

УДК 621.436
Реферат содержит 5 рисунков, 3 таблицы, 18 страниц, 3 источника.
Вертикально-сверлильные станки, основные узлы, ЧПУ, молотки слесарные
Цель работы – изучить принцип работы, составные части и область применения вертикально – сверлильного станка, а так же показать классификацию слесарного молотка и его назначение.
Реферат выполнен в текстовом редакторе Microsoft Word 2007
Содержание
Введение……………………………………………………….. 4
1. Принцип работы сверлильного станка………………..........5
1.1 Основные узлы………………………………………..6
1.2 Вертикально-сверлильные станки малых размеров…6
1.3 Кинематическая схема вертикально-сверлильного станка модели 2Н135………………………………………………………………8
1.4 Применение ……………………………………………10
Введение
Вертикально-сверлильные станки являются основным и наиболее распространенным типом сверлильных станков, применяемым для обработки отверстий в деталях сравнительно небольшого размера. Эти станки позволяют выполнять следующие виды работ: сверление, рассверливание, зенкерование, зенкование, цекование и развертывание. Круг этих операций можно существенно расширить, применяя специальный инструмент.
Принцип работы сверлильного станка
Принцип
работы сверлильного станка понятен из
рис.1. Движение
 шпиндель
1 получает от двигателя М1 по цепи а-б-
шпиндель
1 получает от двигателя М1 по цепи а-б- -в-г. Со шпинделя вращательное движение
снимается колесом 5 и далее поступает
на реечное колесо 4, которое сцеплено о
рейкой 3, закрепленной на гильзе 2. Гильза
2 и проходящий сквозь нее и имеющий
возможность свободно в ней вращаться
шпиндель 1 получает таким образом
поступательное движение
-в-г. Со шпинделя вращательное движение
снимается колесом 5 и далее поступает
на реечное колесо 4, которое сцеплено о
рейкой 3, закрепленной на гильзе 2. Гильза
2 и проходящий сквозь нее и имеющий
возможность свободно в ней вращаться
шпиндель 1 получает таким образом
поступательное движение
 . Следовательно, инструмент, закрепляемый
в нижнем конце шпинделя, будет одновременно
вращаться (
. Следовательно, инструмент, закрепляемый
в нижнем конце шпинделя, будет одновременно
вращаться ( ) и перемещаться поступательно (
).
) и перемещаться поступательно (
).
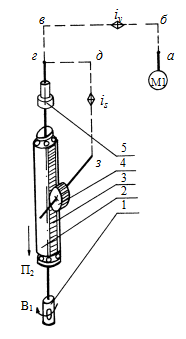
Рис. 1.Структурная схема вертикального сверлильного станка.
1.1 Основные узлы
На рис. 2а показана компоновочная схема вертикально-сверлильного станка, основными узлами которых являются:
фундаментная плита 1;
станина (колонна, стойка) 3 с вертикальными направляющими;
на станине размещаются все подвижные и неподвижные узлы станка;
коробка
скоростей 5, закрепляемая неподвижно
на станине сверху и обеспечивающая
вращение шпинделя
 о различными скоростями.
о различными скоростями.
Изменение частоты вращения шпинделя в коробке в подавляющем большинстве производится ступенчато:
коробка
подач 4
предназначена для сообщения шпинделю
поступательного движения продольной
подачи
 с различными скоростями; она может
переставляться в вертикальном направлении
с различными скоростями; она может
переставляться в вертикальном направлении
 в зависимости от высоты обрабатываемой
заготовки. Все станки позволяют
осуществлять подачу
вручную;
в зависимости от высоты обрабатываемой
заготовки. Все станки позволяют
осуществлять подачу
вручную;
стол 2, предназначенный для установки и закрепления обрабатываемой заготовки, может перемещаться в вертикальном направлении П(У) также в зависимости от высоты обрабатываемой детали.
В некоторых моделях сверлильных станков механизмы главного движения и подач монтируются в общем корпусе 6 (рис. 2б) и составляют один узел, называемый шпиндельной головкой. В этих станках установочное движение П(У) совершает шпиндельная головка относительно станины.
1.2 Вертикально-сверлильные станки малых размеров - настольные сверлильные станки - изготавливают без коробки подач. Вертикальное перемещение в них осуществляется только вручную.

Рис. 2. Варианты компоновки вертикально-сверлильных станков.
1.3 Кинематическая схема вертикально-сверлильного станка модели 2Н135 показана на рис.3.
Главное вращательное движение получает шпиндель У1 от электродвигателя М, через 12-скоростную коробку.
Наименьшую скорость вращения шпиндель получает по кинематической цепи:
 об/мин,
об/мин,
при этом вращение получает втулка У1, сквозь шлицевое отверстие которой проходит шлицевый конец шпинделя У1.
Наибольшая частота вращения шпинделя - при следующих включениях в коробке скоростей:
 об/мин.
об/мин.
Движение
подачи осуществляется при помощи реечной
передачи
 .
Рейка размещается на гильзе У11, сквозь
которую проходит вращающийся шпиндель.
Вместе с гильзой он получает поступательное
движение от реечного колеса, сидящего
на одном валу с червячным колесом Z61,
приводимым червяком К1 через коробку
подач на 9 ступеней.
.
Рейка размещается на гильзе У11, сквозь
которую проходит вращающийся шпиндель.
Вместе с гильзой он получает поступательное
движение от реечного колеса, сидящего
на одном валу с червячным колесом Z61,
приводимым червяком К1 через коробку
подач на 9 ступеней.

Рис. 3. Кинематическая схема вертикально-сверлильного станка мод.2Н135.
Ведущий вал коробки подач IX получает вращение от втулки У1 через передачи Z34 - Z60 и Z19 - Z54.
Минимальная подача по кинематической цепи:
 мм/об.
мм/об.
В соответствии о ГОСТ 1227-79Е выпускаются вертикально свepлильные станки со следующими основными характеристиками (табл. 1.).
Таблица 1. Основные размеры вертикально-сверлильных станков.
-
Наибольший диаметр сверления в сплошном металле, мм
3
6
12
20(18)
25
40(35)
50
80(75)
Наибольший ход шпинделя,мм
40
70
100
150
200
250
300
350
Таким образом, размеры обрабатываемых деталей и отверстий в них характеризуются названными основными размерам станков.
Достигаемые точность и шероховатость обработки характеризуются следующими величинами (табл. 2.).
Таблица 2. Достигаемые точность и качество обработки на сверлильных станках.
-
Вид обработки
Квалитеты
Классы шероховатости
Сверление
11...12
4...5
Зенкерование
9...11
5...6
Развертывание
7...9
7...8