

Билет №16
1. Задача.
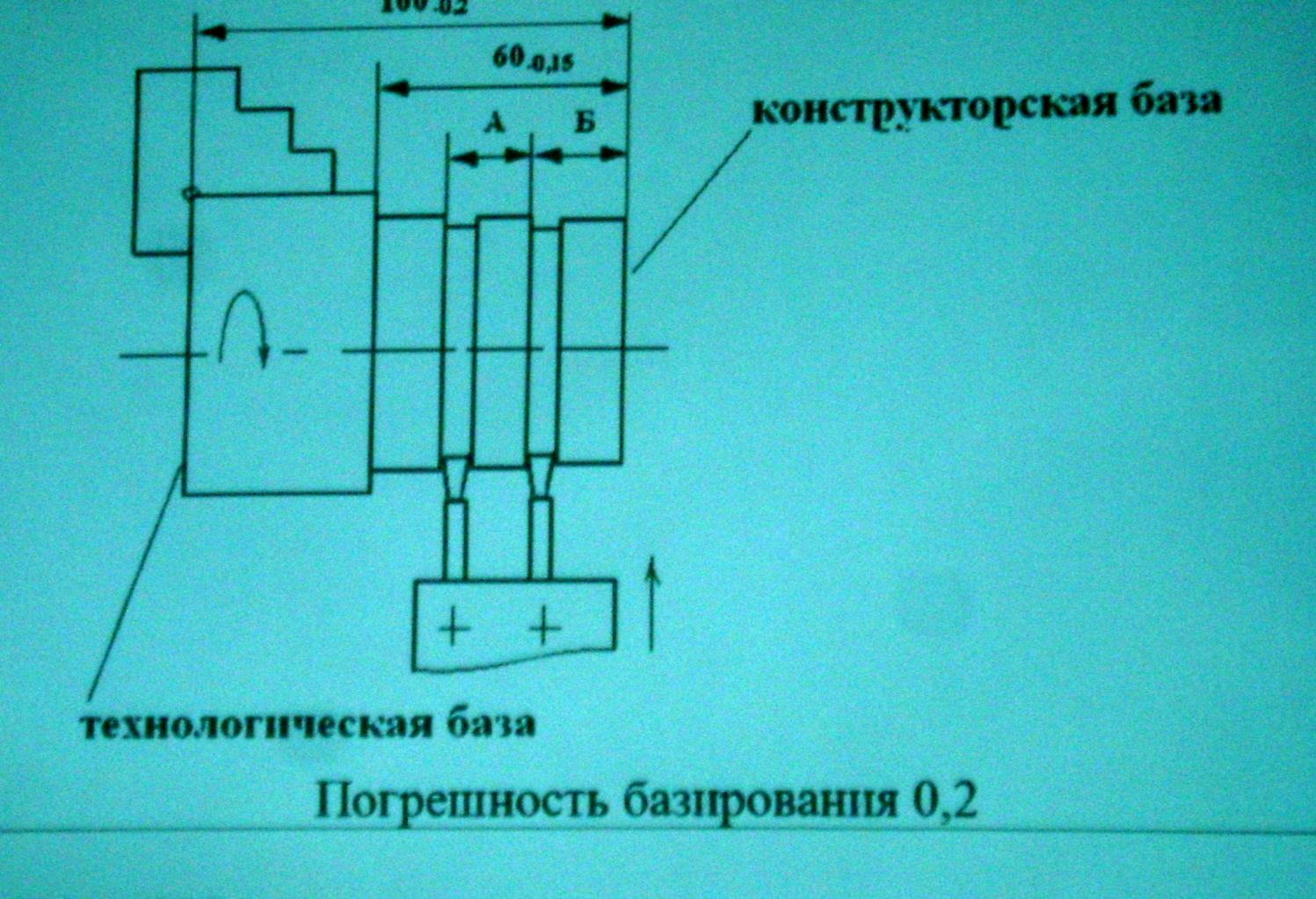
Погрешность равна 0,014*2=0,028 мм
2. Технологические возможности и характеристика способа круглого шлифования в патроне.
При шлифование патроны в основном используются для внутреннего шлифования.
предназначено для обработки внутренних поверхностей цилин-дрической или конической формы с прямолинейной образующей. На внутришлифовальных станках используют следующие методы шлифования отверстий: с продольной подачей (рис. 1, а, б); врезное с поперечной подачей (рис. 1, в, г); врезное с дополнительным осциллирующим движением круга (рис. 1, в); с планетарным движением шлифовального круга (рис. 1, д). Шлифование с продольной подачей обеспечивает более высокую точность и меньшую шероховатость обработанной поверхности. Врезной метод используют при обработке коротких и глухих отверстий. При планетарном движении шлифовальный шпиндель 1 кроме вращения вокруг своей оси получает вращательное движение относительно оси шлифуемого отверстия заготовки 2 от специального устройства станка. Внутреннюю коническую поверхность отверстия шлифуют путем поворота бабки с заготовкой на угол а (рис. 1, б). Для шлифования отверстия и торца заготовки с одной установки (рис. 1, а) на передней бабке станка устанавливают качающееся приспособление с торцовым кругом 3. При внутреннем шлифовании диаметр шлифовального круга всегда меньше диаметра шлифуемого отверстия. Круги из-за малого диаметра быстро изнашиваются и требуют частой правки. Необходимо применять высокую частоту вращения шпинделя шлифовального круга, чтобы обеспечить оптимальную скорость резания.

Установка и крепление заготовок Осуществляется посредством универсальных и специальных приспособлений – патронов. Технологическая база, как правило, – наружная цилиндрическая поверхность заготовки (ранее обработанная). Применяют трехкулачковые патроны с ручным или механизированным зажимом. Заготовки с отклонениями от симметричности и цилиндричности удобнее закреплять в четырехкулачковых патронах, в которых кулачки передвигаются независимо друг от друга посредством соответствующей передачи. Кулачки самоцентрирующего патрона шлифуют в сборе на том же станке для повышения точности установки.
3. Задача


Билет №14
1. Задача.
2. Принцип единства баз
Каждая смена баз всегда сопровождается появлением дополнительных погрешностей на необходимых поворотах поверхности детали и их размеров, связывающих. Итак, для получения наиболее высокой точности относительных поворотов поверхностей детали и связующих их размеров следует по возможности избегать изменения баз и связанных с ней дополнительных погрешностей. Для этого необходимо стремиться к тому, чтобы, по возможности, все поверхности детали обрабатывать и измерить от тех же технологических баз или, иначе говоря, использовать принцип единства баз. Практически принцип единства баз используется в полной мере при обработке с одной установки деталей наиболее простых конструктивных, технологически отработанных форм. Так как использование различных поверхностей детали в качестве технологических и измерительных баз аналогично явлению изменения баз, то в качестве измерительных и технологических баз следует использовать те же поверхности детали. Наиболее полное использование принципа единства баз имеет особое значение для получения необходимой точности относительных поворотов поверхностей деталей, так как при этом используются основные преимущества координатного метода. Следует отметить особенность, характерную процесса обработки нескольких поверхностей детали с одной ее установки. Особенность эта заключается в исключении какого бы то ни было влияния погрешностей установки детали на относительное положение поверхностей, обработанных с одной установки. Для иллюстрации изложенного, на рисунке 3 схематично показана одновременная обработка пяти поверхностей детали набором фрез. Из рисунка видно, что относительное положение поверхностей, обрабатываемых не меняется при наличии погрешности установки. Например, параллельность, характеризующаяся величиной а, и расстояние А, поверхности а по поверхности S остаються неизменными. С целью наиболее полного использования принципа единства баз необходимо не только стремиться использовать те же поверхности в качестве технологических и измерительных баз на различных операциях, но, что не менее важно, даже те же участки (точки) поверхностей. Для этого все учредительные элементы приспособлений, которые использовались в различных операциях, должны располагаться по единой схеме, на одинаковых расстояниях и быть, по возможности, одинаковых размеров. Только при соблюдении этих условий можно говорить о соблюдении принципа единства баз.