

3.2.4 Местные отсосы при обдирочных, заточных, шлифовальных и полировальных работах.
Обработка различного рода изделий абразивами имеет широкое применение в промышленности в зависимости от материала формы и назначения обрабатываемого изделия в машиностроении при ремонтных работах и т.д. полировальные станки по металлу. Основным режущим элементов в станках являются абразивные круги которые изготавливаются на основе высоко прочных материалов, таких как корунд, карборунд, Пенза, кварц, наждак и других. При работе на перечисленных выше станках режущие грани зерен абразива соприкасаясь с обрабатываемой поверхностью, отделяет от нее стружку различных размеров, при этом острые грани выкрашиваются, имеющаяся между ними истирается что приводит к образования крупной пыли. При выполнении работ на абразивных станках применение общеобменной вентиляции является не рациональной, гораздо более эффективной в данном случае является местная вытяжная вентиляция, которая захватывает и удаляет пыль в месте ее образования.
Местная вытяжная вентиляция от станков выполняется в виде защитно-обеспыливающих укрытий – кожухов, захватывающих и удаляющих пыль в месте ее образования. На рис. 21 приведена принципиальная схема защитно-обеспыливающего кожуха.
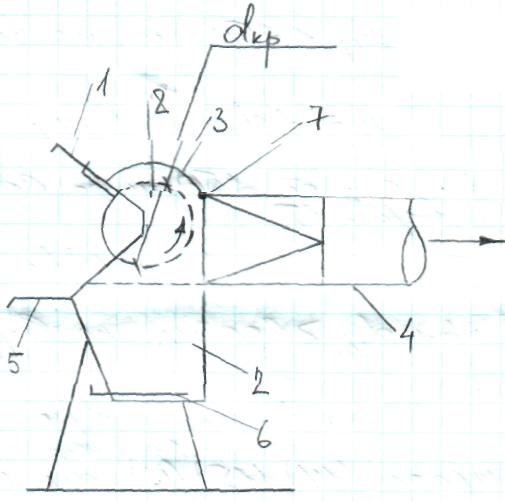 Рис.21
Рис.21
1 – козырек
2 – бункер для сбора крупной пыли с периодически открывающимся мешком 6 для его опорожнения
3 – откидная крышка
4 – патрубок, присоединяемый к системе вытяжной вентиляции
5 – упор
7 – шарнир
8 – абразивный круг.
Наличие козырька 1 и упора 5 ограничивает зону действия всасывающего факела и способствует увеличению скоростей всасывание. Количество воздуха удаляемого от станков в практических расчетах можно определять в зависимости от диаметра круга по следующим формулам.
а) диаметр круга менее 250 мм.
![]() , (14)
, (14)
б) 250-600
![]() , (15)
, (15)
в) более 600
![]() , (16)
, (16)
Диаметр подставляется в мм.
Расчетная скорость всасывания воздуха в приемном отверстии кожуха должна составлять:
а) υ0=0,25∙υкр; м/с – от окружной скорости при направлении факела в приемное отверстие всасывающего воздуховода.
б) υ0=0,3∙υкр; м/с при направлении пылевого факела параллельно всасывающему отверстию присоединенного воздуховода.
Количество воздуха, которое должно удаляться из укрытий полировочных кругов, должно приниматься из расчета:
а) для матерчатых кругов
![]()
б) для войлочных кругов
![]()
где dкруга – диаметр круга в мм.
В технической литературе по вентиляции, например в указаниях на проектирование вентиляции механических цехов машиностроительных заводов приведены необходимые объемы удаляемого воздуха от стандартных заточных, шлифовальных, полировочных станков серийно-выпускаемых отечественной промышленностью.
3.2.5. Местные отсосы при электросварных работах
В настоящее время в промышленности применяют несколько видов сварки:
1. ручная электродуговая сварка, при которой свариваемые металлы нагреваются до температуры плавления. Она основана на возникновении электрической дуги между свариваемой деталью и электродом и может быть ручной, полуавтоматической, автоматической. В автоматической сварке электрическая дуга скрыта под слоем флюса. Сварка электрической дугой сопровождается выделением в воздухе помещения теплоты, газов и пыли. И при этом над электрической дугой возникает конвективный поток воздуха, содержащий пыль и газ.
2. контактная сварка, при которой металлы нагреваются до состояния размягчения. Она может быть точечной, роликовой, газопрессовой. При чистых поверхностях свариваемых деталей сопровождается только выделением теплоты.
При ручной электродуговой сварке на стационарных сварочных постах, включая сварку в кабинах, наиболее эффективным способом вентиляции является местная вытяжная вентиляция, которая выполняется в виде воздухоприемников соответствующей конструкции.
Учитывая, что в большинстве случаев сварщику приходится работать наклонившись над электрической дугой местный отсос от сварочного поста должен, прежде всего, (рис.22а) отклонить электросварочный факел от зоны дыхания сварщика. Вытяжные вентиляционные зонты (рис.22б) с вертикальным направлением воздушных потоков в данном случае является не эффективными, так как при их использовании удаляемый воздух, содержащий пыль и газы неизбежно проводится через зону дыхания сварщика.
 Рис.
22
Рис.
22
1,4 – воздухоприемники отсоса
1 – боковой отсос
4 – вытяжной зонт
2 – свариваемые детали
3 – сварщик.
В инженерной практике местную вытяжную вентиляцию выполняют в виде широких боковых отсосов, находящихся над столами или кондукторами, предназначенными для фиксации деталей при сварке со стороны противоположной сварщика. Боковые отсосы – всасывающие панели выполняются в виде воздухоприемников равномерного всасывания во фронтальной плоскости в которых имеются решетки для удаления воздуха. На рис.23 показана принципиальная схема наклонной панели равномерного всасывания над столом для сварки деталей (конструкции С.А. Чернобережского).
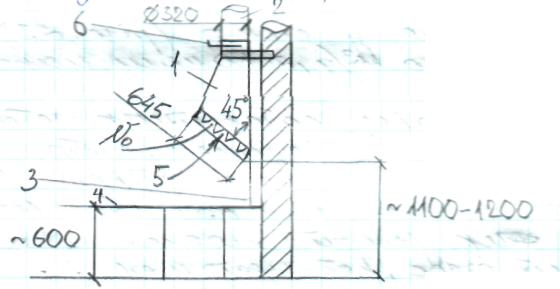 Рис.23
Рис.23
1 – воздухоприемник в виде панели равномерного всасывания
2 – воздуховод, присоединенный к системе местной вытяжной вентиляции
3 – боковой щиток, способствующий повышению эффективности работы отсоса
4 – стол сварщика
5 – схема движения воздуха по воздухоприемнику отсоса
6 – шибер-задвижка.
Для обеспечения эффективного удаления воздуха от места сварки скорость всасывания воздуха в живом сечении панели, которая составляет примерно 25% от габаритных размеров панели, должна находиться в пределах 3-4 м/с, при этом значении будет наблюдаться в зоне нахождения сварщика на расстоянии около 0,7 м от панели скорость воздуха примерно равна 0,5 м/с. Экспериментально установлено допустимые концентрации вредностей на рабочих местах сварщика при сварке электродами с качественным покрытием на расстоянии от панели 600-700 мм будут наблюдаться при отсосе воздуха L=3200-3300 м3/(ч∙м2) панели находятся у стены (рис.23) и примерно L=5000–7000 м3/(ч∙м2) панели находятся вдали от стены.
При сварке габаритных деталей, когда сварщику в процессе работы приходится обходить их со всех сторон. Конструкция местного отсоса (рис.23) является не применимой. Для этих условий может использоваться двухсторонний отсос, который устанавливается на поворотной консоли.