

Устройства электроконтактного нагрева
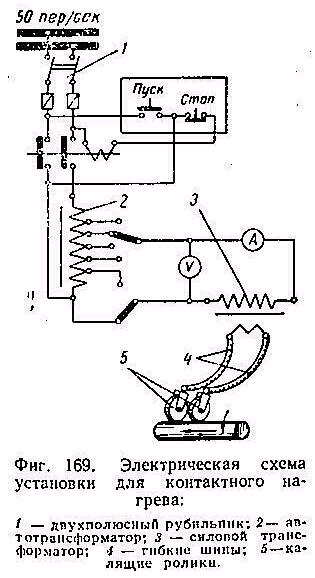
В устройствах электроконтактного нагрева изделие нагревают при пропускании по нему электрического тока. Нагрев происходит вследствие протекания по поверхности детали тока большой плотности (до 400А/мм2). Основные части установки - понижающий трансформатор и контактное устройство (медные электроды). Питание переменным ток частотой 50Гц при напряжении 220—380 В. Однако, в связи с малым сопротивлением изделия для его нагрева необходимо понижать напряжение до 4…20В при большой силе тока (103 А)
Электроконтактные устройства могут быть
Периодического действия. Ток подводят через неподвижные контакты к неподвижному изделию
Непрерывного действия. Ток подводят через скользящие, вращающиеся или жидкостные контакты к непрерывно движущемуся изделию.
Достоинства электроконтактного нагрева
высокая скорость нагрева (до 1000 град /сек)
простота встраивания в поточные линии
возможность локальной ТО
малое окисление и обезуглероживание поверхности
температура нагрева лимитируется материалами детали и контактной группы
высокий КПД
недостатки
локальный разогрев в месте присоединения контактной группы (до возникновения электродуги)
неравномерность при нагреве деталей разного сечения и сложной формы. Если деталь имеет переменное сечение по длине, то равномерный нагрев осуществляется путем секционного подвода тока к различным участкам детали
Способ не применим для нагрева диэлектриков.
Образование отпущенных полос на стыках мест нагрева при непрерывной обработке
Способ применяют в основном для ТО изделий, имеющих одинаковое сечение по длине
Для расчета установок, используемых в машиностроении для нагрева стальных заготовок, чаще применяется полуэмпирическая методика расчета. Время нагрева заготовки при средней удельной теплоемкости
![]()
где m'—масса заготовки на 1 м ее длины, С – средняя теплоемкость материала детали, а= (17— 25)104 Вт—средняя мощность, выделяющаяся на 1 м длины заготовки, tк ,t н- конечная и начальная температура нагрева.
Задавая время нагрева можно определить активную мощность трансформатора

Где η – КПД трансформатора.
9. Нагрев в электролите
В этом способе используется явление нагрева катода в электролитической ванне, питающейся постоянным током при напряжении 200 — 300 В. На катоде (нагреваемом изделии) выделяется водород, образующий газовую оболочку с высоким электросопротивлением, что вызывает разогрев катода. Электролит – 5…10% водные растворы соды (Na2СО3) или поташа (КСОз). Скорость нагрева изделий регулируется изменением состава и концентрации электролита, а также изменением напряжения и плотности тока. Температура электролита в ванне – 50…70° С. В электролитах можно осуществлять сквозной, поверхностный нагрев и местный нагрев изделий, а также их закалку, если после нагрева выключить ток и охлаждать изделия, не вынимая из ванны.
-
Пламенный нагрев
Метод пламенной поверхностной закалки изделий заключается в нагреве поверхностного слоя толщиной 1—6 мм до температуры закалки газокислородным пламенем при помощи специальных горелок и последующего охлаждения этого слоя водой, или водными растворами. Пламенную поверхностную закалку широко применяют в РМЦ и тяжелом машиностроении. Иногда является единственным возможным методом поверхностного упрочнения крупных стальных деталей.
Существующие способы пламенной поверхностной закалки подразделяются на
циклические (нагревается вся подлежащая закалке поверхность изделия, затем охлаждается при помощи разбрызгивателя)
непрерывные ( горелка и изделие перемещаются относительно друг друга, прикрепленный к горелке разбрызгиватель непрерывно закаливает нагретую пламенем горелки поверхность изделия)
К циклическим способам пламенной поверхностной закалки относятся:
1) Стационарный способ. Поверхность неподвижной детали нагревается неподвижной горелкой, затем охлаждается водой
2) Способ быстрого вращения. Поверхность быстро вращающейся детали нагревается неподвижной горелкой, а затем охлаждается водой.
Способы непрерывной пламенной поверхностной закалки:
плоско-поступательный способ горелка и разбрызгиватель перемещаются на некотором расстоянии друг от друга (или деталь относительно них)
спирально-поступательный способ горелка и разбрызгиватель перемещаются прямолинейно параллельно оси вращающейся цилиндрической детали