

2.Режимы обработки и качество поверхности при строгании и долбление.
Сущность процесса резания при строгании та же, что и при точении. Однако условия работы режущего инструмента ухудшаются вследствие действия ударных нагрузок при периодическом врезании за каждый двойной ход. Для строгания характерными являются следующие параметры: число двойных ходов nдв х = 10-140 дв.х./мин; глубина резания t = 0,1-0,5 до 10-15 мм; подача S от 0,1-0,3 до 50 мм/дв.х. (для долбежных станков эти величины меньше). Скорость резания определяется скоростью прямолинейного движения стола или резца, глубина резания — припуском, срезаемым за один проход, а движение подачи является прерывистым и осуществляется в конце обратного хода заготовки или резца. Ширина и толщина а срезаемого слоя измеряются так же, как и элементы срезаемого слоя при точении: вдоль главного режущего лезвия, в перпендикулярном к нему направлении. Формы обрабатываемых поверхностей при строгании и долблении представлены на рисунке
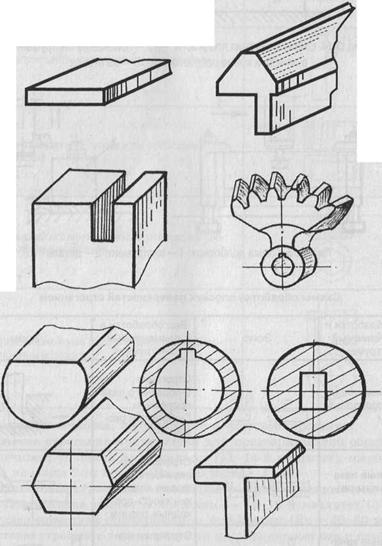 Примеры
форм обрабатываемых поверхностей при
строгании
Примеры
форм обрабатываемых поверхностей при
строгании
Прерывистость главного движения при строгании и долблении способствует охлаждению инструмента во время обратного хода, однако при обработке возникают динамические нагрузки на режущий инструмент, так как резец при врезании и на выходе испытывает удар. Поэтому строгание и долбление производятся со сравнительно невысокими скоростями резания (не более 50 м/мин) даже при обработке износостойкими резцами, оснащенными твердым сплавом. Зная скорость резания, определяют число двойных ходов инструмента в минуту
 (34)
(34)
где ![]() -
расчётная длина хода инструмента
(см. формулу
40), мм;
-
расчётная длина хода инструмента
(см. формулу
40), мм;
![]() -
коэффициент, показывающий отношение
скоростей рабочего и холостого ходов.
Если скорости равны,
-
коэффициент, показывающий отношение
скоростей рабочего и холостого ходов.
Если скорости равны, ![]() .
.
Для обеспечения, например, при строгании стабильной толщины среза строгальные резцы делаются обычно изогнутыми, вершина их находится в одной вертикальной плоскости с опорной поверхностью резцедержателя. При этом вершина резца под воздействием тангенциальной составляющей силы резания, описывая дугу окружности радиусом углубляется в обработанную поверхность, и резец, изгибаясь, не портит ее. Долбежные резцы работают в более жестких условиях, так как сила резания направлена вдоль вектора скорости резания и оси державки резца, а передняя поверхность находится со стороны торца державки. Для оснащения резцов, кроме быстрорежущих сталей, широко применяются сравнительно прочные твердые сплавы марок ВК6М, ВК8В, ВКЮОМ, ВК150М, Т5К12В, ТТ7К12 и др.
Точность строгания на строгальных и долбежных станках достигает 3 – 4 – го классов; чистота поверхности 6 – 7 – го классов.
3.Автоматизация проектирования для расчета круглой протяжки.(Привести блок-схему, или алгоритм)
Проектирование протяжки блок схема:
Протяжка шпоночная
Пр

Исходные данные
d=16мм, L=30мм, h=19мм,
B=4мм
Расчет подъема на зуб Sz
Sz=0,05мм/зуб

для at=1.55…1.25 t=t*
Z=L/t
Z 4
4
нет
h=0.4*t
C=0.32*t
R=0.68*t
r=0.2*t
;
да

нет
Шаг калибрующих зубьев:
tk=(0.6…0.7)t=4.5мм
hk=0.4*tk=1.8
Ck=0.32*tk=1.45
Rk=0.68*tk=3.1
rk=0.2*tk=0.9
Шаг калибрующих зубьев:
tk=(0.6…0.7)t=4.5мм
hk=0.4*tk=1.8
Ck=0.32*tk=1.45
Rk=0.68*tk=3.1
rk=0.2*tk=0.9
Передний угол
 =100
=100
 =20±15’-
для режущих зубьев
=20±15’-
для режущих зубьев
=10±15’- для калибрующих зубьев
2
Стружкоразделительные канавки:
десять канавок
m=0.9 мм
r=0.25 мм
h=0.6 мм
Число режущих зубьев:
Число режущих зубьев:
lпр=l1+l2+l3+l4+lp+lk+l5=456.5мм
l1=120мм
l2=20мм
l3=15мм
l4=25.5мм
l5=22.5мм