

МИНБОРНАУКИ РОССИИ
Государственное образовательное учреждение
высшего профессионального образования
«ЧЕРЕПОВЕЦКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ»
Факультет педагогики и психологии
Кафедра профессионального и технологического образования
КУРСОВАЯ РАБОТА
по дисциплине Материаловедение
Тема «Обоснование обеспечения конструкционной прочности изделия в заданных условиях работы за счет оптимизации состава и структуры используемого материала
(Штанга штангациркуля)»
студента Оболонского Ивана Сергеевича
Специальность 050501.65 Профессиональное обучение
Группа 4ЗПО- 31
Шифр зачетной книжки 103417110
Проверил: Мироненко С.Н.
Оценка:
Подпись ___________
Дата _______________
Череповец
2013 год
СОДЕРЖАНИЕ
ВВЕДЕНИЕ………………………………………………………………3
Анализ условий работы штанги штангенциркуля……………….5
Определение требуемых свойств материала штанги штангенциркуля………………………………………………………….8
Подбор методов испытаний материала………………………….10
4. Определение ориентировочного химического состава материала..12
Уточнение химического состава материала…………………….20
Выбор материала………………………………………………….24
ЗАКЛЮЧЕНИЕ…………………………………………………………25
СПИСОК ЛИТЕРАТУРЫ………………………………………………26
Введение
Современный уровень развития производственных сил, характеризующийся использованием сложной и разнообразной техники и технологий производства, большими масштабами выпуска продукции, предполагает совместный труд большого количества людей. Такой труд не мыслим без организации труда, выступающей как упорядоченная система взаимодействия работников не только друг с другом, но и со средствами производства в едином производственном процессе. Во всех сферах человеческой деятельности и во все времена более высокий уровень организации труда при прочих равных условиях обеспечивал достжение более высоких результатов.
В настощее время возрастает значение обеспечения конструкторской прочности инструментов производства в заданных условиях работы за счет оптимизации состава и структуры используемого материала. При правильном используемом материале при изготовлении инструментов зависит результативность труда и в конечном итоге эффективность производства, возрождение конкуренции.
Инструменты помогают нам в обеспечении ремонта, восстановление и поддержание работоспособности основных средств, устранение неисправностей, возникших в работе или выявленных при техническом обслуживании.
При производстве деталей совершается много различных операций, что зависит от формы, размера детали и материала, из которого она изготовлена.
Для того, чтобы правильно выбрать материал необходимо поэтапно: проанализировать условия работы изделия, определить требуемые свойства материала, подобрать методы испытаний материала, определить ориентировочный состав химического состава материала, уточнить химический состав материала и выбрать материал.
Цель работы - это обеспечение конструкторской прочности штанги штангельциркуля за счет оптимизации состава и структуры используемого материала.
В соответствии с поставленной в работе целью, сформулированы следующие задачи:
- определить назначение детали, определить условия работы;
- определить требуемые свойства материала и подобрать методы испытания материала;
- определить ориентировочно химический состав материала и его уточнение
- выбрать необходимый материал и его состав для изготовления штанги штангельциркуля.
Анализ условий работы штанги штангенциркуля
Штангенци́ркуль (от нем. Stangenzirkel) — универсальный инструмент, предназначенный для высокоточных измерений наружных и внутренних размеров, а также глубин отверстий.
Штангенциркуль — один из самых распространенных инструментов измерения благодаря простой конструкции, удобству в обращении и быстроте в работе.
Штангенциркуль, как и другие штангенинструменты, имеет измерительную штангу с основной шкалой и нониус — вспомогательную шкалу для отсчёта долей делений. Точность его измерения — десятые/сотые (у разных видов) доли миллиметра.
Штангенциркули различают следующих типов:
I - двусторонние с глубиномером;
Т-1 - односторонние с глубиномером с измерительными поверхностями из твердых сплавов;
II - двухсторонние;
III - односторонние.
Допускается оснащать штангенциркули приспособлениями или вспомогательными измерительными поверхностями для расширения функциональных возможностей (измерения высот, уступов и др.).
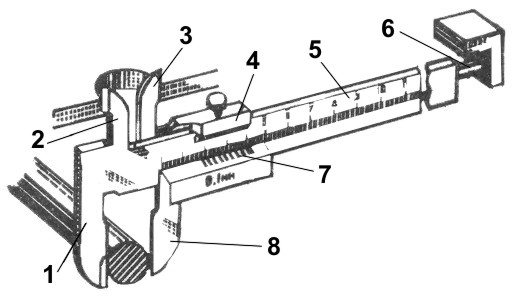
На рисунке 1 показан штангенциркуль ШЦ-1. Он состоит из штанги с неподвижными губками 1 и 2, по которой перемещается рамка 4 с подвижными губками 3 и 8. Рамку можно закреплять в нужном положении стопорным винтом. На штанге 5 нанесены деления, которые образуют миллиметровую шкалу. Цена ее деления—1 мм. Длина миллиметровой шкалы — 150 мм
Рисунок 1 – Штангенцуркуль ШЦ-1.
Рассмотрим основную деталь штангельциркуля – штанга.
Штанга — это основная деталь штангациркуля, на ней нанесены миллиметровые деления. Конец штанги имеет две неподвижные губки: одну для наружного измерения, другую — для внутреннего. На штангу надета рамка с подвижными, губками и глубиномером.
Основным условием работы штанги штангельциркуля является правильная эксплуатация. А это измерение нарушных, внутренних поверхностей.
Проведем анализ возможных причин отказа штанги штангельциркуля в работе:
Во-первых, деформация - искожение геометрической формы детали (изгиб, удлинение, вмятины и т.п.). Основная причина разрушение - действие переменных контактных, сжимающих напряжений, повышение температуры, удары.
Во-вторых, разрушение:
- хрупкое. Основные причины – наличие исходных деффектов (трещин), наличие концентратов напряжения, статическая и динамическая перегрузка. Пути предупреждения: устранение концентратов напряжений, соблюдение правил эксплуатации.
- усталостное. Основные причины – наличие концентратов напряжений, плохая обработка поверхности, работа в коррозионной среде, наличие на поверхности растягивающих напряжений. Пути предупреждения: улучшение конструкции детали; повышение качества поверхности; упрочнение поверхности ХТО, закалкой, ППД; замена стали.
В-третих, изнашивание:
- абразивное. Основные причины: взаимодействие трущихся поверхностей с абразивными частицами. Пути предупреждения: наплавка износостойкими порошковыми сплавами: ПР-Н80Х13С2Р, ПР-Н77Х18СЗР2, ПР-Н70Х17С4Р4 и др.
- эрозия. Основные причины: воздействие потоков газов, жидкости, твердых частиц (в жидкостных или газовых потоках). Пути предупреждения: замена стали.
- при схватывании I рода. Основные причины: интенсивная деформация, разрушение защитных пленок оксидов, отсутствие разделяющего слоя смазочного материала (выдавливание масляной пленки). Пути предупреждения: повышение твердости стали, подбор материалов, не склонных к схватыванию, создание на поверхности неметаллических пленок, применение смазочных материалов с противозадирными присадками
В-четвертых, изнашивание:
- окислительное. Основные причины: длительное трение сопряженных поверхностей. Пути предупреждения: упрочнение поверхности, применение смазочного материала с износостойкими присадками, оптимизация приработки, защита от абразива, оптимизация температурного режима.
- усталостное. Основные причины: пониженная контактная прочность материала, высокие контактные напряжения. Пути предупреждения: упрочнение поверхности ХТО, закалкой, повышение чистоты поверхности, уменьшение контактных напряжений, применение соответствующего смазочного материала