

Завдання на самостійну роботу
по альбому верстатів 1,2 уважно розібрати кінематичні
схем, настроювання токарно- револьверного верстата
мод. 1П326, токарно- гідрокопіювального верстата
мод. 1722, роботу слідкуючих супортів та скласти кінематичні структури верстатів.
Лекція 6. Кінематичні структури, схеми та настроювання верстатів
I групи:токарні багатошпиндельні та багаторізцеві
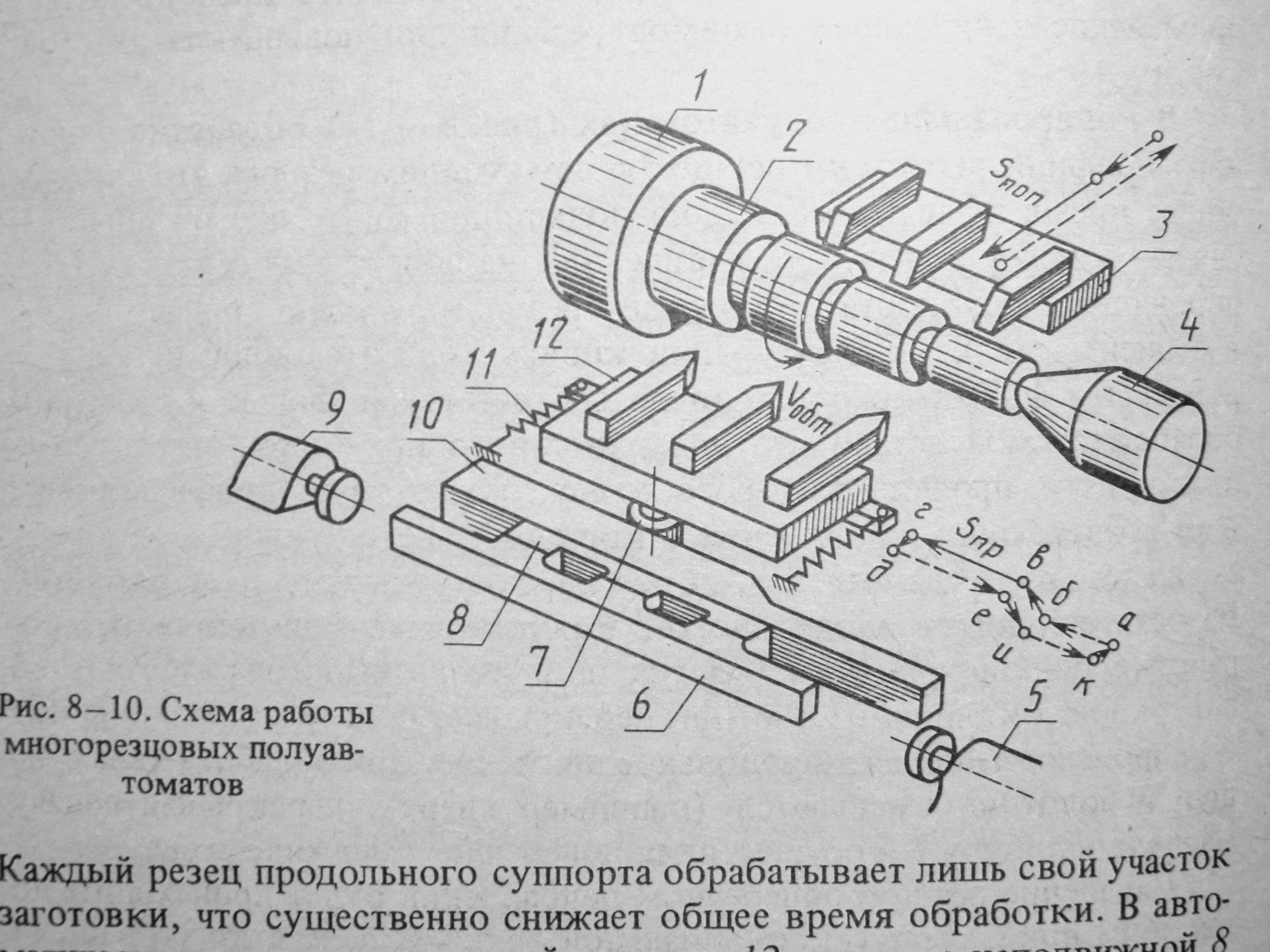
Токарні багатошпиндельні та багаторізцеві напівавтомати. Область використання, робота та налагоджування [1-3, 7, 10, ].
Завдання на самостійну роботу.
До першої групи також надходять токарні багатошпиндельні
напівавтомати з горизонтальним ( наприклад, мод. 1265-4 ) та вертикаль-
ним ( наприклад, мод. 1К282 ) розташуванням блоків шпинделів.
Демонструються файли: 36 – 40 – робота багаторізцевих та
багатошпинделних напівавтоматів
Токарний багаторізцевий верстат мод. 1730
Загальна харктеристика верстата
Призначення верстата. Напівавтомат призначений для багаторізцевої токарної обробки ступінчастих валиків, барабанів і інших подібних деталей. Наявність спеціальної копірної лінійки забезпечує можливість обточування фасонних поверхонь. Найбільш раціональне застосування верстата - в умовах серійного і великосерійного виробництва.
Рухи у верстаті. Рух різання— обертання шпинделя із заготовкою.
Рухи подач: повздовжня подача є прямолінійне поступальне переміщення переднього супорта уздовж вісі виробу; поперечна подача — також прямолінійне .поступальне переміщення заднього супорту в ра- диальному напрямку. Допоміжними рухами є ручні установчі переміщення переднього супорту в повздовжньому і поперечному напрямках, заднього супорту - у поперечному напрямку, піноли задньої бабки –у вісьовому напрямку, а також швидке переміщення супортів від окремого електродвигуна.
Принцип роботи. Заготовка, закріплена у центрах між передньою і задньою бабками, оброблюється комплектами різців, закріплених в передньому і задньому супортах. У передньому супорті закріплюється комплект прохідних різців, необхідних для обточування циліндричних, конічних і фасонних поверхонь. Обробка конічних і фасонних поверхонь проводиться за допомогою копірної лінійки або слідкуючого супорту. У задньому супорті встановлюється комплект підрізних, канавочных, галтельных і фасонних різців, необхідних для підрізування торців деталі, для виточки канавок, обточування галтелів, зняття фасок і обробки невеликих по ширині фасонних поверхонь.
Технічна характеристика напівавтомата мод. 1730
Найбільший діаметр оброблюваної деталі, мм:
. над станиною ...............................................4!0
над кареткою ....................................................................................360
над супортом ...............................................300
Найбільша довжина ходу супорта,мм:
переднього ...............................................250
заднього ...............................................135
Відстань між центрами, мм:
найбільше . ...............................................500
найменше ........................................................200
Найбільша довжина обробки, мм ...............................................460
Число швидкостей обертання шпинделя .................................................12
Межі чисел оборотів шпинделя в хвилину....................................40—500
Кількість величин подач переднього супорта .........................................8
а)
( б )
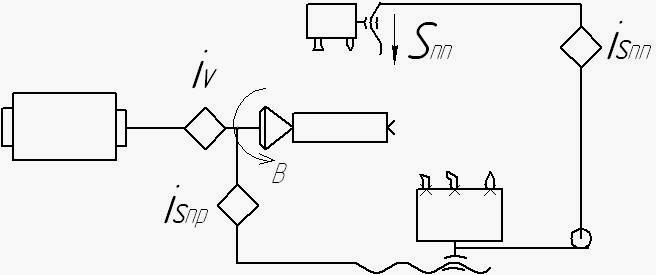
Мал. 42. Кінематична структура токарного багаторізцевого верстату ( а)
та схема його роботи ( б )
Межі величин повздовжніх подач переднього супорту,мм/об 0,12 -1,38
Кількість величин поперечних подач заднього супорту
на кожну повздовжню подачу .................................................12
Межі величин поперечних подач заднього супорт,мм/об.........0,016-2,37
Швидкість швидкого переміщення переднього супорту,мм/хв.........2330
Потужність головного електродвигуна, КВт ...........................................10
Основні вузли верстата (мал. 43 ): А — передня бабка з механізмом руху різання; Б — гітара змінних коліс руху різання; У — задній супорт; Г—передній супорт; Д — задня бабка, Е — станина; Ж — коробка подач і вузол автоматики; 3 — гітара змінних коліс повздовжньої подачі переднього супорта.
Органи управління. 1 — рукоятка включення насоса; 2 — кнопкова станція; 3 — рукоятка затиску пиноли задньої бабці; 4 — маховичок ручного поперечного переміщення переднього супорта; 5 — маховичок переміщення піноли задньої бабки; 6 — маховичок ручного повздовжнього переміщення салазок переднього супорта; 7 — рукоятка управління верстатом.
Верстат працює по замкнутому напівавтоматичному циклу. Включення верстата проводиться рукояткою 7; при цьому спочатку супорти швидко підводяться до оброблюваної заготовки, після чого верстат автоматично перемикається на робочу подачу.
Першим в роботу вступає передній супорт, який проводить обробку поверхонь деталі з повздовжньою подачею. Задній супорт в залежності від послідовності технологічних переходів, починає роботу або після закінчення роботи переднього супорта, або незадовго до закінчення обробки деталі переднім супортом.
Після закінчення .работы супортів автоматично включається електродвигун швидких ходів і супорти відводяться в початкове положення, після чого верстат зупиняється.
Конструктивні особливості. Конструкція напівавтомата мод. 1730, в порівнянні з тим, що раніше випускалися московським заводом
„Красный пролетарий ”, вдосконалена. Змінні колеса приводу руху різання виведені на зовнішню стінку верстата, що в значній мірі спрощує і прискорює налагоджування.Обертання шпінделя здійснюється конічними шестернями з криволінійними зубами, що збільшує швидкохідність напівавтомата. У верстаті моделі 1730 відсутній розподільчий вал з кулачками; управління супортами здійснюється вузлом автоматики, змонтованим в коробці подач.
Кінематика верстату мод. 1730
Рух різання. Шпіндель верстата /// (мал. 44 ) приводиться в рух від електродвигуна потужністю 10 КВт через клиноремінну передачу 120—274, вал /, змінні шестерні А—В; вал // і конічні шестерні 18—80.Рівняння кінематичного балансу ланцюгу приводу руху різання ( мал.44 )::

Змінні колеса А—В підбираються залежно від заданого числа оборотів шпінделя. Комплект змінних зубчастих коліс, що додаються до верстата, з числами зубів 19, 23, 27, 32, 37, 41, 45, 49, 54, 59, 63 і 67 дозволяє надавати шпинделю дванадцять різних чисел обертів на хвилину, залежно від заданої швидкості різання.
Рухи подач. Передній супорт получає повздовжню подачу від шестерні 76, укріпленої на лівому кінці шпинделя, через шестерні 76, вал IV, зубчасті колеса 22—68—73, вал VI, змінні колеса С—d, вал VII, запобіжну муфту Мп, кулачкову муфту робочої подачі, циліндрічні шестерні 28—64, обгонну муфту Мо, вал VIII, зубчасті колеса 20—78, вал IX, ходовой гвинт X та гайку, що утримується від обертання двостороннею муфтою гальмування Мс у фартуці суппорту.
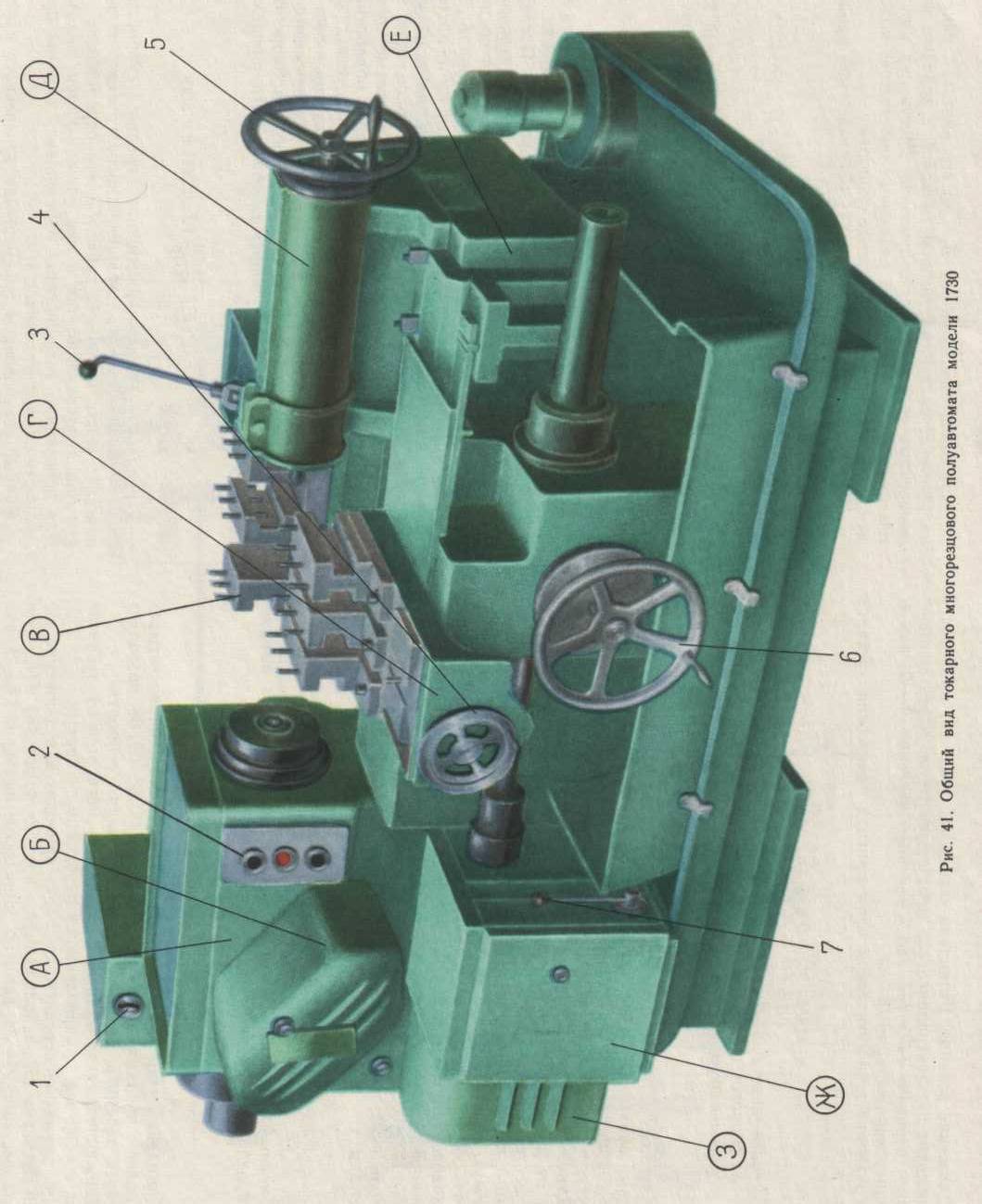
Мал. 43. Загальний вигляд токарного багаторізцевого верстату мод. 1730
Змінні колеса С—D підбираються залежно від вибраної повздовжньої подачі s за формулою:
Комплект змінних коліс гітари подач, що складається з чотирьох пар Рівняння кінематичного ланцюгу подач•продольного супорту має вигляд:

коліс з числами зубів 20, 26, 32, 40, 48, 56, 62, 68, дозволяє отримати вісім
різних подач повздовжнього супорта. Рух подачі заднього супорта запозичується від зубчастої рейки t=3,5 мм, прикріпленої до переднього супорта.
При русі переднього супорта приводиться в рух рейкова шестерня 15, розташована в коробці подач, вал XII, конічні шестерні 25—25, вал XIII, конічні шестерні 28—22, вал XIV, змінні колеса Е/F, вал XV і барабан Би.
При обертанні барабана Бк, по його гвинтовій канавці котиться ролик Р, зв'язаний тягою і гайкою Г із ходовим гвинтом XVI поперечних салазок заднього супорту. Шість пар змінних коліс забезпечують отримання 12 різних поперечних подач на кожну повздовжню подачу переднього супорту. Величина поперечної подачі sП при заданій повздовжній подачі та лередавальне відношення змінних коліс Е/F визначається з залежностей:
де Н — крок гвинтової канавки барабана Бн, рівний 72 мм.
.
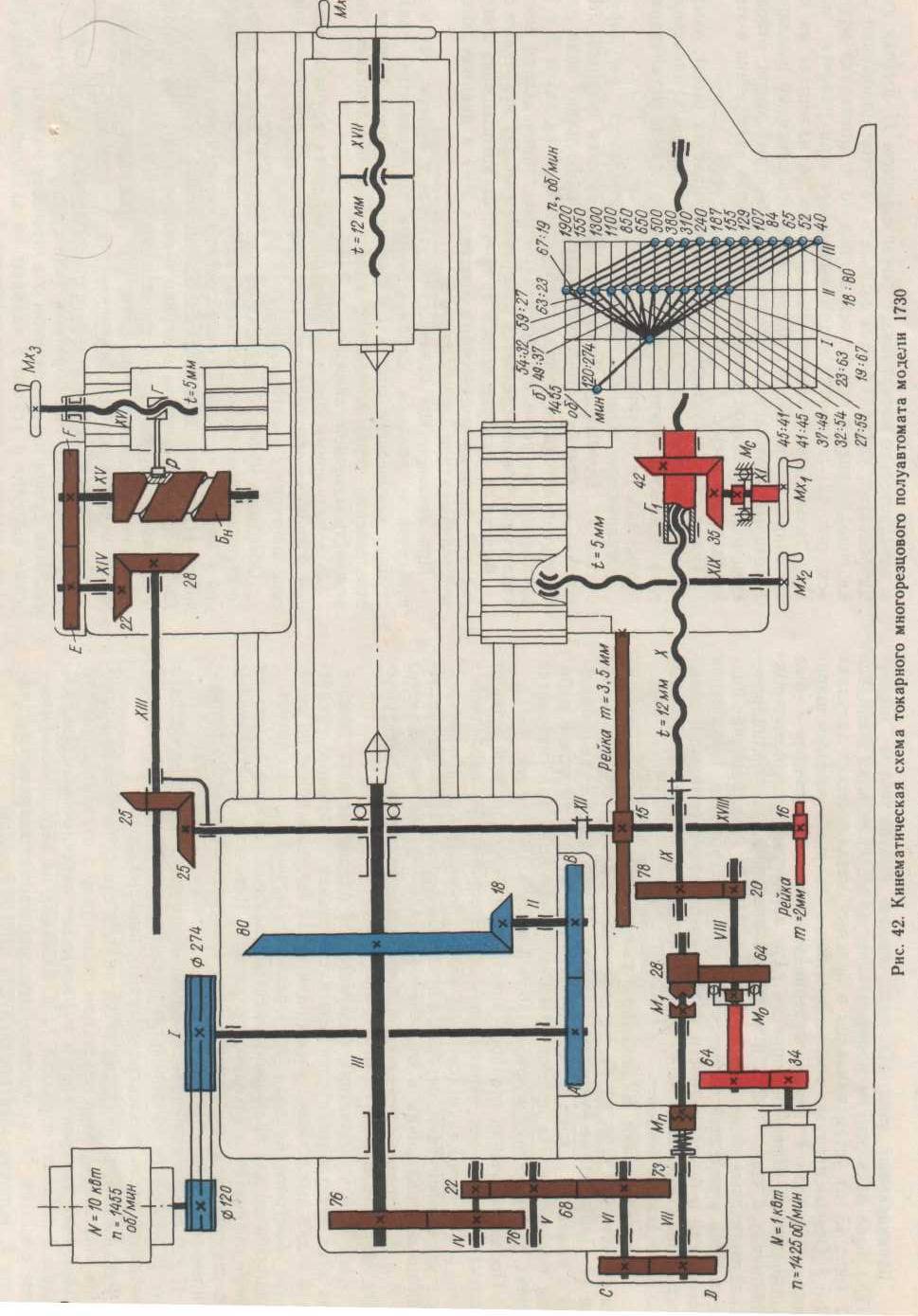
Мал.44. Кінематична схема токарного багаторізцевого верстату мод. 1730
З кінематичної схеми видно, що загальна довжина ходу поперечного супорту залежить від величини переміщення переднього супорту і від швидкості подачі заднього супорту. Остання залежність пояснюється тим, що із зміною передавального відношення змінних коліс E/F, що визначають швидкість подачі заднього супорту, змінюється величина повороту барабану Бн і, відповідно, шлях переміщення заднього супорту. Ця обставина приводить до необхідності при зміні швидкості подачі заднього супорту одночасно переставляти його маховичком Мх.
Допоміжні рухи. Швидкі холості переміщення супортів в початкове положення після закінчення обробки здійснюються окремим реверсивним електродвигуном потужністю 1 КВт через шестерні 34—64 і обгонну двосторонню муфту Мо, яка дає можливість включати швидкі рухи супортів в обидві сторони без відключення робочої подачі. Швидкість швидкого переміщення переднього супорта se може бути визначена з виразу:

Повздовжнє ручне переміщення переднього супорту здійснюється маховичком Mxi, обертання якого передається через конічні шестерні 35—42 гайці "Л; це переміщення можливе як при нерухомому, так і рухомому ходовому гвинті. Для поперечних установчих переміщень салазок повздовжнього супорту служить маховичок Мк.г.
Токарний багатошпиндельний автомат мод. 1265-4
Призначення верстату. Автомат призначено для токарної обробки з пруткового материалу крепіжних деталів, елементів арматури та порівняно невеликих фасонних деталів в умовах крупносерійного та масового виробництв ( мал. 45 ).
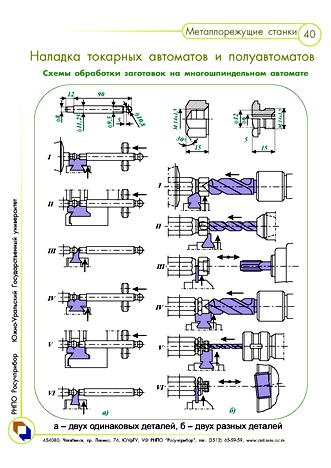
Мал. 45. Типові наладки багатошпиндельного автомата.
Технічна характеристика верстата
Найбільший розмір оброблюваного прутка, мм:
круглого (діаметр) ........................................................ 80
квадратного (сторона) ......................................56
шестигранного (відстань між сторонами)..........................68
Кількість шпинделів ........................................4
Число швидкостей обертання шпинделів.................................26
Межі чисел оборотів шпинделів, об/хв ..... ....................60—1000
Найбільша довжина подачі прутка, мм.................................. 200
Найбільша довжина обробки прутка, мм...........................175
Відстань між вісями суміжних шпинделів, мм....................275,8
Число повздовжніх супортів ........................................1
Число поперечних супортів ........................................4
Величина ходу повздовжнього супорта, мм........................180
Величина ходу поперечних супортів, мм:
верхніх ......................................90
нижніх ......................................80
Швидкість розподільчого валу на холостому ходу, об/хв.....10
Час циклу холостого ходу, сек .......................................3,5
Потужність головного електродвигуна, КВт ..........................28
Основні вузли верстата ( мал. 46 ): А — напрямні труби з підтримуючими стійками; Б — блок шпінделя; У — станина; Г—радіальні супорти; Д — різенарізальний шпиндель; Ч — привід верстата; Ж - повздовжній супорт.
Органи управління. / — кнопка включення подачі прутка; 2 — рукоятка включення повороту блоку шпінделів; 3 — рукоятка включення подачі; 4 — кнопкова станція налагоджувального приводу; 5 — хвостовик для ручного повороту розподільчого валу; 6 — рукоятка включення транспортера для відведення стружки; 7 — передній пульт управління.
Рухи у верстаті. Рухи різання — обертання основних шпинделів сумісно з оброблюваними прутками, а також інструментальних шпинделів — швидкосвердлувального і різенарізального. Рухи подач -поступальна хода чотирьох радіальних супортів, прямолінійна поступальна хода повздовжнього супорта і вісьове переміщення інструментальних шпинделів. Допоміжні рухи — поворот блоку шпинделів і напрямних труб, подача і зажим прутків, відведення фіксатора блоку шпінделів, обертання шнека транспортера для видалення стружки, швидкі холості переміщення робочих органів, уповільнені переміщення робочих органів при налагоджуванні верстату.
Принцип роботи. Прутки закладаються в напрямні труби і закріплюється в цанговых патронах шпинделів. Кожен зі шпінделів отримує обертання сумісно з прутками, з яких виготовляються деталі.
Обробка деталі проводиться послідовно в чотирьох позиціях блоку шпінделя Бг. В кожній позиції для обробки деталі служить окремий радіальний супорт Г, оснащений необхідним комплектом різців. Крім того, є один, загальний для всіх позицій повздовжній супорт Же, на кожній з чотирьох граней якого встановлюється комплект інструментів, потрібних для обробки деталі в даній позиції.
На повздовжньому супорті на грані для обслуговування позиції /// може бути встановлений швидкосвердлувальний шпиндель, а на грані для обслуговування позиції IV - різенарізальне пристосування.
Радіальні супорти служать для обточування фасонними різцями і для здійснення прорізних і відрізних переходів. Повздовжній супорт служить для обточування прохідними і підрізними різцями, розточування отворів, нарізування різей мітчиками і плашками, а також для виконання свердлувальних переходів.
Конструктивні особливості. Для передніх опор шпинделів використовані дворядні підшипники з циліндрічними роликами серії 3182100, завдяки
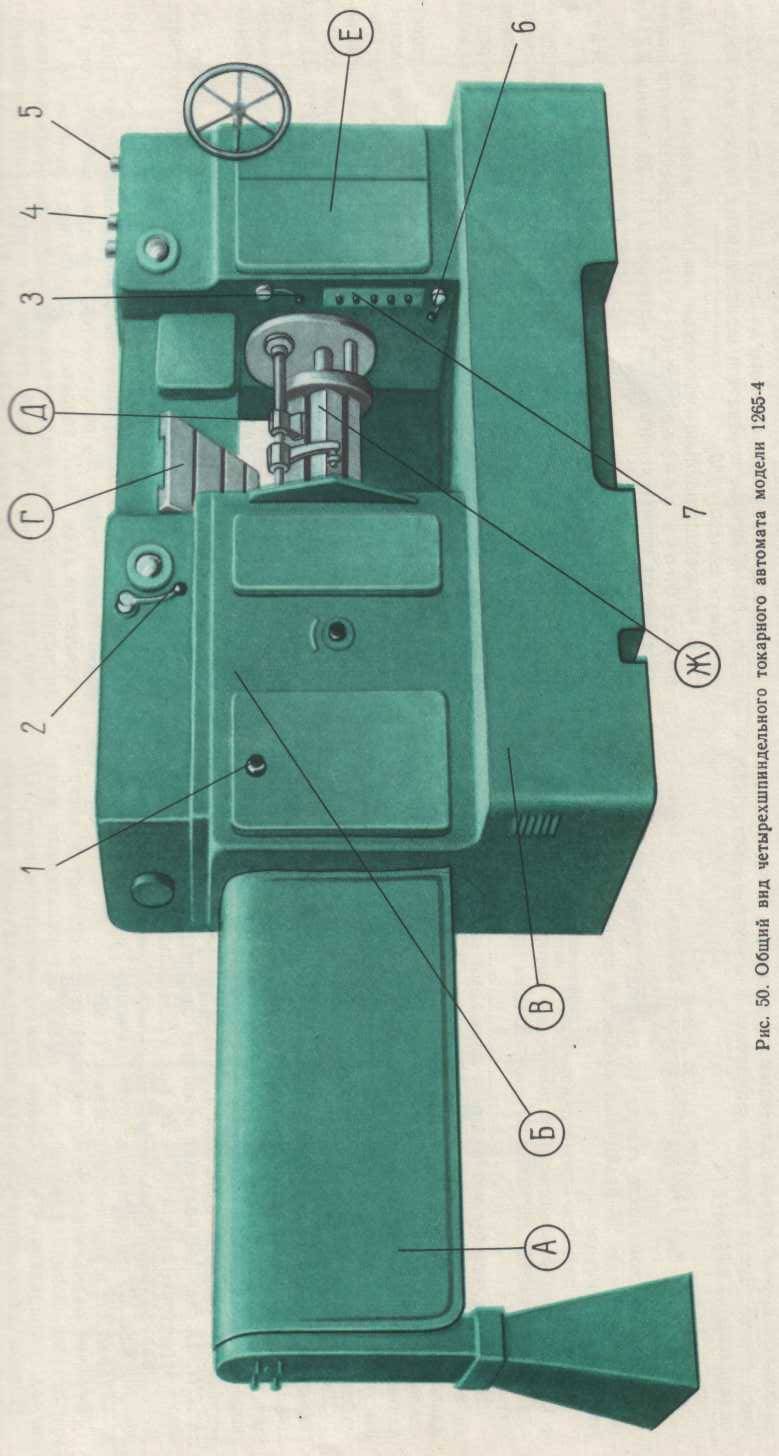
Мал. 46. Загальний вигляд багатошпиндельного верстату мод. 1265-4
чому порівняно з серійними токарними верстатами суттєво збільшена жорсткість вузлів шпинделів і точність їх обертання.
Блок шпінделів виконано масивним; він має подвійну фіксацію, яка забез-печує надійний притиск блоку до нижньої опори під час роботи верстату.
На верстаті моделі 1265-4 передбачено механізм підйому блоку шпинделів перед його поворотом. Для поліпшення умов періодичного повороту блоку
шпинделів механізм мальтійського хреста винесено на проміжний вал, який пов'язаний з блоком шпінделів постійною зубчаcтою зубчаcтою передачею.
Для зменшення навантаження на цей блок і для підвищення точності його роботи у верстаті моделі 1265-4 поворот котушки з трубами і прутками проводиться не самим блоком, а примусово, за допомогою зубчастих передач.
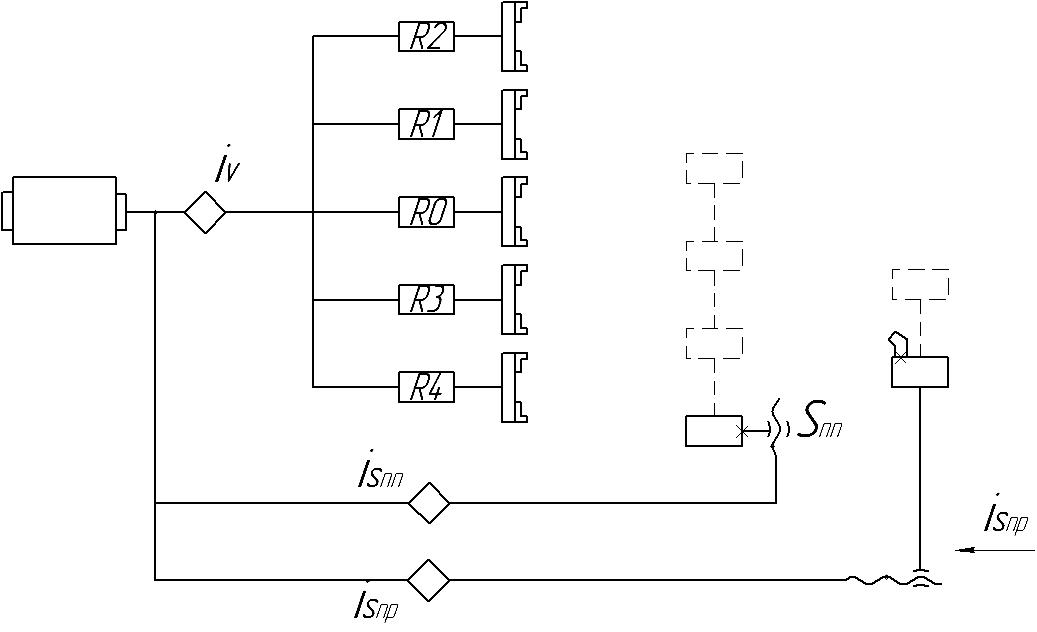
Мал. 47. Кінематична структура багатошпиндельного автомату
Кінематика верстату мод. 1265-4
Рухи різання. Основні шпінделі VI (мал. 48 ) отримують обертання від електродвигуна потужністю 28 КВт через клиноремінную передачу 190—308, вал /, циліндрічні колеса 30—60, вал //, змінні колеса А/Б і В/Г, центральні вали IV і V, зв'язані один з одним шліцьовим з'єднанням, і косозубі колеса 45—45. Числа оборотів шпинделів в хвилину пш можуть бути визначені з виразу:

Наявність в комплекті верстату 18 змінних коліс дозволяє забезпечити шпінделю 26 різних швидкостей обертання від 60 до 1000 об/хв.
У третій позиції блоку шпинделів на повздовжньому супорті може бути встановлений швидкосвердлувальний шпиндель, який кінематично зв'язується з центральним валом I, за допомогою проміжних зубчастих передач.
Нарізування різей мітчиками та плашками може проводитися в четвертій позиції блоку шпинделів за допомогою спеціального реверсивного різенарізального пристосування, яке також приймає рух від центрального валу IV. Реверсування обертання шпинделю різенарізального пристосування здійснюється двома електромагнітними дисковими фрикційними муфтами.
Рухи подач. Подача всіх робочих органів верстата здійснюється кулачковими механізмами, безпосередньо встановленими на головному розподільчому валі або на валах, що мають з ним постійний кінематичний зв'язок. Таким чином швидкість переміщення супортів і інструментальних шпинделів залежить від швидкості обертання головного розподільчого валу XIII. Останній отримує обертання від центрального валу /У через черв'ячну передачу 3—24, вал VII, змінні колеса І/К та Д/Ј, вал IX, обгінну муфту М 0, вал X, конічні колеса 30—30, вал XI, електромагнітну дискову муфту М2, колеса 38—53, вал XII і черв'ячну передачу 1/40.
Верхні радіальні супорти, повздовжній супорт і інструментальні шпинделі здійснюють подачі від кулачкових механізмів, встановлених на
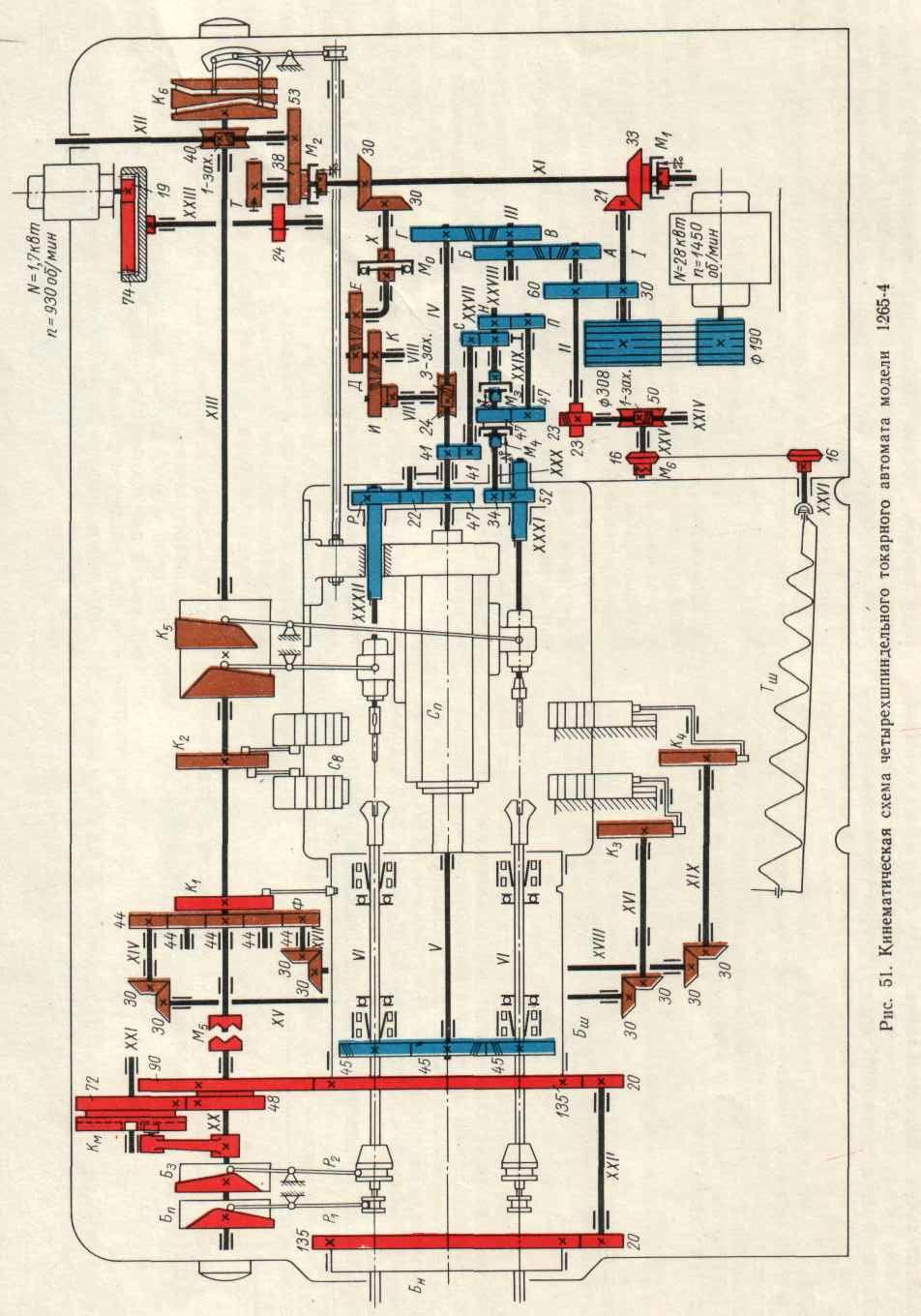
Мал. 48. Кінематична схема токарного багатошпиндельного
верстату мод. 1265-4
головному розподільчому валу XIII..
Нижні радіальні супорти подаються кулачками, що одержують рух обертання від головного розподільчого валу XIII з тією ж кутовою швидкістю через шестерні 44—44—44, дві конічні передачі 30—30 і 30—30.
Швидкості подачі робочих органів можуть додатково регулюватися, незалежно одна від одної, за рахунок зміни плечей відповідних важилів механізмів кулачково- важельної системи.
Допоміжні рухи. Поворот блоку шпинделів здійснюється за допомогою механізму з мальтійським хрестом, який отримує рух від головного розподільчого валу XIII через кулачкову муфту М8 і вал XX. Від мальтійського хреста, встановленого на валу XXI, через колеса 72—48 і 90—135 обертання передається блоку шпинделів, жорстко зв'язаному з колесом 135.
У чотиришпиндельному токарному автоматі моделі 1265-4 поворот блоку напрямних труб здійснюється примусово від блоку шпинделів колесами 135—20, валом XXII і колесами 20—135.
Механізми подачі і затиску прутків приводяться в дію пазами барабанів Би та Б3, встановлених на валу XX. Барабан подачі Б п двоплечим важилем зв'язано з повідцем, який в позиції / блоку шпинделів входить у контакт з подаючою трубою даного вузла шпиинделя. Одночасно в цій же позиції барабан Би за допомогою важиля Р2 управляє механізмом звільнення і затиску прутка.
Відведення фіксатора блоку шпинделів здійснюється окремим кулачком, закріпленим на головному розподільчому валу XIII. Для здійснення холостих швидких переміщень робочих органів верстату, розподільчі вали отримують обертання зі швидкістю 10 об/хв від валу 1 через конічні шестерні 21—33, електромагнітну дискову муфту М1, вал XI, муфту М2, колеса 38—53, вал XII і черв'ячну передачу 1/40. Наявність обгінної муфти Мо дозволяє при швидких переміщеннях робочих органів верстата не відключати механізми їх робочих подач.
Для швидкого пригальмовування системи у момент переходу з холостих на робочі ходи, на кінці валу XI встановлено автоматичне стрічкове гальмо Т.
Мал. 49. Схема роботи керуючих кулачків на розподільчому валу
та важильно-рейковой системи приводів автоматів
Для налагоджування верстату передбачено спеціальний привід від окремого електродвигуна потужністю 1,7 КВт. При цьому муфта М2 вимикається, а рухома шестерня 24, що сидить на валу XXIII, вводиться у зачеплення з колесом 38. Тоді обертання від електродвигуна передається розподільчому валу XIII через шестерню 19, колесо 74 з внутрішнім зачепленням, вал XXIII, шестерні 24—38—53, вал XII та черв'ячну передачу 1/40.
Для ручного приводу верстату в процесі налагоджування, на квадратний кінець валу XII надягається спеціальна рукоятка ( мал.48, 49 ).
Шнековий транспортер для відведення стружки із зони різання приводиться в рух від валу // через гвинтові колеса 23—23, вал XXIV, черв'ячну передачу 1/50, вал XXV, кулачкову муфту М6 і ланцюгову передачу 16—16.