

Завдання на самостійну роботу
- по альбому №2, розібрати кінематику та настроювання
токарного багатошпиндельного напівавтомату мод.1265-4,
токарного багаторізцевого мод. 1730 та по додатку 2
уважно розібрати елементи налагоджування та техноло-
гічного оснащення ціх верстатів.
Лекція 7. Кінематичні структури, схеми та настроювання верстатів
II групи: свердлувальні верстати
Область використання, характерні рухи та операції, види оброблюваних повер-хонь, інструментальне забезпечення верстатів II групи. Кінематичні структури, схеми та настроювання вертикально- та радіально-свердлувальних верстатів. Багатошпиндельні голівки, шпиндельні коробки, ділильні столи, кондукторні пристосування та інше оснащен-ня свердлувальних верстатів Свердлувальні напівавтомати [1-3, 7, 10, ].
Завдання на самостійну роботу.
Другу групу металорізальних верстатів складають свердлуваальні та
розточувальні верстати.
КГФ: головний рух різання та відповідно кінематичний ланцюг головного руху – обертання шпинделю з інструментом До КГФ входять від однієї до декількох кінематичних ланцюгів подач.
Типи: 1- вертикально- свердлувальні; 2 – одношпиндельні свердлувальні напів-автомати; 3- багатошпиндельні свердлувальні напівавтомати; 4 – координатно-
розточувальні; 5 – радіально-свердлувальні; 6 – горизонтально-розточувальні;
7 – алмазно-розточувальні; 8 – горизонтально-свердлувальні; 9 – різні.
Демонструються файли 36 –40:
робота вертикально, - радіально,- горизонтально-свердлувальних та
багатошпиндельних свердлуваотних верстатів
Розглянемо область використання, кінематику та настроювання свердлу-вальних верстатів на прикладах радіально- та горизонтально свердлувальних
верстатів ( вертикально-свердлувальний підробно розглянуто у лекції № 3 ).
Радіально-свердлувальний верстат мод. 2В56.
Призначення верстата.
Верстат призначено для свердлування, зенкерування, розгортування, цекування отворів, нарізування різей у заготовках крупних і середніх
розмірів та значної ваги в умовах індивідуального та серійного виробництва.
Технічна характеристика верстата
Найбільший діаметр свердлування, мм ................................... 50
Виліт шпінделя, мм ...............................................1500
Найбільший хід шпінделя, мм .............................................. 350
Конус отвору шпінделя, Морзе ..........................................№ 5
Число швидкостей обертання шпінделя ...........................................10
Межі чисел обертів шпінделя у хвилину .............................55—1650
Кількість величин подач шпінделя .........................................................9
Межі величин подач, мм/об .. ... . ......................................0,15—1,2
Швидкість вертикальних переміщень траверси, мм/мін......... ...900 Потужність, КВт:
электродвигуна переміщення траверси ..................................1,3
головного электродвигуна.....................................................5,5
Основні вузли верстата (мал. 50 ): А — підстава; Б — нерухома колона; У — механізм затиску поворотної колони; Г — порожниста поворотна колона; Д — механізм підйому, опускання і затиску траверси; Е — траверса; Ж — бабка шпінделя з коробкою швидкостей і коробкою подач; 3 — приставний стіл.
Органи управління: / — рукоятка перемикання коробки подач; 2 — рукоятка швидкого ручного переміщення шпінделя і включення автоматичної подачі; 3 — рукоятка установки автоматичного виключення подачі; 4 —маховичок ручного повільного переміщення шпінделя; 5 — маховичок .ручного радіального переміщення бабки шпінделя; 6 — маховичок перемикання коробки швидкостей; 7 — рукоятка включення, виключення і реверсування головного електродвигуна.
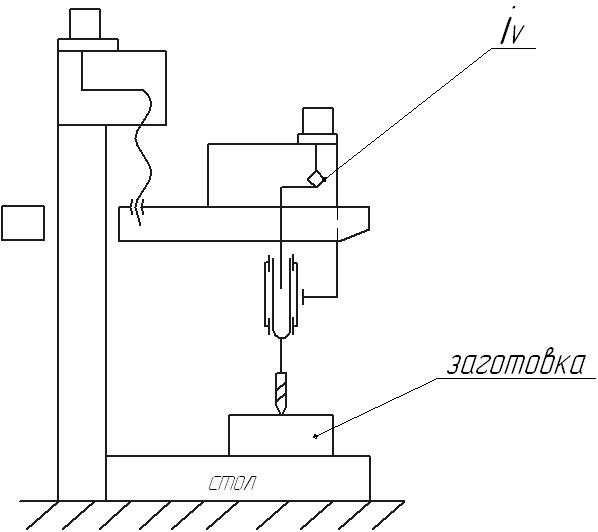
Рухи у верстаті.
Головний рух - рух різання — обертання шпінделя.
Рух подачі — вертикальне вісьове переміщення шпінделя.
Допоміжні рухи: ручне горизонтальне переміщення бабки шпінделя уздовж траверси; механічне вертикальне переміщення траверси по поворотній колоні і затиск траверси на неї; ручний поворот траверси з колоною і механічне закріплення поворотної колони. Кінематична структура радіально-свердлувального верстату надана на мал. 51.
Принцип роботи. Оброблювана деталь встановлюється сама ( або у пристосуванні ) на підставі А верстата або на приставному столі 3. Ріжучий інструмент закріплюється в шпінделі верстата. Для співпадання вісі інструменту з віссю майбутнього отвору у деталі, бабку шпінделя Ж необхідно вручну переміщати по напрямним траверси Е, яка у свою чергу може бути повернена разом з порожнистою поворотною колоною Р на
потрібний кут. Встановлення траверси по висоті залежно від розміру

оброблюваної деталі забезпечується переміщенням траверси щодо поворотної колони. Для свердлування нескрізних ( глухих ) отворів верстат забезпечено механізмом автоматичного останову подач.
Конструктивні особливості. Зміна чисел обертів шпінделя і подач забезпечується коробками швидкостей і подач з однорукояточным управлін-
ням. Верстат забезпечено також механізмом автоматичного виключення подачі після досягнення необхідної глибини свердлування.
Підйом та опускання траверси здійснюється самостійним електродви -
гуном, що приводить в рух гвинтовий механізм, змонтований в траверсі. Затиск траверси .на порожнистій поворотній колонці відбувається автоматично після припинення підйому або опускання траверси.
Верстат мод. 2П56 по конструкції значно відрізняється від 2Н53. Він допускає свердлення як вертикальних, горизонтальних, так і нахилих отворів у великогабаритних деталях.
52. Кінематична структура радіально-свердлувального верстату
Кінематика верстата моделі 2В56
Рух різання. Шпіндель верстата VII ( мал.53 ) приводиться в рух електродвигуном потужністю 5,5 КВт через напівжорстку муфту, циліндрічні колеса 31—49 і коробку швидкостей. У коробці розташовані трьохвінцевий пересувний блок шестерень Бь змінні колеса А—В і два подвійні рухомі блоки шестерень Б2 і Б3. Коробка швидкостей, як видно з графіка ( мал.36 ), дає тільки 10 різних швидкостей обертання шпінделя. Дві швидкості обертання співпадають.
Зазвичай до верстата додаються два змінні колеса (за бажанням споживача число їх може бути збільшено) з числом зубів Л = 40 і В = 33. Ці колеса можна міняти місцями. Максимальне число обертів шпінделя nmax визначиться з виразу:

Рух подачі. Рух подачі шпінделя запозичується від порожнистого валу VI, зв'язаного шліцьовим з'єднанням зі шпінделем VII, і передається через шестерні 31—41, дев'ятишвидкісну коробку подач, колеса 22—55, вал XI, черв'ячну передачу 1/60 рейковій шестерні 13, що закріплена на порожнистому валу XII та знаходиться в зачепленні з рейкою т = 3 мм гільзи шпінделю.
У коробці подач знаходиться два трьохвінцеві рухомі блоки шестерень Б4 і Б5. Мінімальна подача шпінделя smin визначиться з виразу:

Включення і виключення механічної подачі здійснюється фрикційною муфтою М2, яка управляється рукоятками Р. При переміщенні рукояток на себе фрикційна муфта М2 зчіплює черв'ячне колесо 60 з порожнистим валом XII, включаючи механічну подачу.
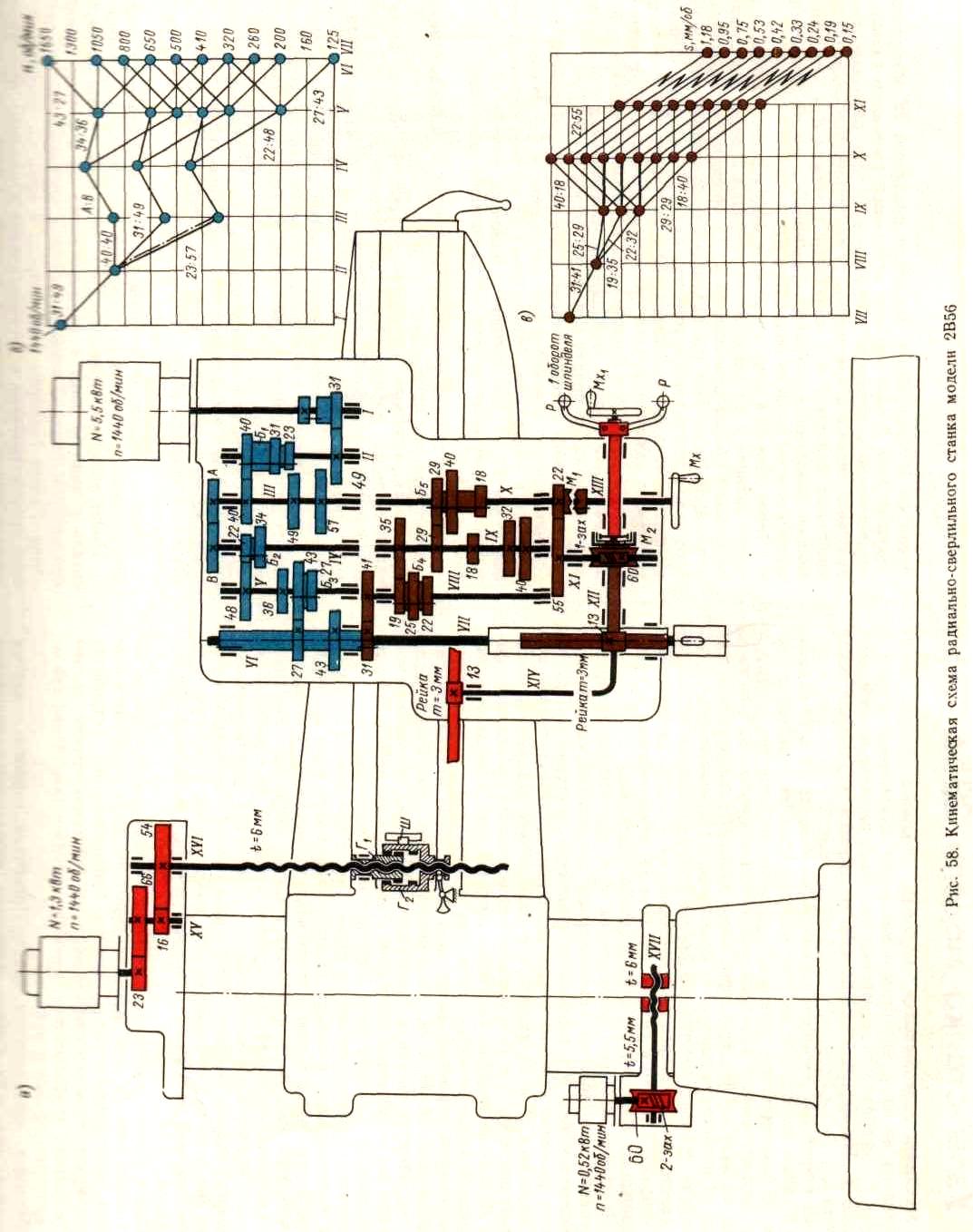
Мал. 53. Кінематична схема радіально-свердлувального верстату мод. 2В56
.
Допоміжні рухи. При переміщенні рукояток Р від себе муфта М2 вимикається; в цьому випадку поворотом рукояток Р відносно вісі полого валу XII можна здійснювати вручну переміщення пінолі зі шпінделем.
Ручне точне переміщення (подача) шпінделя здійснюється маховичком Мх, закріпленим на порожнистому валу XIII при включеній муфті M1 і нейтральному положенні трьохвінцевого рухомого блоку шестерень Б5 коробки подач
Переміщення бабки шпінделя по напрямним траверси проводиться обертанням маховичка Мх1, закріпленого на валу XIV, який проходить усередині порожнистих валів XII і XIII, розташований співвісно. На іншому кінці валу XIV, умовно зображеного на схемі зігнутим, встановлена рейкова шестерня 13, що знаходиться в зачепленні з рейкою т = 3 мм. Рейка жорстко закріплена на траверсі.
Вертикальне переміщення і затиск траверси на порожнистій поворот-ній колоні здійснюються електродвигуном потужністю 1,3 КВт. Від двигуна через шестерні 23—66, вал XV і зубчасті колеса 16—54 приводить-ся в рух вертикальний ходовий гвинт XVI. На гвинті знаходяться дві гайки, розташовані усередині траверси. З них верхня — гайка Г1 підйому — може вільно обертатися з ходовим гвинтом XVI, але уздовж гвинта вона рухається тільки разом з траверсою. На нижньому кінці гайки Г1 підйому є зубці, якими вона може з'єднуватися з внутрішніми зубцями гайки Г2, тоб- то гайки затиску. Ця гайка обертатися з ходовим гвинтом не може, оскіль-ки вона пов'язана з траверсой направляючою шпонкою Ш. При обертанні ходового гвинта гайка Г2 переміщується уздовж його вісі.
На нижньому кінці гайки Г2 затиску є кільцева проточка, в яку входить вилка важільно- затискного механізму траверси.
При обертанні ходового гвинта XVI спочатку гайка Г1 підйому вільно обертатиметься, а гайка Г2 затиску переміщатиметься уздовж ходового гвинта, звільняючи затискний механізм траверси. Після деякого переміщення гайки Г2 затиску її зубці увійдуть до зачеплення із зубцями гайки Л підйому. Гайка Г1 не зможе більше обертатися разом з ходовим гвинтом, унаслідок чого вона почне переміщатися уздовж гвинта разом з траверсою, переміщуючи її вгору або вниз залежно від напряму обертання електродвигуна і ходового гвинта.
Після переміщення траверси до необхідної висоти кнопку пуску електродвигуна звільняють; завдяки відповідній електричній схемі електродвигун отримує обертання у зворотному напрямку. Внаслідок цього гайка затиску Г2 також почне рухатися в протилежному напрямку, вийде із зачеплення з гайкою Г1 підйому, дійде до нейтрального положення і заклинить затискний механізм траверси.
Затиск порожнистої поворотної колони проводиться електродвигуном потужністю 0,52 КВт, при обертанні вала якого через черв'ячну передачу 2/60 приводиться в рух гвинт XVII, що стягує хомут, який зв'язує поворотну і нерухому колони.
Гвинт має диференціальну різь з кроком 5,5 і 6 мм; при кожному оберті гвинта хомут стискається або розходиться на різницю кроків (на 0,5 мм) Черв'ячне колесо пов'язане з хвостовиком гвинта шліцьовим з'єднанням.
Після закінчення затиску хомута електродвигун автоматично виключається. Для налагоджування свердлувальних верстатів найчастіше використовуються: ріноманітні патрони та перехідні конуси (мал. 37 ), різні тиски та угольники ( мал. 38 ), універсальні багатошпіндельні голівки та коробки, ділильні голівки та ділилні поворотні столи.
Ручне точне переміщення (подача) шпінделя здійснюється маховичком Мх, закріпленим на порожнистому валу XIII при включеній муфті M1 і нейтральному положенні потрійного рухомого блоку шестерень Б5 коробки подач
Переміщення бабці шпінделя по тих, що направляють траверси проводиться обертанням маховичка Мх1, закріпленого на валу XIV, який проходить усередині порожнистих валів XII і XIII, розташований співісний. На іншому концевала XIV, умовно зображеного на схемі зігнутим, встановлена рейкова шестерня 13, що знаходиться в зачепленні з рейкою т = 3 мм. Рейка закріплена на траверсі.
Вертикальне переміщення і затиск траверси на порожнистій поворотній колоні здійснюються електродвигуном потужністю 1,3 КВт. Від електро-двигуна через шестерні 23—66, вал XV і зубчаті колеса 16—54 приводиться в рух вертикальний ходовий гвинт XVI. На гвинті знаходяться дві гайки, розташовані усередині траверси. З них верхня — гайка Г1 підйому може вільно обертатися з ходовим гвинтом XVI, але уздовж гвинта вона руха-ється тільки разом з траверсою. На нижньому кінці гайки Г1 підйому є зуби, якими вона може з'єднуватися з внутрішніми зубами гайки Г2, тобто гайки затиску. Ця гайка обертатися з ходовим гвинтом не може, оскільки вона пов'язана з траверсой направляючою шпонкою Ш. При обертанні ходового гвинта гайка Г2 переміщується уздовж його вісі. На нижньому кінці гайки Г2 затиску є кільцева проточка, в яку входить вилка затискно-го важеля пристрою траверси.
При обертанні ходового гвинта XVI спочатку гайка Г1 підйому вільно обертатиметься, а гайка Г2 затиску переміщатиметься уздовж ходового гвинта, звільняючи затискний пристрій траверси. Після деякого переміщення гайки Г2 затиску її зуби увійдуть до зачеплення із зубами гайки Л підйому. Гайка Г1 не зможе більше обертатися разом з ходовим гвинтом, унаслідок чого вона почне переміщатися уздовж гвинта разом з траверсой, переміщаючи її вгору або вниз залежно від напряму обертання електродвигуна і ходового гвинта.
Після переміщення траверси до необхідної висоти кнопку пуску електродвигуна звільняють; завдяки відповідній електричній схемі електродвигун отримає обертання у зворотному напрямі. Внаслідок цього гайка затиску Г2 рухатиметься в протилежному напрямі, вийде із зачеплення з гайкою Г\ підйому, дійде до нейтрального положення і заклинить затискний пристрій траверси.
Затиск порожнистої поворотної колони проводиться електродвигуном потужністю 0,52 квт, при обертанні якого через черв'ячну передачу 2—60 приводиться в рух гвинт XVII, що стягує хомут, який зв'язує поворотну і нерухому колони. Гвинт має диференціальне різьблення з кроком 5,5 і 6 мм; при кожному оберті гвинта хомут стискається або розходиться на різницю кроків, т. е на 0,5 мм. Черв'ячне колесо пов'язане з хвостовиком гвинта шліцьовим з'єднанням. Після закінчення затиску хомута електродвигун автоматично зупиняється.
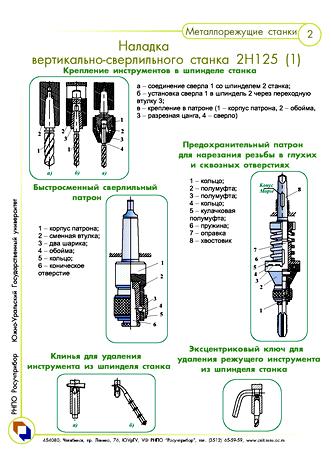
Мал. 54. Патрони для закріплення інструменту при свердлуванні
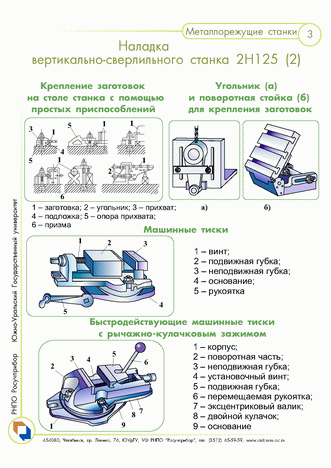
Мал. 55. Закріплення заготовок на свердлувальних верстатах
Демонструються файли 41 – 45: робота свердлувальних верстатів з багатошпиндельними голівками та агрегатних багатосторонніх верстатів
Завдання на самостійну роботу:
по додатку 1 провести аналіз кінематики вертикально-
свердлувального верстату мод. 2Н135 та радіально-
свердлувального верстату мод. 2Р55;