Индукционный нагрев
Преимущества
Передача энергии непосредственно в нагреваемое тело позволяет значительно увеличить скорость нагрева.
Более высокая твердость и малое окисление поверхности
Максимальный уровень температур лимитируется в основном только применяемыми огнеупорными материалами.
Максимальная мощность выделяется в поверхностном слое нагреваемого изделия, позволяя получить ее высокую твердость при сохранении относительно вязкой сердцевины.
Быстрота и экономичность по сравнению с другими методами поверхностного упрочнения
Передача энергии в нагреваемое тело при индукционном нагреве не требует контактных устройств, что значительно упрощает конструкцию оборудования.
Обеспечивает высокую производительность труда, хорошие санитарно-гигиенические условия производства.
В индукционных плавильных печах возникающие при передаче энергии в расплав электродинамические усилия способствуют циркуляции расплава в объеме тигля, что позволяет получать металл со стабильными и однородными свойствами
Недостатки
Большая дефектность поверхностного слоя вследствие высокой скорости нагрева.
Нецелесообразность применения для единичного и мелкосерийного производства вследствие высокой стоимости оснастки
При нагреве сложных изделий к. п. д. установок очень низок (10-20%).
При сквозном нагреве изделий трудно обеспечить высокую равномерность их прогрева.
Индукционные установки мало пригодны для низкотемпературного нагрева.
Индукционный метод нагрева проводниковых материалов применяют для
плавки металлов;
сквозного нагрева заготовок перед пластической деформацией (ковкой, штамповкой, прессованием, прокаткой и т. д.);
термической обработки;
химико-термической обработки;
сварки металлов;
пайки и наплавки и т. д.

Классификация индукционных печей и установок для нагрева и плавки проводниковых материалов.
Классификация установок
По цели нагрева
Нагревательные (объемного нагрева)
Закалочные (поверхностного нагрева)
По методу нагрева.
Метод единовременной закалки, обеспечивающий одновременный нагрев и охлаждение всей поверхности детали.
Метод последовательной закалки отдельных участков деталей, что значительно уменьшает потребляемую мощность
Метод непрерывно-последовательной закалки изделий большой длины и одинакового сечения по всей длине (валы, трубы, профили т.д.) при непрерывном движении изделия относительно индуктора
Метод закалки под водой, отличающийся тем, что индуктор и нагреваемую деталь погружают в воду, где производится нагрев. Это позволяет достичь более высокой скорости охлаждения, закаливать труднодоступные места, т.к индуктор не требует охлаждения, применять в качестве охлаждающих сред горючие материалы и получать блестящие поверхности. Но КПД очень низок и сложно обрабатывать большие поверхности.
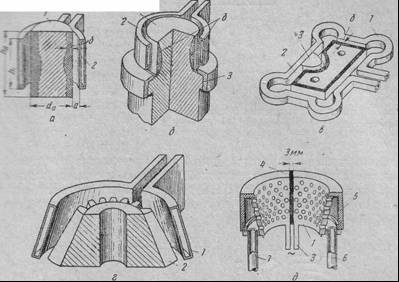
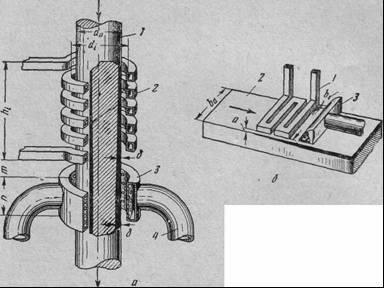
Схемы одновитковых индукторов для одновременного нагрева деталей