

Циклические способы


Непрерывные способы


Простота
Возможность локальной ТО или ХТО
Возможность ТО при отсутствии источников энергоснабжения (ремонт)
Недостатки.
Сложность регулировки и контроля параметров процесса и соответственно низкое качество ТО
Сложность нагрева массивных изделий
Сильное окисление поверхности
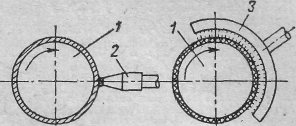
Для закалки с нагревом газо-кислородным пламенем в РМЦ используют обычные сварочные горелки с набором наконечников. Горелки разделяются однопламенные, щелевидные и многопламенные.

В массовом производстве используются специализированные станки.
Плазменный нагрев
Низкотемпературная плазма — газообразное вещество, содержащее положительно и отрицательно заряженные частицы — ионы и электроны.
Устройства, позволяющие стационарно получать плазму, называются плазмотронами. Применяются для высокотемпературного нагрева (в пределах 2000— 6000 К) газов практически всех видов — восстановительных, нейтральных, окислительных
По своему назначению плазмотроны могут быть разделены на два типа:
Первый тип—это плазмотроны, в которых полезным является только тепло, переданное потоку плазмы с дугой, горящей между электродами внутри плазмотрона. (струйные) Для нагрева газов.
Второй тип — это плазмотроны, в которых полезным теплом является и тепло, выделяемое в анодном пятне, вынесенном на нагреваемое изделие (плавильные).
Обычно в качестве плазмообразующего газа используется аргон, но в зависимости от требований технологий состав газа может меняться - кислород, воздух, азот, аргон, водород, метан и др.
Струйные плазмотроны, могут быть разделены на две группы, отличающиеся способом стабилизации дуги:
плазмотроны с продольно обдуваемой дугой (линейные)
плазмотроны с поперечно обдуваемой дугой (коаксиальные).
В линейных плазмотронах стабилизация дуги осуществляется газовым вихрем, образующимся благодаря тангенциальному вводу плазмообразующего газа в вихревую камеру, откуда вихревой поток входит в зону горения дуги, стабилизируя ее вдоль оси потока. Наиболее широко используются одно- и двухкамерные линейные плазмотроны.
При включении плазмотрона между его электродами каким-либо способом (например, высокочастотным осциллятором) возбуждается дуга. Газовый поток выдувает дугу из межэлектродного промежутка и вытягивает ее вдоль оси выходного электрода. Опорное пятно дуги в цилиндрическом электроде в результате явления шунтирования (периодически повторяющихся пробоев между столбом дуги и поверхностью цилиндрического электрода), а также в результате вращения радиального участка столба газовым вихрем перемещается по поверхности водоохлаждаемого электрода и тем самым предохраняет его от разрушения.
Для увеличения частоты вращения дуги используется также магнитная катушка. Длина дуги в плазмотронах этого типа определяется расходом газа и током (с ростом тока длина дуги уменьшается). Отсюда и их название—плазмотроны с самоустанавливающейся длиной дуги. Эти плазмотроны имеют падающие вольт-амперные характеристики.
Существенным недостатком плазмотронов с самоустанавливающейся длиной дуги является ограничение мощности дуги и температуры нагреваемого газа вследствие «явления шунтирования» — пробоя газового промежутка между столбом дуги и стенкой электрода. Именно шунтированием определяется длина столба дуги в этих плазмотронах. С ростом тока длина уменьшается, так как пробой наступает быстрее. То же самое происходит и при увеличении температуры газа


Для уменьшения разрушения материала катода применяют двухкамерные плазмотроны. В которых магнитные катушки меняют положение пятна контакта на цилиндрических электродах.
От этих недостатков свободны схемы плазмотронов с фиксированной длиной дуги. Наиболее распространенной является схема плазмотрона со ступенчатым выходным электродом (рис. 10-4).

Достоинства плазменного нагрева
Высокие скорости процессов и возможность получения высоких температур
Малые габариты оборудования
Недостатки
Малый КПД
Трудность достижения высоких мощностей
Разрушение материала катода
Сложность контроля температуры
Область применения
Плавильные печи, сварочные установки, установки напыления.