей электроэнергии за плановый период, ч;
Кз - коэффициент загрузки оборудования;
Ко - средний коэффициент одновременной работы потребителей электроэнергии;
Кс - коэффициент полезного действия питающей электрической сети;
α - коэффициент полезного действия установленных электродвигателей.
Необходимое количество электроэнергии для производственных целей рассчитывается по формуле:
Рэл.дв.
= Fэф.*
![]() cosφ
Км
,
cosφ
Км
,
где cosφ - коэффициент мощности установленных электродвигателей;
Км- коэффициент машинного времени работы оборудования.
В результате расчета потребности в энергоресурсах устанавливается лимит по видам в натуральном и стоимостном выражении по подразделениям предприятия.
Анализ использования энергии и топлива базируется на данных дифференцированного учета. Счетчики энергоресурсов должны быть установлены на каждой единице энергетического оборудования.
Основными направлениями рационализации энергопотребления являются правильный выбор энергоносителей, ликвидация прямых потерь, совершенствование технологии и организации производства, ориентация на ресурсосберегающие технологии, бережное использование энергии и вторичных энергоресурсов.
Организация транспортного и складского хозяйств предприятия