

1.6 Запитання для самоконтролю
1.6.1 Дайте визначення і вкажіть причини виникнення похибки базування.
1.6.2 У чому суть та переваги принципу постійності баз?
1.6.3 Переваги та недоліки базування заготовки на площину і два опорні пальці різної конструкції.
1.6.4 Умови встановлення та зняття заготовки на опорні пальці різної конструкції.
1.6.5 При виконанні яких розмірів доцільно використовувати ті чи інші конструкції опорних пальців?
1.6.6 Опишіть конструкції стандартних опорних пальців, матеріал їх виготовлення, термічну обробку.
1.7 Вказівки з техніки безпеки
1.7.1 Перед проведенням експериментальної частини лабораторної роботи перевірити надійність закріплення стенда.
1.7.2 При установці заготовок ніжки індикаторних головок потрібно притримувати.
1.7.3 Заготовки складати окремо від корпуса пристрою.
1.8 Література
[1], с. 43...48.
[2], с. 26...30.
[3], с. 322...326, с. 348...359.
Лабораторна робота №2
Дослідження похибки проектування при встановленні заготовок типу валів на центрові отвори
2.1 Мета роботи
Експериментальним шляхом визначити похибку проектування при встановленні заготовок на центрові отвори та оцінити ступінь її впливу на точність виконуваних розмірів. Виявити вплив конструкції центрів на величину похибки проектування.
2.2 Обладнання, прилади та інструменти
2.2.1 Токарний верстат.
2.2.2 Набір зразків з обробленими центровими отворами.
2.2.3 Лупа Брінеля.
2.2.4 Жорсткий передній та задній центри.
2.2.5 Плаваючий передній центр.
2.2.6 Мікрометр 0...25
2.2.7 Стійка для мікрометра.
2.2.8 Набір ключів гайкових.
2.2.9 Упори на верстаті.
2.3 Методичні вказівки
При обробці валів, труб та інших деталей обертання в якості баз для установлення використовують в переважній більшості конічні поверхні центрових отворів або фасок. Такими елементами, які використовують для установлення цих заготовок є центри. По конструкції розрізняють центри: жорсткі (рис. 2.1 а, б, в), обертові (рис 2.2) та плаваючі (рис. 2.5) Жорсткі центри установлюються в шпиндель верстата та піноль задньої бабки. При обробці важких заготовок, а також при підвищених режимах обробки використовуються обертові центри, які не псують базові поверхні, але мають понижену жорсткість у порівнянні з жорсткими.
Плаваючі центри застосовуються для підвищення точності розмірів деталі, які витримуються в осьовому напрямку.
Базування заготовок на два центрових отвори дозволяє використати в якості подвійної напрямної технологічної бази
с криту
базу – спільну вісь двох центрових
отворів. В результаті для розмірів
заданих від осі вала в діаметральній
площині вдається сумістити технологічну
базу конструкторською та звести до нуля
похибку проектування проект.
криту
базу – спільну вісь двох центрових
отворів. В результаті для розмірів
заданих від осі вала в діаметральній
площині вдається сумістити технологічну
базу конструкторською та звести до нуля
похибку проектування проект.
Р
в
а) упорний для обробки заготовок з малим діаметром центрового отвору; б) упорний для обробки заготовок з великим діаметром центрового отвору; в) упорний з рифленою конічною поверхнею.
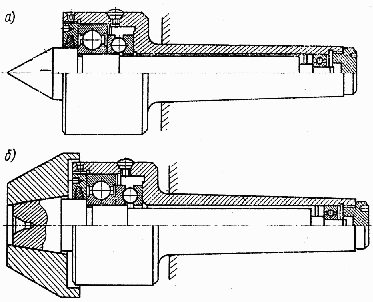

Рисунок 2.2 – Обертові центри Рисунок 2.3 – Плаваючий
центр
Установлення на жорсткі центри приводить до несуміщення технологічної та конструкторської баз для розмірів, які витримуються від торця вала вздовж його осі. В результаті і виникає похибка проектування, яка дорівнює допуску на глибину центрового отвору (рис 2.4).

Рисунок 2.4 – Схема обробки деталі в жорстких центрах
Розмір довжини L ступінчатого валика отримується як замикаюча ланка розмірного ланцюга, складові ланки якої l1=l – глибина центрового отвору (розмір між конструкторською та технологічною базами), l2 – розмір від технологічної бази до оброблюваної поверхні, який безпосередньо витримується при обробці на налагодженому верстаті.
проект = l1 = l = Тl,, (2.1)
де Тl – допуск на глибину центрового отвору.
При установленні заготовки на передній плаваючий центр торці всіх заготовок в партії займуть визначене положення, так як при притиску заготовки 6 (рис 2.3) заднім центром, плаваючий центр 3 встановлюється в корпус 2, стискаючи пружину 5 до такого положення, поки торець заготовки не впреться в торець корпуса 2. Тому похибка проектування для осьових розмірів зводиться до нуля.
прект L = 0.
Для експериментального визначення поля розсіювання глибини центрових отворів спочатку заміряють при допомозі лупи Брінеля розміри цих отворів (рис. 2.5).

Рисунок 2.5 – Розміри центрового отвору
Різниця максимального та мінімального значень діаметрів центрових отворів є полем розсіювання цих розмірів.
Dц = D ц max – D ц min. (2.2)
Поле розсіювання глибини центрових отворів залежить від поля розсіювання діаметральних розмірів цих отворів і визначається з виразу
 ,
(2.3)
,
(2.3)
де - кут конуса центрового отвору.
Будемо вважати, що для партії заготовок поле розсіювання розміру l рівне допуску на цей розмір, тобто Tl . Експериментальне визначення похибки проектування проводиться на операції підрізки торця в заготовках, обробка яких здійснюється на токарному верстаті по двох схемах:
1 – встановлення заготовки на два жорстких центри (рис. 2.6 а); 2 – встановлення на передній плаваючий і задній жорсткий центри (рис. 2.6 б).
В партії заготовок, які оброблені з одного налагодження по першій схемі (рис. 2.6 а), вимірюємо розмір L , визначаємо поле розсіювання цього розміру L . Ці самі заготовки обробляємо при налагодженні по другій схемі (рис. 2.6 б), аналогічно визначаємо поле розсіювання для розміру L1 – L1. Вимірювання розмірів L і L1 здійснюється при допомозі мікрометра.
 а
б
а
б
Рисунок 2.6 – Схеми обробки заготовок при встановленні
на центрові отвори:
a) на два жорсткі центри;
б) на один плаваючий та один жорсткий.
Так як розміри L і L1 отримуються на одному верстаті, при одних і тих самих режимах різання, одним інструментом, при одному методі налагодження інструменту на розмір, то, очевидно, можна затверджувати, що величини полів розсіювання L і L1 розрізняються між собою на величину похибки проектування розміру l – l. Так як величини L і L 1 є випадковими, то значення проек Lек для експериментальних даних
![]() .
(2.4)
.
(2.4)
Оцінку ступеню впливу похибки проектування на точність виконуваного розміру можна провести, якщо визначимо долю в загальній похибці розміру, яку займає похибка проектування
![]() (2.5)
(2.5)