

Унутрішліфувальні, хонінгувальні та доводочні верстати виносяться на самостійну проробку.
Унутрішліфувальні верстати
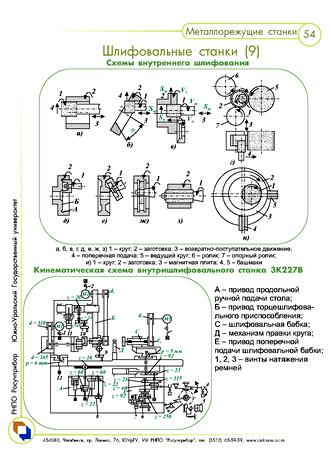
Мал. 71. Схеми унутрішнього шліфування
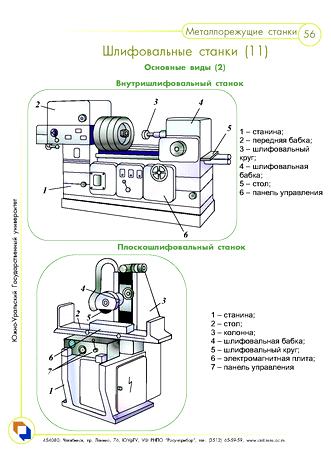
Мал. 72. Унутрішліфувальний верстат мод. 3А252
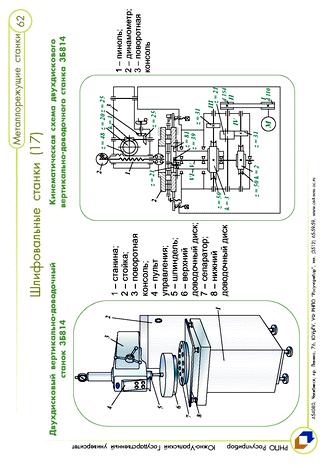
Мал. 73. Доводочні верстати
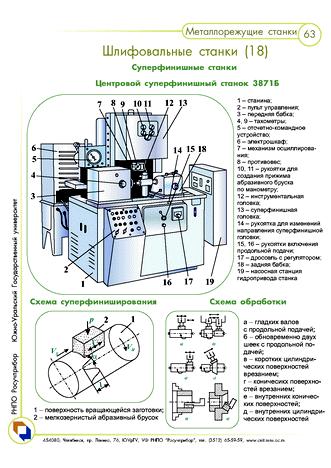
Мал. 74. Суперфінішні верстати

Мал. 75. Хонінгувальні верстати
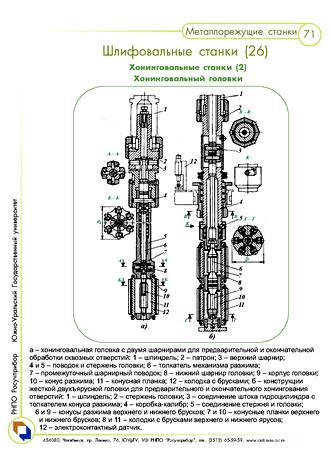
Мал. 76. Хонінгувальні голівки до хонінгувальних верстатів
Завдання на самостійну роботу
по альбоамам верстатів 1,2 та додатку 1 уважно розібрати кінематичі схеми та настроювання записати рівняння розрахункових переміщень та кінематичного балансу для
унутрішліфувальних, хонінгувальихі та доводочних верстатів.
Лекція 10. Кінематичні структури, схеми та настроювання верстатів
Y1 групи: універсальні фрезерувальні верстати
Кінематичні структури, схеми та настроювання вертикально-фрезерувальних
та горизонтально-фрезерувальних верстатів [1-3, 7, 10, ].
Завдання на самостійну роботу.
Фрезерувальні верстати на виробництві займають по розповсюд-женню, використанню та універсальності третє місце після свердлувальних і токарних верстатів загального призначення.Технологічно забезпечені широкою номенклатурою ріжучого інструменту і пристосувань. Призначені для обробки площин, сукупноті площин під різними кутами, ступінчастих перетинів, пазів різного профілю, фасонних поверхонь, зубів зірочок і зубчастих циліндрічних коліс, гвинтових пазів плоских та на циліндрічних поверхнях, можуть викону-вати свердлування, зенкерування і розгортання отворів у корпусних заготовках ( див. мал. 77, 78 ).
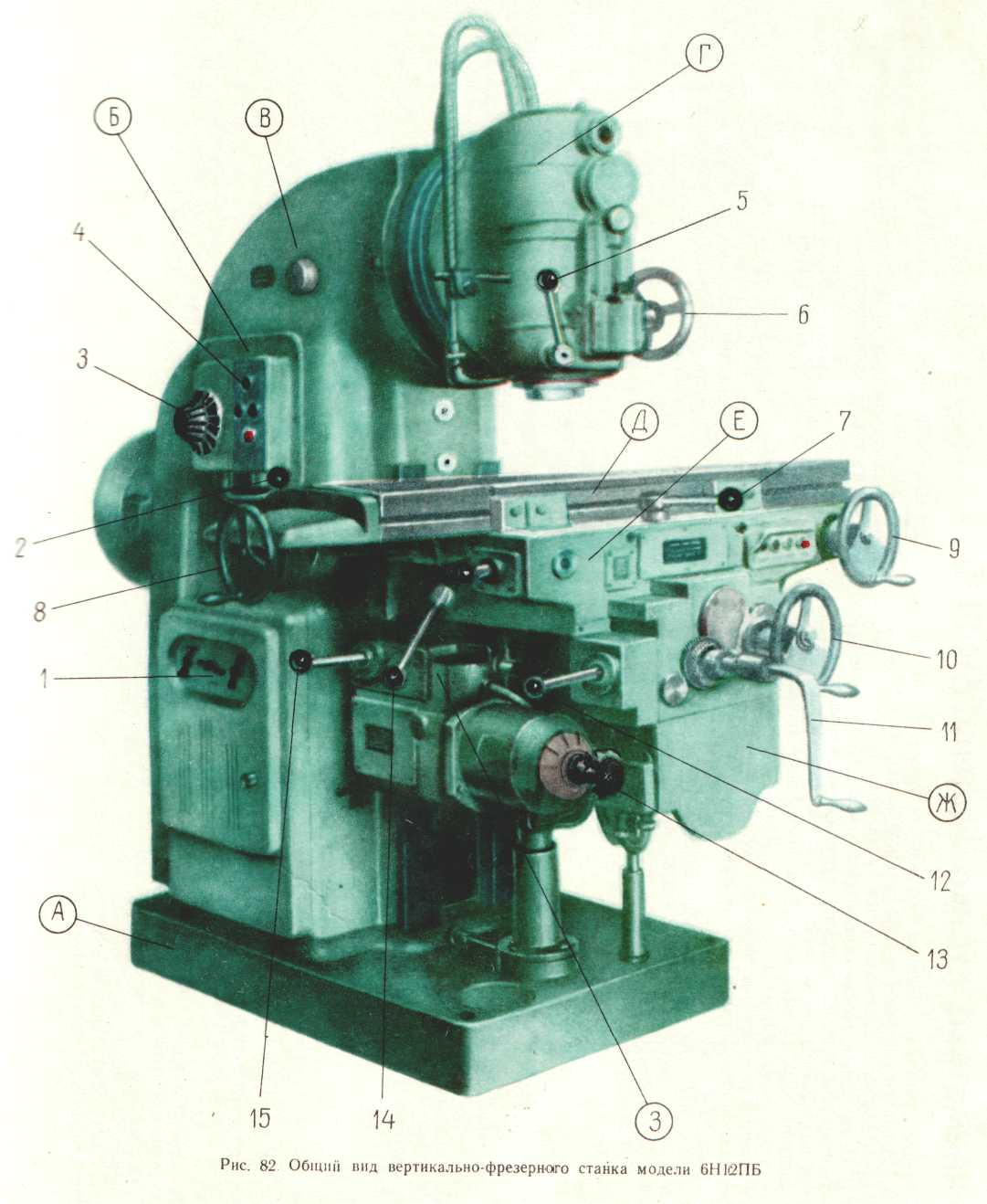
ВЕРТИКАЛЬНО-ФРЕЗЕРУВАЛЬНИЙ ВЕРСТАТ МОДЕЛІ 6Н12ПБ
Загальна характеристика верстата
Призначення верстата. Верстат призначений для швидкісного фрезерування різноманітних деталей середніх розмірів і ваги з чорних і кольорових металів, а також з пластмас.
Обробка деталей на верстаті в основному проводиться торцевими, хвостовими, пальцьовими фрезами і фрезерними головками в умовах індивідуального і серійного виробництва.
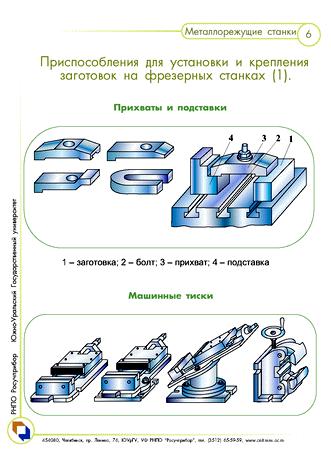
Мал. 77. Пристосування до фрезерувальних верстатів

Мал. 78. Пристосування до фрезерувальних верстатів.
Технічна характеристика верстата 6Н12ПБ
Розміри робочої поверхні столу, мм ....................................320х1250
Максимальні переміщення столу, мм:
повздовжнє .............................................700
поперечне .......................................................................................260
вертикальне ........................................................................................370
Межі повороту головки шпинделя, град ..........................................±45
Максимальне переміщення гільзи шпинделя, мм ...............................70
Число швидкостей обертання шпінделя .......................................18
Межі чисел оборотів шпінделя, об/ хвил.. .. .......................63—3150
Потужність головного електродвигуна, КВт...................................10
Кількість швидкостей подач столу......................................................18
Межі швидкостей подач столу, мм/хв:
повздовжніх ..................................40—2000
поперечних ..................................27—1330
вертикальних .............................................................................13—665
Швидкість швидкого повздовжнього столу, 4000
Потужність електродвигуна приводу подач, КВт .........................1,7
Основні вузли верстату (мал. 79 ). А — основа; Б — станина; У — коробка швидкостей; Г — головка шпинделя; Д — стіл; Е — поперечні салазки; Ж—консоль; 3 — коробка подач.
Органи управління. / — пульт пакетних вимикачів; 2 — рукоятка для перемикання швидкостей шпінделя; 3 — грибок зі шкалою для установки чисел оборотів шпинделя; 4 — кнопкова станція; 5 — рукоятка затиску гільзи шпинделя; 6—маховичок ручного установчого переміщення гільзи шпинделя; 7 — рукоятка для управління повздовжніми подачами столу; 8 та 9 — маховички ручного повздовжнього переміщення столу; 10— маховичок ручного поперечного переміщення столу; //—рукоятка ручного вертикального переміщення столу; 12 і 15 — рукоятки управління поперечними і вертикальними подачами столу; 13 — грибок для встанов-
верстату мод. 6Н12ПБ
лення та переключення швидкостей подач; 14 — рукоятка для закріплення поперечных салазок.
Рухи у верстаті. Рух різання — обертання шпинделя з фрезою. Рухи подач — прямолінійні поступальні переміщення столу в повздовжньому, поперечному і вертикальному напрямках. Допоміжними рухами є всі вказані переміщення столу, що виконуються на швидкому ходу або вручну; ручне переміщення гільзи шпинделя уздовж вісі шпинделя і розворот голівки шпинделя вправо або вліво на кут до 45°.
Принцип роботи. Крупні деталі закріплюються безпосередньо на столі верстата за допомогою затискних пристроїв. Невеликі деталі встановлюються в лещатах або спеціальних пристосуваннях. Торцеві, кінцеві, пальцьові фрези і фрезерні голівки закріплюються в шпинделі. При обробці невеликої партії деталей управління повздовжньою подачею і швидким переміщенням столу проводиться вручну. У серійному виробництві верстат може бути настроєний для роботи у напівавтоматичному, маятниковому або стрічкоподібному циклах.
Для цієї мети в бічному пазу столу встановлюються в певній послідовності упори і кулачки, які в потрібні моменти циклу надавлюють на зірочку управління повздовжньої подачі, швидкого переміщення і зупинки столу.
При напівавтоматичному циклі роботи після включення верстата стіл сумісно з оброблюваною деталлю швидко переміщується, поки оброблювана деталь не підійде до фрези, потім включається робоча подача. Після закінчення обробки стіл швидко повертається в початкове положення і автоматично зупиняється. Робочий знімає оброблену деталь, закріплює заготівку і знову включає верстат. Цикл повторюється.
При маятниковому циклі оброблювані деталі встановлюються поперемінно то з правого, то з лівого боку столу. Останній безперервно здійснює замкнутый цикл рухів — швидке переміщення вліво, робоча подача вліво, швидке переміщення вправо, робоча подача вправо. Зняття обробленої деталі и закріплення заготовки виконується робочим під час фрезерування деталі, розташованої на протилежному боці столу.
Стрибкоподібний цикл застосовується для одночасного фрезерування комплекту деталей, у яких оброблювані поверхні розташовані на значних відстанях одне від одного. В цьому випадку стіл автоматично отримує то швидкі, то повільні переміщення відповідно до розташування оброблюваних поверхонь деталей.
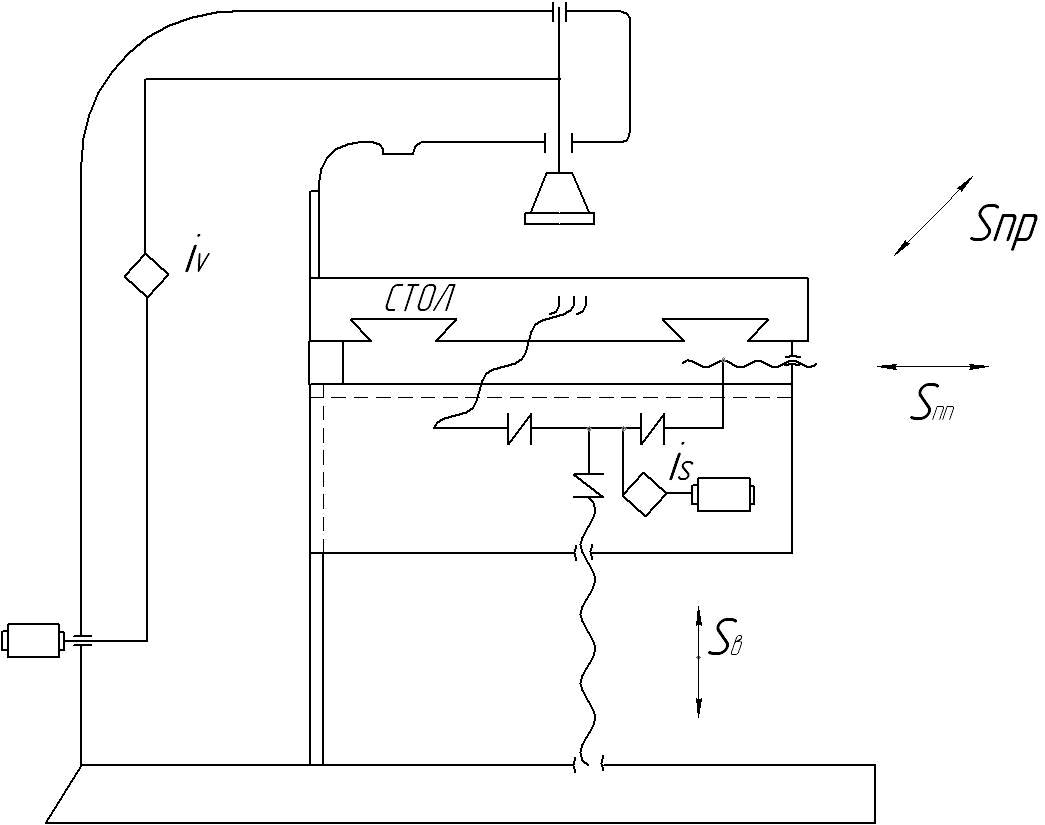
Мал. 80. Кінематична структура консольного вертикально-фрезерувального
верстату
Демонструються відеофайли:63-67 - різні види робіт, що виконуються на вертикально-фрезерувальних універсальних верстатах.
Кінематика верстата моделі 6Н12ПБ
Рух різання. Електродвигун потужністю 10 КВт (рис.81, а) зв'язаний з валом / коробки швидкостей напівжорсткою маточиною. Вал // отримує обертання через зубчасту передачу 32—48. На валу // знаходиться потрійний блок шестерень Б1, який може передавати обертання валу /// з трьома різними швидкостями. Трьохвінцевий блок шестерень Б2 звеличує кількість можливих швидкостей обертання валу IV до дев”яти. Вал V отримує обертання від валу IV через подвійний блок шестерень Б3, завдяки чому кількість швидкостей обертання збільшується до 18. Від валу V рух передається шиінделю VII за допомогою конічної передачі 32—32, валу VI і шестерень 86—58. Шпиндель VII змонтований в пересувній гільзі а його шліцьовий кінець зв'язаний з колесом 58. Як видно з графіку швидкостей ( мал. 81, в ), шпиндель має 18 різних швидкостей обертання, від 63 до 3150 об/хв. Максимальне число обертів шпинделя
п max визначається з виразу:

Рухи подач. Ці рухи здійснюються від електродвигуна потужністю 1,7 КВт (рис. 81, а), обертання валу котрого через шестерні 26—44 и 24—64 переда-ється коробці подач. На валу XI коробці подач знаходиться трьохвінцевий рухомий блок шестерень Б4, який надає валу XII три швидкості обертання. Від валу XII, завдяки трьохвінцевому рухомому блоку шестерень Б5, що розташован на валу XIII , останньому надається вже дев”ять різних чисел обертів. Коли рухома шестерня 40 переміщена увправо (як показано на схемі ) та зчеплена з муфтою М1, обертання від валу XIII передається широкому колесу 40 безпосередньо.
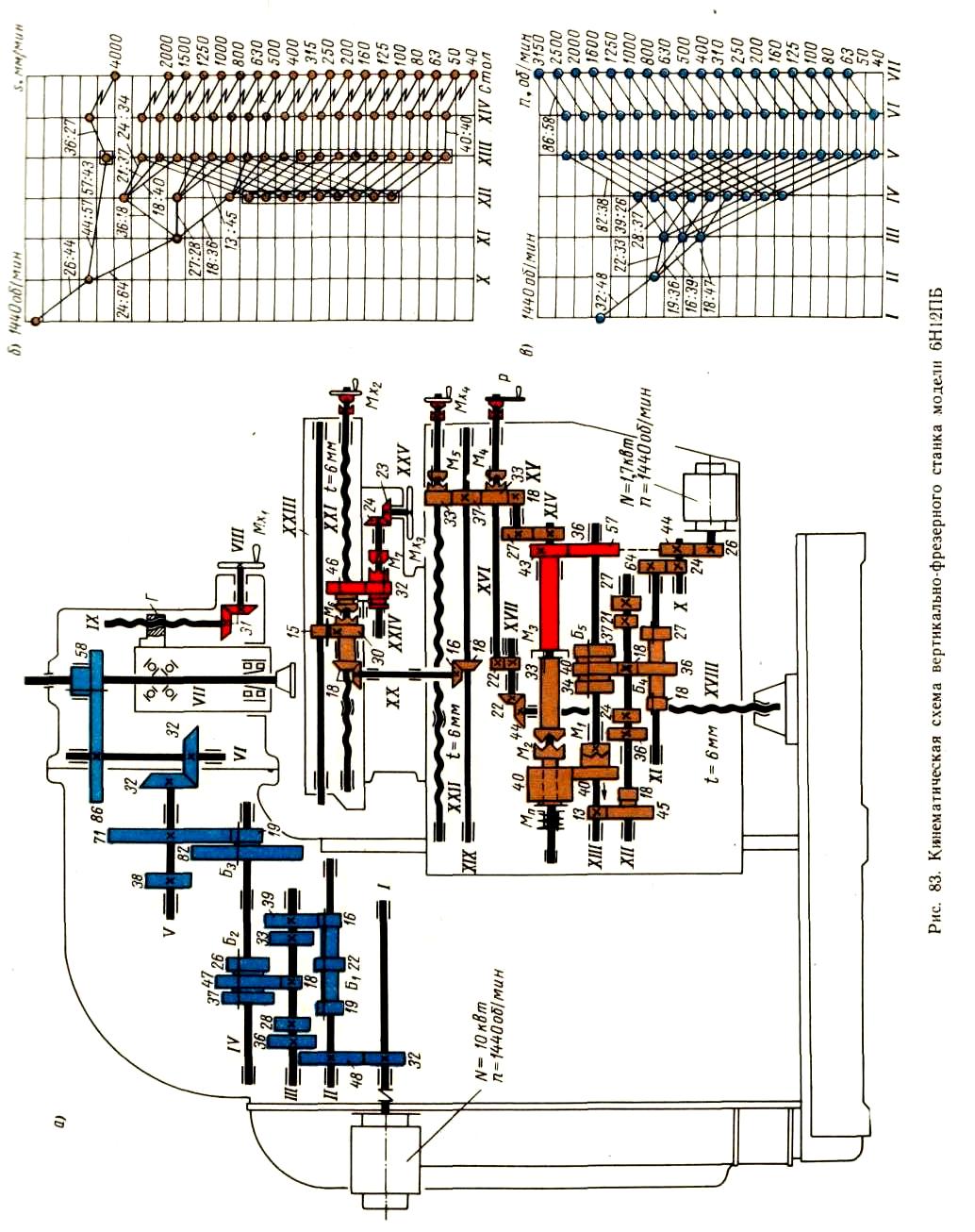
Мал. 81. Кінематична схема вертикально-фрезерувального верстату
мод. 6Н12ПБ.
При переміщенні рухомої шестерні 40 вліво кулачкова муфта M1 вимикається, а сама шестерня 40 входить в зачеплення з шестернею 18 двухвінцевого блоку 45- 18, що вільно сидить на валу XII. В цьому випадку широке колесо 40 приводиться в рух шестернями 13-45 і 18-40.
Структура коробки подач наведена на графіку мал. 81, 6.
Від широкого колеса 40 через запобіжну муфту МП при включеній кулачковій муфті М2, обертання передається валу XIV. Від валу XIV через шестерні 36—27, вал XV, шестерні 18— 33—37, вал XIX, конічну передачу 18—16, вал XX, конічну передачу 18—18, кулачкову муфту M6 і ходовий гвинт XXI здійснюється повздовжня подача столу, найбільша швидкість якої Smax визначається з виразу:

От
вала XIV
через
шестерні
36—27,
вал
XV,
шестерні
/8—
33—37—33
и ходовий
гвинт
XXIII,
при включеній
муфті
М5
столу
надається
поперечна подача, найменша
швидкість
якої
Sn
min
визначається
з выразу:
![]()
Вертикальна подача здійснються від валу XIV через шестерні 36—27, вал XV, шестерні 18—33, муфту М4, вал XVI, шестерні 22—33, вал XVII, конічну передачу 22—44 та ходовий гвинт XVIII. Швидкість найбільшої вертикальної подачі Sn max знаходиться за виразом:

Вал XXIII служить для приводу накладного круглого столу або ділильної голівки і зв'язаний з ходовим гвинтом XXI шестернями 30—15.
Допоміжні рухи. Швидкі переміщення столу у трьох напрямках здійснюються при включеній фрикційній муфті М3. В цьому випадку обертання від валу електродвигуна потужністю 1,7 КВт, обминая коробку подач, передается валу XIV через шестерні 26—44—57—43 и далі по кінематичним ланцюгам робочих подач.
Швидкість швидких переміщень столу в повздовжньому напрямку -Sб.-знаходять за виразом:

Ручні переміщення столу, поперечних салазок і консолі проводяться відповідно маховичками Мх2, Мх1 та рукояткою Р. Для зручності управління у верстаті моделі 6Н12ПБ повздовжнє переміщення столу може також здійснюватися маховичком Мх3, який пов'язаний з повздовжнім ходовим гвинтом XXI, конічною передачею 23—24, кулачковою муфтою М7 і шестернями 32—46. Маховичок Мх3 (поз. 9 на мал. 80) зручніше розташований в робочій зоні верстата.
Кулачкові муфти М7 і М6 блокуються. Коли включена муфта М7, муфта М6 вимкнена, і навпаки.
Установче ручне переміщення шпинделя сумісно з гільзою здійснюється маховичком Мх1, який через вал VIII і конічну передачу 31—31 зв'язаний з ходовим гвинтом /Х. Останній переміщує гайку Г, жорстко закріплену на гільзі шпінделя, і таким чином висуває саму гільзу.