Билет №12
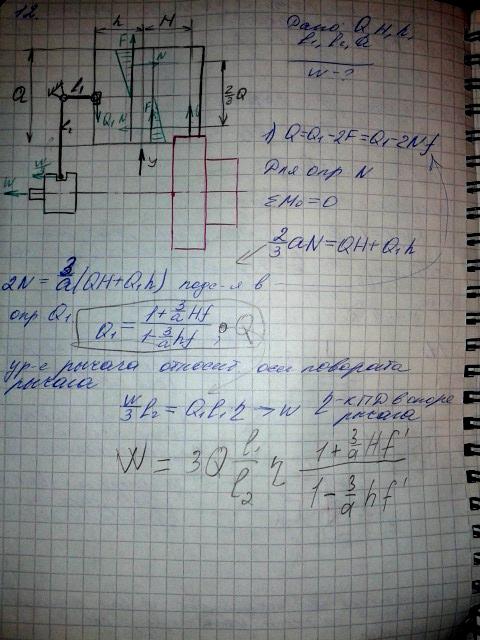
1.Задача.
2. Бесцентровое круглое шлифование
При бесцентровом шлифовании обрабатываемую деталь 2 устанавливают на опорный нож 4 между шлифовальным 1 и ведущим 3 кругами.
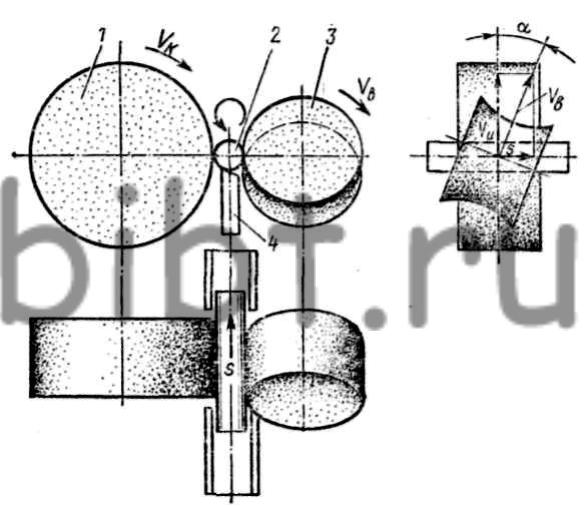
1 - шлифовальный круг, 2 - обрабатываемая деталь, 3 - ведущий круг, 4 - опорный нож; vк-скорость шлифовального круга, vв - скорость ведущего круга, α - угол наклона ведущего круга, vи- скорость детали, s - продольная подача детали.
Шлифовальный круг вращается со скоростью 30-60 м/с, а ведущий имеет замедленное вращение 10-40 м/мин. Так как коэффициент трения между шлифовальным кругом и деталью меньше, чем между деталью и ведущим кругом, то ведущий круг сообщает детали вращения со скоростью круговой подачи vв. Применяют два метода шлифования: на проход (с продольной подачей) и врезное (с поперечной подачей). Движение продольной подачи достигают поворотом оси ведущего круга на угол α. Окружная скорость ведущего круга vв разлагается на две составляющие: скорость вращения детали (круговую подачу) vи и продольную подачу s, где s=vвsin α. Чтобы обеспечить линейный контакт ведущего круга с цилиндрической поверхностью детали, ведущему кругу в процессе правки придают форму гиперболоида.
При врезном шлифовании ведущий круг сообщает детали только вращательное движение. Ось ведущего круга устанавливают горизонтально или под небольшим углом (α≈0,5°), чтобы при шлифовании создать поджим к неподвижному упору. В этом случае ведущему кругу придают при правке цилиндрическую форму (а не гиперболоид). Принудительная поперечная подача обрабатываемой детали сообщается механизмом подачи бабки ведущего круга.